
一种XY-2I900型精密压延机辊距调校步骤与方法
2015-10-12 09:46:22王方升沈爱华桂林中诚橡塑科技有限公司广西桂林54000安徽佳通轮胎有限公司安徽合肥3060
橡塑技术与装备 2015年17期
王方升,沈爱华(.桂林中诚橡塑科技有限公司,广西 桂林 54000;.安徽佳通轮胎有限公司,安徽 合肥 3060)
一种XY-2I900型精密压延机辊距调校步骤与方法
王方升1,沈爱华2
(1.桂林中诚橡塑科技有限公司,广西 桂林 541000;2.安徽佳通轮胎有限公司,安徽 合肥 230601)
介绍了一种XY-2I900型精密压延机造成辊距显示值与实际值不符的原因以及如何调校步骤与方法。
辊距实际值;数显表显示值;胶片厚度;保护装置;机械限位;编码器;标定
压延成型是借助于辊筒间强大的剪切力,并配以相应的加工温度,使黏流态的物料多次受到挤压和延展作用,最终成为具有宽度和厚度的薄片制品的一种加工方法。橡胶压延机主要用于压片、挂胶、擦胶、贴合、贴胶、压型等用途,是轮胎、输送带生产中必不可少的设备。
为了能适应不同压延制品厚度的要求,压延机辊筒之间的距离能进行移动调整。调距方式有手动机械式、电动机械式、液压式等。为避免调距时两工作辊面接触擦伤辊面,设有辊筒移动限位开关。 本文介绍的是电动机械式辊筒调距装置,采用单独传动调距方式。在实际生产中由于各种原因导致压延机运行一段时间后,实际辊距与显示值有偏差,特别是对于0.6 mm及以下胶片厚度出现变异,胶片变厚达不到工艺要求,给操作和维修带来很大困惑。对于此类问题本文通过在安徽佳通轮胎有限公司天津直裁上方的一种XY-2I900型精密压延机辊距调整为实际案例来分析问题产生的原因以及解决办法,如图1所示。
1 XY-2I900型精密压延机主要技术特征
辊筒直径 360 mm
辊筒长度 900 mm
辊筒速比(上辊速:下辊速) 1.04:1
上辊线速度 2~21 m/min

图1 两辊胶片压延机现场照片
压延制品最小厚度 0.5 mm
压延制品最大宽度 750 mm
对压延胶片的质量要求:表面光滑、无绉缩;内部密实、无孔穴、气泡; 断面厚度均匀、精确;各部分收缩变形均匀一致。
2 问题
2014年5月安徽佳通轮胎有限公司反映配合天津直裁生产全钢胎体帘布隔离胶片的XY-2I900型精密压延辊距无法下调,造成压延的胶片厚度达不到0.6 mm,实测大于0.7 mm。厚度不满足工艺要求,要求尽快对策。
3 现状和调整记录
XY-2I900型精密压延辊距调整数据详见表1。
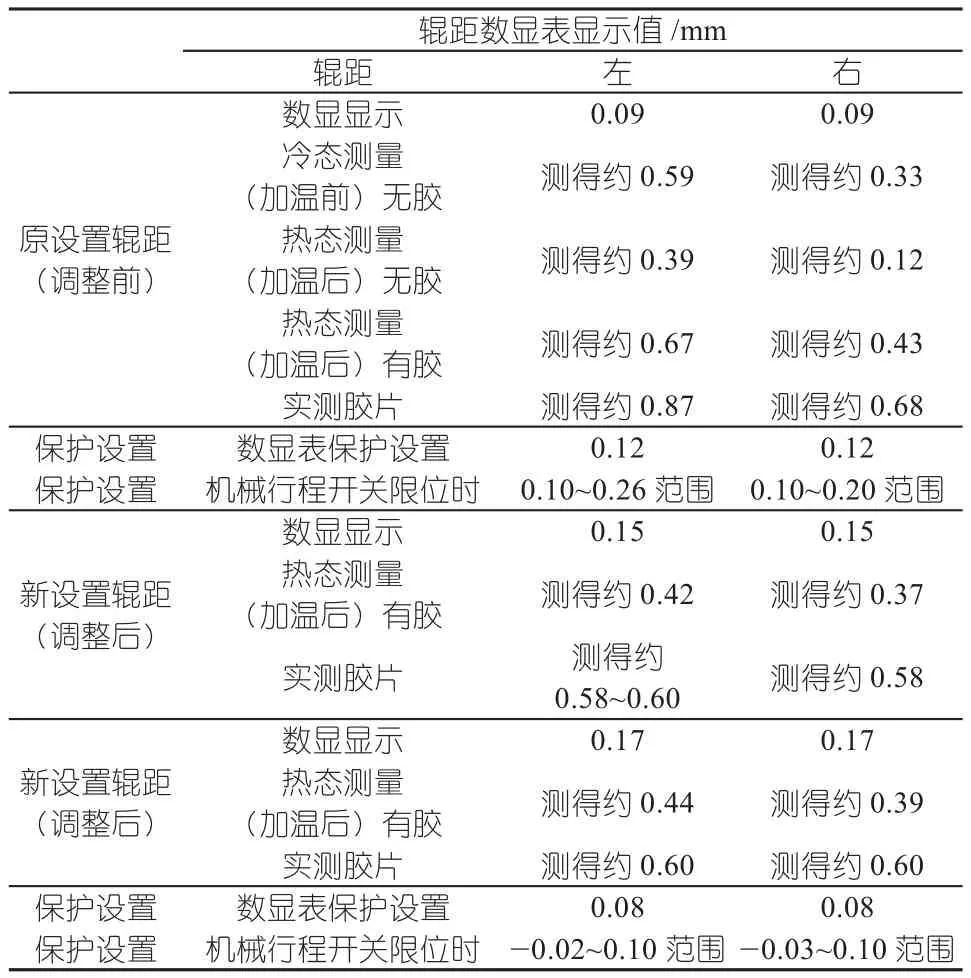
表1 XY-2I900型精密压延辊距调整数据记录表(辊筒规格Ф360×900)
4 问题的解决即辊距调校步骤与方法
说明:XY-2I900型精密压延机辊距采用旋转编码器测距,光栅数显表显示辊距数值的方式。如果实际辊距与显示值有偏差,需要重新标定一下,请参照如下调校步骤。
调校原则是以数显表显示值与加温后辊距实际值相符为准来校准的,特此说明。
(1)按照表2确认左、右辊距数显表内的参数是否被改变:如有不符,按此表设置。
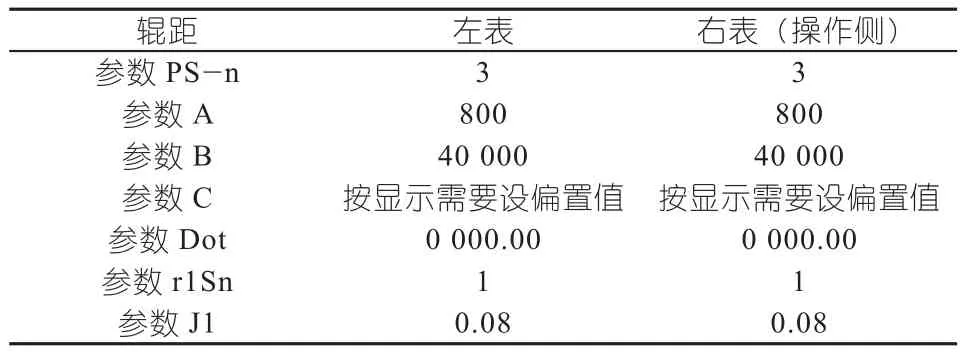
表2 光栅数显表参数设置
