论毛刷在光电子玻璃清洗技术中的应用
2015-10-21 16:51高军召
企业技术开发·中旬刊 2015年3期
高军召
摘 要:毛刷在光电子玻璃清洗技术中是用来清洗玻璃表面的颗粒的,毛刷的材质、旋转速度、旋转方向、压入量以及所用的清洗介质等对毛刷清洗工艺起关键的作用。
关键词:压入量;颗粒;旋转方向;转速;清洗剂
中图分类号:TN141.9 文献标识码:A 文章编号:1006-8937(2015)08-0052-02
1 毛刷概述
用途和原理:清洗用毛刷是用来去除LCD玻璃表面异物,工作原理是通过毛刷与玻璃之间的摩擦力以及水的冲刷力,来去除大于0.5 μm的异物,在光电子玻璃清洗工艺中盘刷和滚刷是最常见的方式。
2 毛刷的种类
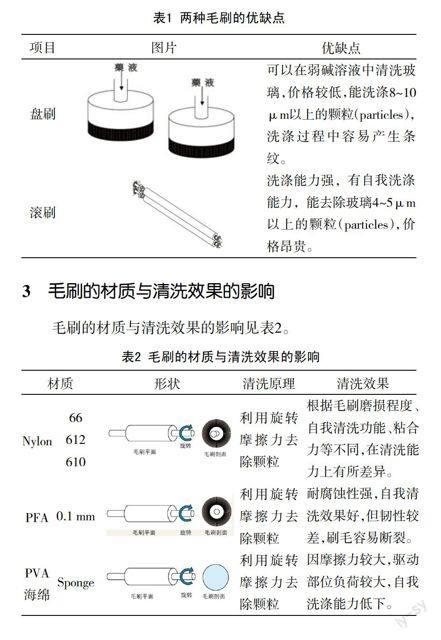
在光电子玻璃清洗中一般用两种毛刷,一种为盘刷,一种为滚刷。两种毛刷的优缺点见表1。
3 毛刷的材质与清洗效果的影响
毛刷的材质与清洗效果的影响见表2。
4 毛刷在光电子玻璃清洗工艺中的应用
4.1 盘刷在光电子玻璃清洗中的应用
①盘刷是可以用来清洗玻璃表面8~10 μm以上的颗粒,介质一般采用10~18 MΩ的纯水和清洗剂(一般情况下使用碱溶液)的混合物,PH值一般控制在12~14之间。介质的温度一般控制在40 ℃~80 ℃。介质具体参数可根据不用的生产工艺进行适当的调整。
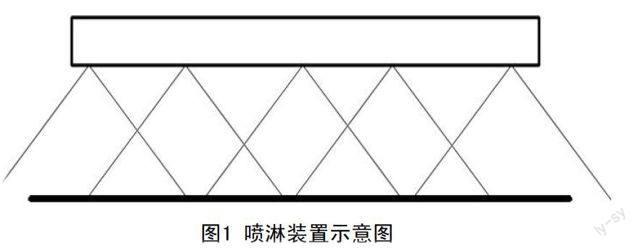
②在盘刷的与玻璃接触的部位需要有喷淋水润滑,喷淋水对玻璃的清洗效果和盘刷的寿命有较大的影响。喷淋水的压力一般控制在0.2~0.5 MPa(压力的选择和玻璃的大小及玻璃的厚度有关系,当玻璃较小且较厚时应选择较大压力,当玻璃较大且较薄时应选择较小的压力),喷淋水到玻璃之间应该有重叠,便于喷淋水在均匀的喷在玻璃上,如图1所示。
③盘刷的压入玻璃的深度(简称为压入量)在清洗工艺中是一个非常重要的参数,压入量太大不仅容易损坏玻璃还会损坏盘刷的寿命,压入量太小对玻璃的清洗效果不好,不利于清洗玻璃表面的脏污及颗粒。在玻璃清洗工艺中,压入量一般控制在0.5~5 mm之间(压入量的选择和玻璃的规格、厚度、清洗机的各个工艺参数有关系,对于压入量应根据玻璃的种类做出适当的调整)。在玻璃清洗工艺中,盘刷的压入量是一个非常难调整的参数,如果调整不好就会给清洗工艺造成负面的影响,甚至会造成玻璃表面的损伤或造成玻璃在传送过程中行走的不稳定,从而使玻璃破片或者碎片。
