一种密封焊阀门唇焊部位切割专用工具的研发
2015-10-17 12:41:07刘青等
科技创新导报 2015年22期
刘青 等
摘 要:核电站的部分阀门采用了唇焊密封焊工艺,在工程建设和运行维修阶段,往往需要对阀门进行解体检查或维修,但由于没有成熟的工艺和工具,使用手工锯条对唇焊部位进行切割容易造成阀门的报废,劳动效率也较为低下。该文通过对阀门本体结构特点、施工维修环境、操作便利程度等方面的分析,设计并研发出一种唇焊部位切割专用工具,并通过在现场的实际应用,有效的解决了阀门报废率高,劳动效率低下的问题,降低了维修成本,达到了良好的预期效果。
关键词:密封焊阀门 唇焊 切割 专用工具
中图分类号:TG44 文献标识码:A 文章编号:1674-098X(2015)08(a)-0149-02
在核电站的工程建设和运行维修阶段,往往需要对唇焊密封焊阀门进行解体检修,工艺环节主要包括切割、解体阀门、对阀体阀盖密封面进行研磨、蓝油试验、组装、唇焊(焊前与焊后PT检查)等,工序繁多,且由于建造阶段的质量、时间窗口等因素制约,对施工工艺的提出了更高要求。由于传统的使用锯条进行唇焊切割的方式,劳动效率低且切割质量差,无法满足现场使用需求,该文主要通过现场模拟切割试验,对阀门唇焊切割专用工具进行研发和改造,以提高唇焊切割的质量和效率。
1 阀门唇焊部位简介
为了充分保证阀门的密封性能,根据相关技术规范要求,核电厂部分阀门(如传输含有放射性流体的阀门)的阀体和阀盖连接部位设计为唇焊密封焊结构,唇焊阀门种类包括截止阀、升降式止回阀和少量截止型调节阀,焊接分为工厂焊接和现场焊接两类。
2 传统手工锯条切割存在的问题
为验证唇焊切割、回装工艺,以手工锯条切割的模式在现场开展了模拟切割、回装试验,采用手工锯条的方式对10台阀门(6台碳钢和4台不锈钢阀门)唇焊进行了切割,平均每台阀门耗时6.5 h以上,且造成了4台碳钢阀门报废。
试验发现,在现场狭小空间内使用手工锯条切割,对环境的适应性较好,但切割过程难以控制,容易出现切割深度过深或过浅,以及切割位置偏离焊缝中心线等问题,造成阀门报废率偏高,碳钢阀门由于熔深较深更为明显。同时由于切割工作量大,劳动效率较低。
3 唇焊切割工具的设计
3.1 设计需求
针对模拟切割试验发现的问题,提出以下唇焊切割工具的设计需求。
(1)体积小,便于在现场狭小空间使用;
(2)使用和维护保养方便,工作强度小;
(3)能够有固定轨道,便于切割方向控制;
(4)能够适应不同口径、不同材质的阀门;
(5)能够控制切割深度。
3.2 装置构造
切割专用工具针对不同口径唇焊阀门唇焊部位宽度尺寸而设计,以确保达到阀门唇焊部位高效率、高质量的切割效果。其结构主要分为四个部分。
(1)延长臂:调节其长短以适应不同尺寸、口径阀门的切割;
(2)割刀块(割面刀,割槽刀):更换刀片,进行刮面和切槽处理;
(3)刀架:固定割刀块并带动刀块导向滑动;
(4)导向轮:使刀架组件固定在阀体上并沿唇焊切割部位滑动导向。
3.3 工作原理
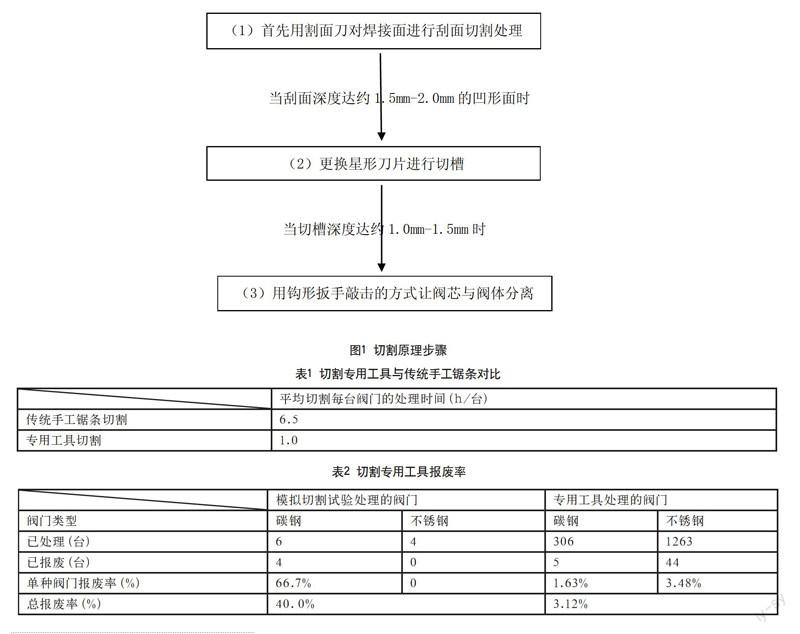