公式:编码器每转显示值=1 000(P/R)×A/B +C
仪表操作方法见后附的仪表操作说明。1 000(P/ R)为编码器每转脉冲数。
(以下第(2)、(3)、(4)步为冷态预校准,以确保加热后辊筒之间还有间隙。)
(2)在冷态(加温前),“慢速”分别调整左、右辊距表至显示0.40 mm。
(3)用塞尺测量此时的左、右辊距,看看分别是不是约0.60 mm左右,把这个值减去0.2 mm,在辊距数显表上显示出来。(比如:如果测得冷态左辊距为0.68 mm,则0.68 mm-0.20 mm=0.48 mm,这时左辊距应显示0.40 mm+0.08 mm=0.48 mm才对。所以需调整左辊距表的显示值为0.48 mm,通过调整左辊距表的参数“C”值,在其原值上增加0.08,就可把左辊距表当前显示值由0.40 mm校正到显示0.48 mm了。
同理:如果测得冷态右辊距为0.56 mm,则0.56 mm-0.20 mm=0.36 mm,这时右辊距应显示0.40 mm-0.04 mm=0.36 mm才对。所以需调整右辊距表的显示值为0.36 mm,通过调整右辊距表的参数“C”值,在其原值上减少0.04,就可把右辊距表当前显示值由0.40 mm校正到显示0.36 mm。)
(4)然后,在冷态(加温前),再次“慢速”分别调整左、右辊距表至显示0.40 mm。
(以下为热态辊距正式校准)
(5)开启温控,把上下辊筒的温度设为约80 ℃,等到温度达到设定值后,再等0.5 h,直到确定辊筒温度达到工作状态的热态状态。
(6)用塞尺测量此时的左右辊距,一般经过冷态预校准的话,此时左右辊距约在0.30 mm多,然后,“慢速”分别调近左、右辊距,直到用塞尺测得约0.10 mm为止。这时表的显示可能不是0.10 mm,就必须要调节辊距数显表,要它显示出0.10 mm来。比如:如果测得的热态左辊距为0.10 mm,而表显示为0.16 mm,则0.16 mm-0.10 mm=0.06 mm,通过调整左辊距表的参数“C”值,在其原值上减少0.06,就可把当前左辊距显示值由0.16 mm校正到显示0.10 mm。
右辊距依据显示值做同样的修正即可。
(7)然后,“快速”调开左、右辊距至2.00 mm以上,再“慢速”分别调近左、右辊距显示约0.15 mm时,慢慢微调,直到用塞尺测得约0.10 mm为止。如此反复调开、调近两次,并重复上述第3.6步的修正做法。直到用塞尺测量此时的左右辊距为约0.10 mm,左、右辊距显示为0.10 mm为止,如果显示与实测辊距有误差,范围在0.03 mm以内,都算正常。(如果调整过机械限位行程开关的限位螺栓,这时就需要紧固机械限位行程开关的限位螺栓。)
特别说明一下:不管冷态、热态,如果实际测量此时的左、右辊距始终调整不到约0.30 mm以下;需检查一下左右辊距的机械限位行程开关是否已经达到限位,通过触摸屏“PLC数字输入点X状态2”画面“下一页” 中,可以看到输入点“34左辊距上限”、“36右辊距上限位”的状态,变黑即为限位动作。如果左右限位都变黑动作保护,将不能调整辊距。此时就需要一点一点地(1/4圈)微调它的限位螺栓,放开限位开关的保护动作点(任意放开左右之中其一就可),切记不要大手笔地调节,当能满足左、右辊距调整到约0.05 mm,并经反复调开、调近两次,都可满足左、右辊距能调整到约0.05 mm左右就可以了。
