
基于PLC的自动拧螺钉机控制系统设计
2015-10-14 07:54:02周平
机电工程技术 2015年12期
周平
(江西工程学院,江西新余338000)
基于PLC的自动拧螺钉机控制系统设计
周平
(江西工程学院,江西新余338000)
介绍了以西门子S7-200 PLC为核心的自动拧螺钉机控制系统。给出了自动拧螺钉机的气动设计、伺服电机设计、PLC设计。该机具有很好的可扩展性,应用效果良好。
PLC;螺钉;伺服控制
0 引言
螺钉是工业产品的一个零件,其规格多样,传统拧螺钉主要依靠人工,效率低,灵活性差,本文基于装配模块化、自动化的理念,介绍基于PLC的自动拧螺钉机设计。
1 自动拧螺钉机结构
自动拧螺钉机的主要工作过程概述如下:当检测到需进行螺钉装配的产品到位后,经止动气缸将其锁紧,通过气阀将螺钉从气管中导入,装配工作台移动定位,升降气缸带动伺服电机向下运动到位后,伺服电机驱动螺刀将螺钉拧紧。其主要结构如图1所示。

图1 拧螺钉机主要结构图
2 自动拧螺钉机气动控制设计
拧螺钉机工件夹紧、电机升降、螺钉导入主要由气压控制完成。托盘带工件下行至本工位时,电感式传感器检测托盘,发出控制信号,由止动气缸夹持工件,指示灯亮。启动吸气阀,导入螺钉。待装配台伺服定位后升降气缸带动伺服电机下降,电机转动螺刀紧固螺钉。气动原理如图2所示。
3 拧螺钉伺服电机控制设计[1-2]
采用伺服电动机驱动螺刀将螺钉拧紧,伺服电动机由伺服驱动器、电动机机体、编码器等组成。

图2 气动原理图
由计算得知拧螺丝的扭矩较小,选用松下电器的MQMA042A型伺服电机及与其配套的伺服放大器MQDA043A。该型伺服电机额定转矩1.3 N·m,最大转矩3.82 N·m,矩频特性能满足系统要求。
伺服电机控制模式有三种:位置控制、速度控制、转矩控制。系统采用位置控制模式。其伺服控制器控制接线如图3、4所示。

图4 伺服电机控制接线图
4 自动拧螺钉机控制PLC I/O分配[3]
拧螺钉机控制PLC选用S7-200(CPU226),输入端和输出端接线图如图5、6所示。

图5 PLC输入端接线图
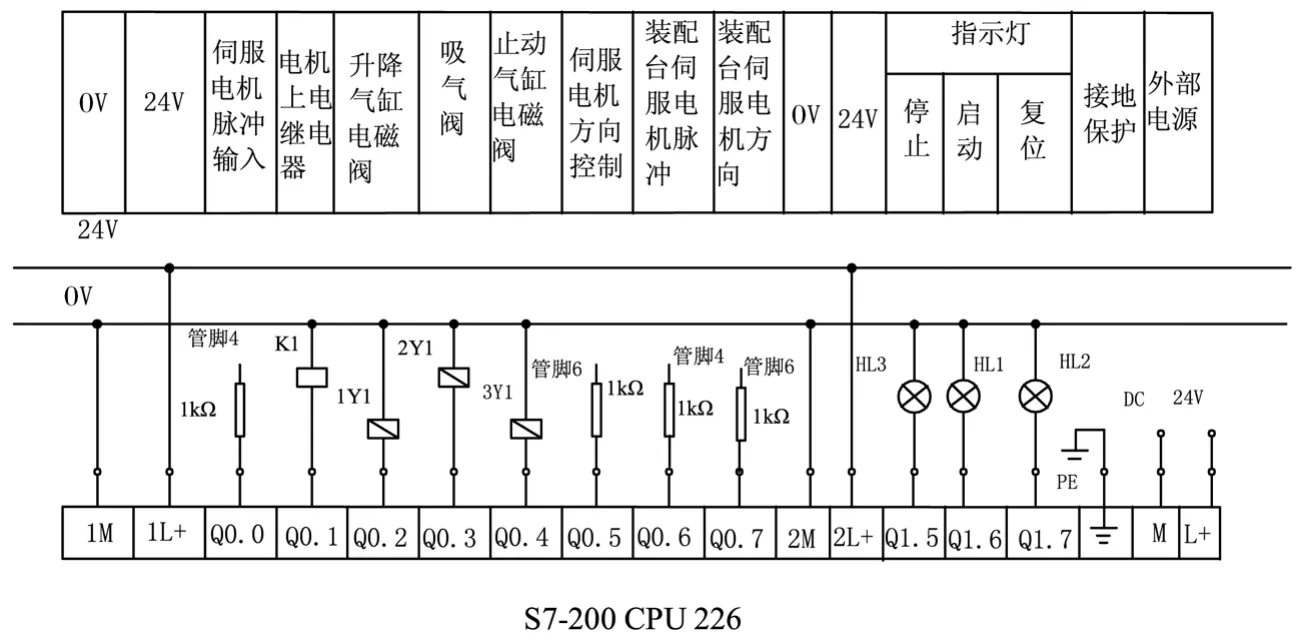
图6 PLC输出端接线图
5 自动拧螺钉机PLC控制流程
拧螺钉单元主要完成对行程开关拧螺钉的装配,采用PLC控制,其控制流程如图7所示。

图7 自动拧螺钉机PLC程序流程图
6 结束语
利用PLC对拧螺钉机进行自动控制,系统的硬件结构简单,可靠性大大提高,且节省了成本,使螺钉装配的生产效率得到提高。
[1]松下电器公司.交流伺服电机驱动器使用说明[Z].2005.
[2]赵蕴懿,李金萍.螺钉装配及防松技术[J].航天制造技术,2008(5):45-47.
[3]西门子公司.S7-200可编程控制器系统手册[Z].2005.
[4]唐晓茜.多传感器螺栓预紧检测方法研究[D].杭州:浙江工业大学,2009.
[5]阳宪惠.现场总线技术及其应用[M].北京:清华大学出版社,2000.
Design of Automatic Screw Machine Based on PLC
ZHOU Ping
(Jiangxi College of Engineering,Xinyu338000,China)
The paper introduces the Siemens S7-200 PLC as the core of automatic screw machine control system.Then gives out the design of pneumatic,PLC and servo motor,this machine has a good scalability,the actual application effect is good.
PLC;screw;servo control
TP273
A文献标识码:1009-9492(2015)12-0114-03
10.3969/j.issn.1009-9492.2015.12.032
周平,男,1970年生,山东文登人,硕士,副教授。研究领域:自动化及机电技术。
(编辑:向飞)
2015-06-26
猜你喜欢
Plasma Science and Technology(2024年2期)2024-03-19 02:37:02
微特电机(2020年11期)2020-12-30 19:42:32
电子制作(2018年17期)2018-09-28 01:57:00
通信电源技术(2018年3期)2018-06-26 06:33:36
课程教育研究·学法教法研究(2017年22期)2018-06-08 20:39:10
工业设计(2016年6期)2016-04-17 06:42:53
科学家(2015年12期)2016-01-20 02:50:29
中国科技纵横(2015年21期)2015-12-14 09:21:59
数字技术与应用(2014年8期)2014-12-13 20:34:53
百姓生活(2012年2期)2012-04-29 00:44:03