④在盘刷清洗工艺中,盘刷的转速也是非常重要的,原则上是转速越高清洗效果越好,但转速越快会对玻璃的行走速度造成较大的误差,严重时会造成玻璃停止不动的现象。为了保证玻璃的正常传送,盘刷的转速一般控制在200~400 rpm。如果在不影响玻璃行走的状况下可以通过适当的调整盘刷的转速来提高清洗效果。
⑤在盘刷清洗的工艺过程中,由于多组盘刷的转动会造成玻璃在传送过程中受力不均匀,从而非常容易走偏,需要有导向装置(不同的清洗设备中有不同的导向装置,导向装置可以根据设备本身的机构设计,在保证玻璃能顺利传送的前提下导向装置结构越简单越好),以免造成玻璃在输送过程中出现蛇形曲线的状况,从而造成撞片等严重的问题。
⑥一般情况下,为了使玻璃清洗效果较好,在有盘刷清洗的清洗机中需要清洗剂(一般情况下清洗剂是一种强碱介质,不仅有利于清洗效果还起到润滑剂的作用),所以当玻璃从其他的清洗设备进入盘刷清洗设备时需要有专门的装置(这种装置需要能把玻璃表面上的水去除掉,一般情况下此装置能吹出洁净空气,通过洁净空气把玻璃表面上的水去除,当然根据对玻璃不同的品质要求,洁净空气的清洁度要求也不同)去除玻璃表面的水来维持盘刷清洗设备中清洗剂的浓度,当玻璃从盘刷清洗设备输出到其他清洗设备时同样需要有专门的装置去除玻璃表面的清洗剂。
⑦盘刷材质的直径也是玻璃清洗工艺一项比较重要的参数,其直径不能太小,直径太小会使整个盘刷有效部位太软不利于清洗效果;其直经也不能太大,直径太大会造成玻璃表面清洗不均匀同样对清洗效果不利。盘刷材质直径在0.05~0.2 mm之间对玻璃清洗效果最好。
⑧在盘刷清洗工艺中由于有压入量的要求,在盘刷清洗设备的传送滚轮上需要增加一定的材料来防止玻璃在传送过程中因受力较大造成的擦划伤,在目前的玻璃清洗工艺中这种材料一般采用氟橡胶或者对玻璃不造成擦划伤的硬质毛刷来实现。
4.2 滚刷在光电子玻璃清洗中的应用
①滚刷是清玻璃清洗工艺中除去中等颗粒一种最常见的方式,可以用来清洗玻璃表面4~5 μm以上的颗粒,介质一般采用10~18 MΩ的纯水(根据不同的生产工艺也可以采用10~18 MΩ的纯水加清洗剂作为介质),温度一般控制在40 ℃~60 ℃。
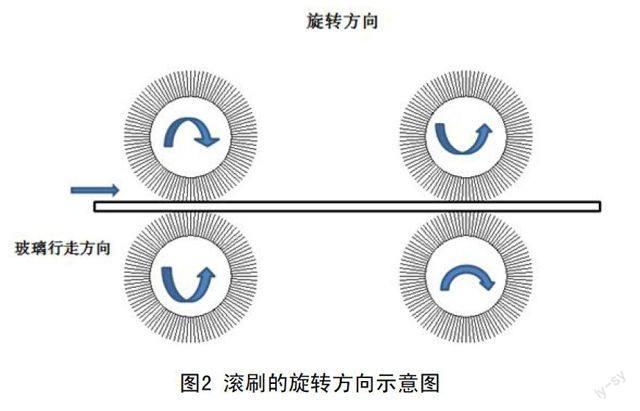
②在滚刷清洗工艺中,滚刷的旋转方向对清洗效果有很大的影响。一般情况下,第一组滚刷的旋转方向一般是顺着玻璃的行走方向,最后一组滚刷的旋转方向是逆着玻璃的行走方向的,如图2所示。经过某多次验证,滚刷的这种旋转方向对玻璃在滚刷清洗设备中行走是最顺利的,同时对玻璃表面的清洗效果是最理想的。
③在滚刷清洗工艺中压入量也是非常重要的参数,和盘刷一样,如果压入量太大会造成玻璃在传送过程中的行走不顺,造成玻璃擦划伤的概率就较大,甚至发生撞片、叠片的状况。如果压入量太小,就达不到预期的清洗效果。滚刷的压入量一般为0.5~5 mm之间,具体数值可以根据实际生产效果进行適当的调整。