注意:如果不是必要,请最好不要调整机械限位。如果机械限位失去保护,辊距调至最小,辊筒紧贴住,辊距就调不小了,仪表显示将不再变化,就要立即停止调小辊距。如果操作人员不查看辊筒间距,不调开辊距,又无胶料,而空转辊筒时,会双辊对辄,造成辊筒表面损坏。
仪表和机械限位两道保护的原则是:先由仪表内设置的最小保护值保护,然后才是机械限位行程开关保护。当数显表显示值小于仪表内设置的保护值(目前设为0.08 mm)时,仪表内继电器触点断开,限制继续调小辊距,同时,触摸屏会给出报警信息。当机械限位行程开关保护动作时,也会限制继续调小辊距,同时,触摸屏会给出报警信息。通过触摸屏“PLC数字输入点X状态2”画面,也能看到输入点的状态。
(8)对0.10 mm辊距调较修正完成后,可继续调小左右辊距,确认左、右辊距能调至约0.07 mm左右,就算完成了。
(需要注意的是:必须保证加温后热态测量左、中、右位置辊距至少大于约0.03 mm以上,不然,当无胶料,空转辊筒时,会双辊对辄,造成辊筒表面损坏!所以对操作人员要求:没调开辊距情况下,不管如何,当无胶料时,空转辊筒时间要尽可能短。否则,易损坏辊筒。)
(9)试生产,对实际胶片测量,看看测量结果是否达到约0.5 mm。
(10)对上述校准工作,建议每季度一次或依据客户实际需要定期进行校准为好。
5 调距操作说明如下
通过三位选择开关1210SA3可以选择左、同步、右三种调节方式,然后,通过1210SA5点动进行增大和减少调节,辊距的实际值通过数显表实时显示。注意:单端调节不要过大,尽可能同步调节!当辊距较大时(>1.5 mm),可把调距 慢速-快速(1202SA1)选为“快速”,接近较小值时(<1.5 mm后),再选为“慢速”,作精确调整。
数显表带电子限位功能,当数显表显示小于0.08 mm(冷态辊距实测小于约0.3 mm)时,或辊距上限位开关动作后,辊距不能调小。(需要注意的是:辊距不能调节得太小。必须保证加温后热态测量左、中、右位置辊距至少大于约0.03 mm以上,不然,当无胶料,空转辊筒时,会双辊对辄,造成辊筒表面损坏!所以对操作人员提出要求:没调开辊距情况下,不管如何,当无胶料时,空转辊筒时间要尽可能短。否则,易损坏辊筒!)
6 仪表的操作说明如下
(1)计数方式设置:授权密码:“PP0089”
参数PS-n的设置:PS-n设置为“3”。
当前数显表正常显示数据值“XXXXX”状态下--按“SET” --显示“PP0000”—通过按“>”和“∧”调整数值,直到显示“PP0089”--按“SET”--显示“P-Sn” --按“SET” --显示“00001”—通过按“>”和“∧”调整数值,直到显示“00003”--按“SET”确认--显示“P-Sn”—通过按“∧”调整,直到显示“END”--按“SET”退出即可。
(2)功能参数设置:授权密码:“PP0036”
授权进入后,可在不退出情况下,逐个设置完各个需要设置的参数后才推出。
参数r1Sn的设置:r1Sn设置为“1”。