切割专用工具结合了阀门自身结构、尺寸及和对切割后质量及唇焊阀门焊接修复要求等特点,切割工艺采用了四轮导向定位,侧面正中进刀的原理。切割原理按以下三个步骤依次进行。(见图1)
4 唇焊切割工具的技术特点与应用效果
4.1 使用说明
(1)根据阀门的尺寸及唇焊部位唇焊宽度,选择适当的导向轮、刀架及延长臂等完成装配,将刀架组件固定在阀门本体上;
(2)选择割面刀块进行装配,并对阀门唇焊焊接面进行刮面切割处理,割面刀进刀切割深度约1.5 mm~2.0 mm;
(3)当刮面深度达约1.5 mm~2.0 mm的凹形面时,改用星形割槽刀进行进刀切割,逐渐进刀(1刻度约0.1 mm),切槽深度约1.0 mm~1.5 mm;
(4)当星形割槽刀切槽深度达约1.0 mm~1.5 mm,使用钩形扳手敲击的方式使阀芯与阀体分离,切割完成。
4.2 应用效果
(1)使用方便、简单,能适用于不同口径(如:DN8、DN15、DN20、DN25、DN50等)、不同唇焊阀门唇焊部位宽度尺寸、不同类型的大高唇焊阀门切割改造工作;
(2)满足切割困难、复杂的现场作业等条件,作业空间小,便于操作与维护;
(3)对阀门唇焊部位切割专用工具达到了快速切割的效果,切割后满足唇焊阀门焊接修复要求,满足切割刀口宽度及精度。
(4)比于传统手工锯条切割,切割专用工具极大地缩短了唇焊阀门改造的处理工期(平均每台阀门节省切割处理时间约为5.5 h),极大减轻了唇焊阀门处理对现场工程进度的影响。(见表1)
(5)使用切割专用工具降低了阀门唇焊切割的报废率(阀门整体报废率从40.0%下降至3.12%),提高了唇焊切割的效率;能控制进刀切割量,确保唇焊贴合面剩余有效宽度,有利于焊接质量的保证。(见表2)
5 结语
该专用工具已在多个项目的工程建设、在役维修阶段使用,有效降低了阀门报废率,提高了劳动效率,降低了施工维修成本,达到了良好的预期效果。
参考文献
[1]杨源泉主编.阀门设计手册[M].北京:机械工业出版社,1995.
[2]法国核岛设备设计、建造及在役检查规则协会主编.RCC-M压水堆核岛机械设备设计和建造规则[M].中科华核电技术研究院有限公司译.上海:上海科技文献出版社,2010.
[3]孟少农.机械加工工艺手册[M].北京:机械工业出版社,1991.
猜你喜欢
汽车维修与保养(2021年3期)2021-07-10 04:46:22
建筑建材装饰(2016年22期)2017-08-14 09:53:33
山东工业技术(2017年11期)2017-06-13 14:23:41
大陆桥视野·下(2017年1期)2017-03-09 05:35:51
计算机时代(2017年2期)2017-03-06 20:41:40
散文百家·下旬刊(2016年9期)2016-11-23 22:55:23
广西电力(2016年6期)2016-07-10 12:03:37
环球时报(2016-05-24)2016-05-24 08:20:55
企业文化·中旬刊(2016年5期)2016-05-16 18:56:31
中国氯碱(2014年10期)2014-02-28 01:05:02