④在滚刷清洗工艺中,喷淋水也是不可缺少的条件,并且对喷淋水的方向也是有要求的。如图3所示的喷水方向对玻璃清洗效果最好。喷淋水的压力要求和盘刷清洗工艺中的要求相同为0.2~0.5 MPa。
图3喷向滚刷的喷淋水最主要作用是起润滑和清洗介质作用,逆着滚刷的喷淋水主要用来冲洗清洗过后玻璃上的脏污。
⑤在滚刷清洗工艺中,原则是滚刷得转速越高清洗效果越好,但同样存在着,滚刷转速过高带来生产的不稳定。在正常的生产过程中滚刷的转速一般控制在400~2 000 rpm,同样在不影响生产工艺的前提下,滚刷的转速越高对清洗效果越好。
⑥滚刷材质的直径也是玻璃清洗工艺一项比较重要的参数,和盘刷一样滚刷直径在0.05~0.2 mm之间对玻璃清洗效果最好。
⑦相对为盘刷清洗工艺,在滚刷清洗工艺中,玻璃的行走方向比较容易控制,如果对玻璃行走的过程要求不是太精密,可以不加导向装置,如果对玻璃行走过程要求精度较高应加上导向装置。
⑧在滚刷清洗工艺中,传送滚轮上同样需要安装氟橡胶或者对玻璃不造成擦划伤的硬质毛刷来避免造成对玻璃的擦划伤。
4.3 其它种类毛刷在光电子玻璃中的应用
①除了盘刷和滚刷外,海绵轴在光电子玻璃清洗工艺中的应用也比较广泛,海绵轴除了自身清洗效果不好之外,其具体参数可以参照滚刷的介绍。
②近年来,HPVC软质高分子聚氯乙烯滚轴在光电子玻璃中也有了一定得应用,作为新型的一种毛刷也在被越来越多的厂家所认可。
毛刷在光电子玻璃清洗工艺中是非常重要的一环,对玻璃有着显著的清洗效果,目前绝大多数光电子玻璃生产厂家的玻璃清洗工艺都用到了毛刷清洗工艺。随着市场的需求,作为一种消耗品,毛刷的质量和寿命等自身参数也有了越来越高的要求。
5 结 语
毛刷在光电子玻璃清洗工艺应用中主要用来清洗玻璃表面4 μm以上的颗粒,在清洗过程中,各个参数都非常重要,以上所谈的参数选择是在实践中总结出来的,希望能给大家一些帮助。
参考文献:
[1] 杜海文.电子清洗工艺的部分选择因素[J].电子工程师,1995,(4).
猜你喜欢
中成药(2018年10期)2018-10-26
中成药(2017年4期)2017-05-17
中国科技纵横(2016年20期)2016-12-28
价值工程(2016年30期)2016-11-24
电子技术与软件工程(2015年6期)2015-04-20
中国洗涤用品工业(2015年7期)2015-02-28
中国洗涤用品工业(2015年6期)2015-02-28
中国洗涤用品工业(2015年5期)2015-02-28
装备环境工程(2015年4期)2015-02-28