当前数显表正常显示数据值“XXXXX”状态下--按“SET” --显示“PP0000”—通过按“>”和“∧”调整数值,直到显示“PP0036”--按“SET”--显示“r1Sn” --按“SET” --显示“00001”—通过按“>”和“∧”调整数值,直到显示“00001”--按“SET”确认--显示“r1Sn”—通过按“∧”调整,直到显示“END”--按“SET”退出即可。
参数A的设置:A设置为“800”。
当前数显表正常显示数据值“XXXXX”状态下--按“SET” --显示“PP0000”—通过按“>”和“∧”调整数值,直到显示“PP0036”--按“SET”--显示“A” --按“SET” --显示“00000”—通过按“>”和“∧”调整数值,直到显示“800”--按“SET”确认--显示“A”—通过按“∧”调整,直到显示“END”--按“SET”退出即可。
参数B的设置:B设置为“40000”。
当前数显表正常显示数据值“XXXXX”状态下--按“SET” --显示“PP0000”—通过按“>”和“∧”调整数值,直到显示“PP0036”--按“SET”--显示“B”--按“SET” --显示“00000”—通过按“>”和“∧”调整数值,直到显示“40000”--按“SET”确认--显示“B”—通过按“∧”调整,直到显示“END”--按“SET”退出即可。
参数C的设置:C设置为“按显示需要设置偏置值,可设正、负值”。
当前数显表正常显示数据值“XXXXX”状态下--按“SET” --显示“PP0000”—通过按“>”和“∧”调整数值,直到显示“PP0036”--按“SET”--显示“C” --按“SET” --显示“00000”—通过按“>”和“∧”调整数值,直到显示“按显示需要设置的偏置值”--按“SET”确认--显示“C”—通过按“∧”调整,直到显示“END”--按“SET”退出即可。
参数Dot的设置:Dot设置为“0000.00”。
当前数显表正常显示数据值“XXXXX”状态下--按“SET” --显示“PP0000”—通过按“>”和“∧”调整数值,直到显示“PP0036”--按“SET”--显示“Dot” --按“SET” --显示“00000”—通过按“>”和“∧”调整数值,直到显示“0000.00”--按“SET”确认--显示“Dot”—通过按“∧”调整,直到显示“END”--按“SET”退出即可。
(3)报警参数设置:授权密码:“PP0001”
参数J1的设置:J1设置为“0.08”。
当前数显表正常显示数据值“XXXXX”状态下--按“SET” --显示“PP0000”—通过按“>”和“∧”调整数值,直到显示“PP0001”--按“SET”--显示“J1” --按“SET” --显示“00000”—通过按“>”和“∧”调整数值,直到显示“0.08”--按“SET”确认--显示“J1”—通过按“∧”调整,直到显示“END”--按“SET”退出即可。
7 辊距显示值与实际值不符的原因分析
造成辊距显示值与实际值不符,有人为和客观的原因,常有:
(1)停电状态下对辊筒、调距机构等进行了调动和维修等;
(2)人为因素调动了仪表参数;
(3)通电状态下,在周边进行焊接、切割等高频干扰引起编码器与仪表回路收到干扰脉冲误记录成调距数据;
(4)系统无良好接地,编码器与仪表回路接触不良易被干扰,以及短时内频繁地通电断电;
