车用水刺布:发展正当时
2015-10-19 00:17张芸
中国纺织 2015年9期
张芸
水刺非织造布具有柔软、悬垂性好、强度高、吸湿性好、不起毛、耐洗涤、无化学添加剂等特点,且外观类似纺织品,水刺法已成为近年来非织造技术进步最快的一种加工方法。水刺非织造布还可以与其他材料进行复合加工,生产出“三明治”结构的多用途新型复合材料,近年来在汽车工业中的应用也越来越普遍,应用水刺布成为当前汽车内饰材料的发展趋势。根据使用部位的不同,汽车内饰复合材料可分为顶蓬系列、遮阳板系列、立柱系列、门板系列、座椅系列等。
汽车内饰用复合材料一般由织物与其他基材如聚氨酯泡沫等复合而成。早期的汽车内饰面料以机织物为主,虽然强度大,但是断裂伸长率和弹性较差,不能很好地适应汽车内饰的加工工艺要求。为了改善汽车内饰的加工工艺,近年来针织面料以其良好的延伸性和弹性,在汽车内饰用复合材料中的用量越来越大,但是其强度和尺寸稳定性相对较差。
水刺非织造布的出现,解决了机织物断裂伸长率和弹性差的问题,也克服了针织物强度低、尺寸稳定性差的问题,是替代传统的针织物和机织物内饰用复合材料的最佳选择。由于汽车内饰用复合材料每个系列的性能要求和加工工艺不同,对于复合底层的水刺非织造布的质量要求也不尽相同。且来看顶蓬、遮阳板、立柱三个系列中复合用水刺非织造布的研制过程。
顶蓬系列复合用水刺非织造布
顶篷系列复合用水刺非织造布的定量要求比较轻,一般在50~70g/m2之间;厚度较薄,一般在0.3~0.45mm之间;纵横向断裂强度均要求大于100N,纵横向的断裂伸长率要求大于35%,同时要求水刺非织造布的布面均匀度好、表面平整、水刺缠结强度高。
具体的制备工艺流程为:聚酯短纤+粘胶短纤混合开松→梳理成网→交叉铺网→多辊牵伸→水刺加固→烘干→卷取。最终产品的强度和布面平整度取决于水刺加固工艺,因此水刺工艺的控制至关重要。一般根据产品的定量设定水压,同时根据布面情况设定好各水刺鼓之间的牵伸速度和张力,保证布面的平整度。为了保证产品的尺寸稳定性和干爽性能,水刺工艺结束后还要进行烘干定型,一般根据生产车速及产品定量设定烘干温度,使烘缸内部保持热平衡,保证产品完全烘干。
经过多次反复实验,由杭州路先非织造股份有限公司课题组开发出了定量为65g/m2的聚酯粘胶共混及55g/m2的全聚酯纤维顶篷系列复合用水刺非织造布产品,最终确定的制备工艺参数见表1。
由表2的测试结果可以看出,两种顶篷系列复合用水刺非织造布的定量、厚度、断裂强度、断裂伸长率完全满足要求,定量CV值远小于5%,说明产品的均匀性也非常好。从表4的测试结果还可以看出,全聚酯纤维水刺非织造布的断裂伸长率大于聚酯/粘胶混合产品,因此,在生产过程中,可以根据不同断裂伸长率的要求选择不同配比的纤维原料。
遮阳板系列复合用水刺非织造布
遮阳板系列复合用水刺非织造布的定量比顶篷系列稍大一些,一般在120g/m2左右。这类产品对厚度要求不是很高,但是对产品的外观质量要求比较高。遮阳板系列复合用水刺非织造布的布面必须平整、缠结好、没有水针痕,且要求铺网均匀,没有折叠痕迹。
具体的制备工艺流程如下:亲水性聚酯短纤开松→梳理成网→交叉铺网→多辊牵伸→水刺加固→烘干→卷取。为了保证布面的平整度,除了梳理工序尽可能使纤维单纤化、制得均匀度高的纤网外,水刺压力的设置非常关键,一般要求水压尽可能高一些,生产中还必须及时清洗水刺头及针板,以减少水针痕的出现。同时要保证布面完全烘干,否则也会影响布面的平整度和光洁度。
经过多次反复实验,杭州路先课题组开发出了定量为120g/m2的亲水性聚酯遮阳板系列复合用水刺非织造布产品,最终确定的制备工艺参数见表2。