(5)编码器与减速机联接松动;
(6)编码器与仪表有损坏等。
前三点就是人为原因,我们应该尽量避免人为因素造成辊距不准,针对后三点客观原因则需日常维护来改善,如果实际辊距与显示值有偏差,需要重新标定一下,请参照上述调校步骤定期调校。
8 结束语
参照上述方法,经过两天的调整目前该压延机可压出0.5±0.05 mm的胶片满足了工艺要求。
辊距调节一般建议在压延停止时调整为好,生产中调节需要格外注意,不要把辊距调节到过小,显示<0.10 mm后,尤其注意。否则,有损坏辊筒的危险!
Adjustment steps and methods of roller pitch adjustment for XY-21900 precision calender
Adjustment steps and methods of roller pitch adjustment for XY-21900 precision calender
Wang Fangsheng, Shen Aihua
(1. Guilin Zhongcheng Rubber Technology Co.,Ltd., Guilin 541000, Guangxi, China; 2. Anhui Giti Tire Co.,Ltd., Hefei 230601, Anhui, China)
This paper introduces the cause that the display value and the actual value of roll pitch of XY-21900 precision calender does not match, as well as steps and methods of the adjustment.
roller pitch actual value; DRO displayed value; sheet thickness; protector; mechanical limit; encoder; calibration
TQ330.44
1009-797X(2015)17-0029-04
B DOI:10.13520/j.cnki.rpte.2015.17.007
王方升(1970-),男,工程师,主要从事橡塑设备电气自动化设计及应用技术的研究。
2014-07-19
猜你喜欢
国际纺织导报(2023年5期)2023-03-18 05:03:52
橡塑技术与装备(2023年2期)2023-02-10 02:36:20
中国特种设备安全(2022年6期)2022-09-20 02:53:48
今日农业(2021年14期)2021-11-25 23:57:29
意林(2020年10期)2020-06-01 07:26:37
哈尔滨轴承(2020年4期)2020-03-17 08:13:40
橡塑技术与装备(2018年16期)2018-08-27 07:08:28
猪业科学(2018年4期)2018-05-19 02:04:36
证券市场红周刊(2018年5期)2018-05-14 14:45:46
橡胶工业(2018年2期)2018-02-16 15:59:33