由表4的测试结果可以看出,遮阳板系列复合水刺非织造布定量CV值为2.0%,说明随着产品定量的增加,均匀性大大提高了。在水刺的过程中,由于采用的亲水性聚酯纤维,对水针能量的吸收增大,随着水压的提高,产品的缠结度增大,断裂强度也远远大于顶篷系列复合用水刺非织造布。在生产过程中,由于最后一道水刺的水压略有降低,起到了类似针刺中修面刺的效果,所以几乎看不到水针痕,外观质量完全能满足遮阳板复合材料的要求。
立柱系列复合用水刺非织造布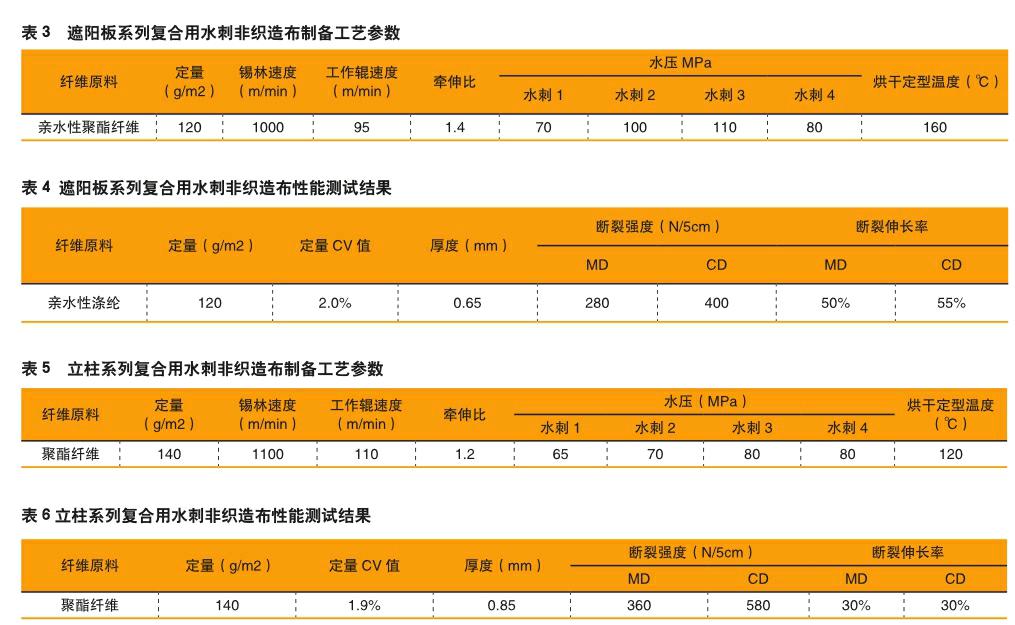
立柱系列复合用水刺非织造布的定量要求更大一些,一般在140g/m2左右;由于该产品使用在汽车立柱上,而立柱在加工时需要压模弯曲,所以对水刺布的断裂伸长率要求较高,纵向的断裂伸长率要求大于26%,横向的断裂伸长率要求大于30%;同时也要求水刺非织造布的布面均匀度好,表面平整,无明显水针痕。
水刺非织造布的断裂伸长率首先受纤维原料的影响,目前只能采用聚酯纤维为原料,并且尽可能选用断裂伸长大率一点的聚酯纤维。水刺非织造布的断裂伸长率除了与原料有关外,还与生产工艺有一定的关系。从质量要求上看,产品的断裂伸长率横向要求大于纵向,因此在铺网的过程中,铺网角度应该适当大一些,使纤维在纵向排列多一点,这样理论上就能增加横向断裂伸长率。
在水刺过程中,为了保证纵向断裂伸长率,要求各水刺头之间牵伸越小越好,以保证纤网在水刺鼓之间不起皱为好。在保证布面缠结的前提下,水刺压力也不需太高,尤其是第一个水刺压力的设定至关重要:太高会使纤维缠结紧密,从而使断裂伸长率下降。因此,根据布面情况及时调整各道水针压力,是开发立柱系列复合用水刺非织造布的难点所在。
在后续的烘干及卷取过程中,在布面不起皱的情况下,张力也应尽可能小一些,以进一步保证产品的断裂伸长率。经过多次反复实验,杭州路先课题组开发出了定量为140g/m2的聚酯纤维立柱系列复合用水刺非织造布产品,最终确定的制备工艺参数如表3所示。
由表6的测试结果可以看出,立柱系列复合水刺非织造布定量CV值为1.9%,产品的均匀性满足了要求。但是,从产品的断裂伸长率来看,其纵向断裂伸长率大于指标要求,而横向断裂伸长率刚刚够,从多次测试结果来看,有时候横向断裂伸长率还达不到要求,这表明目前的制备工艺还不是很稳定完善,还不能充分满足产品对断裂伸长率的需求。如何根据产品的测试结果来进一步调整梳理和水刺工艺参数,在保证断裂强度的情况下尽可能增大产品的纵横向断裂伸长率,并使工艺稳定,是以后生产中继续要解决的问题。
通过原料的选用、梳理成网和水刺加固工艺参数的优化,我们开发出了顶篷、遮阳板和立柱系列复合用水刺非织造布,经过性能测试,各项指标均能满足汽车内饰材料的要求。但是在制备及测试过程中也发现,与经编布、聚氨酯泡沫等其他材料复合时,水刺布存在断裂伸长率低的缺陷,这也成为了开发汽车内饰用水刺非织造布的技术难点,也是制约水刺非织造布在汽车内饰复合材料上使用的一个主要原因。此外,系列汽车内饰复合用水刺非织造布的创新设计与开发,不仅有助于汽车用纺织品与汽车工业同步发展,而且对我国当前纺织工业结构调整具有十分重要的指导意义,对未来汽车向节能、轻质化、安全化、可回收发展创造了条件。
猜你喜欢
炎黄地理(2021年2期)2021-07-12
青岛科技大学学报(社会科学版)(2021年1期)2021-05-17
建筑与装饰(2020年17期)2020-10-20
ViVi美眉(2020年1期)2020-04-26
记者观察(2019年1期)2019-04-04
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
中国纺织(2017年7期)2017-07-13
纺织导报(2016年6期)2016-05-14
科技创新导报(2016年6期)2016-05-14