
多个不连续小同心孔的加工攻关
2015-09-24 06:27李志勇
中国新技术新产品 2015年13期
吴 艳 李志勇
(中冶陕压重工设备有限公司,陕西 渭南 711711)
多个不连续小同心孔的加工攻关
吴 艳 李志勇
(中冶陕压重工设备有限公司,陕西 渭南 711711)
只有在数控镗床上进行精镗孔才能保证各φ30H7(+0.021/0)同心孔的精度要求。为了避免因机床误差,细长镗杆变形等因素造成的加工误差,必须在工件与镗杆之间设计定位支撑,所以我们设计出,导向套与莫氏锥柄镗杆配合使用。
同心孔;导向套;莫氏锥柄镗杆
1 引言
我公司生产的乌干达光整校直机设备中,其矫直机辊轴底座的工件形状如图1所示,三组同心孔相对基准面的定位尺寸如图1中P向视图所示,其中心高分别为105±0.05,142.5±0.05。
如图1所示,三组同心孔的孔径为φ30mm,H7级精度,其孔径小而尺寸精度高,加工为断续镗孔且镗孔深度大,各同心孔的定位尺寸公差为±0.05,同轴度必须控制在0.05以内,其加工难度非常大。通常情况下,对这种小孔径的同心孔采取在数控镗床上加工,加工工序为:以已加工基准面找正定位(1)用长钻头钻孔直径留量5mm;(2)精镗同心孔达图。镗孔使用如图2所示的普通莫氏锥柄镗杆,镗杆直径D镗必须小于工件孔径至少5mm,在主轴直径D主小于φ140mm的数控镗床上加工时,即使采取从两头镗孔的加工方式,镗杆有效长度L也应大于镗孔深度1536mm/2=768mm。
2 工装设计过程
通过对工件结构的认真分析,我们设计出了如图3所示的导向套。加工时,导向套与莫氏锥柄镗杆配合使用。
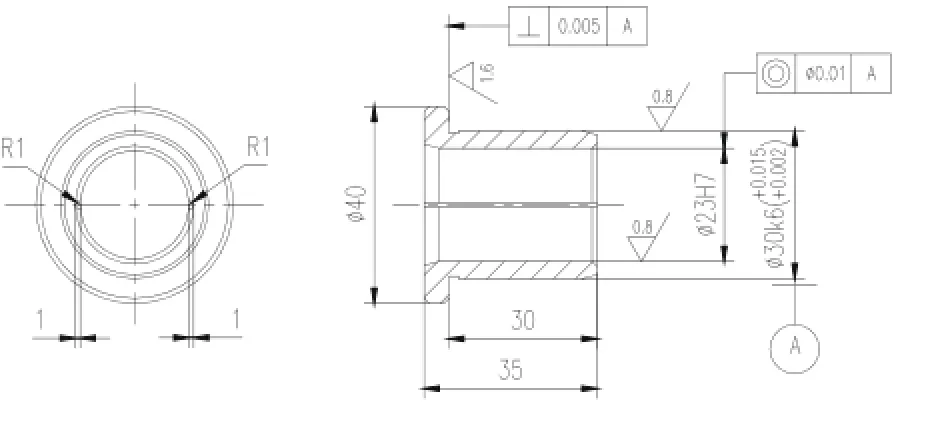
图3 导向套
导向套(如图3所示)材质为ZQSn6-6-3,小端外圆设计为φ30k6(+0.002/+0.015)为基准A,长度30mm,表面粗糙度值Ra=0.8μm。内孔为φ23H7(+0.021/0),与基准A的同轴度φ0.01以内,Ra=0.8μm。定位台阶端面与基准A的垂直度小于0.005,Ra=1.6μm。内孔中设计有两处R1轴向通油槽。配套使用的莫氏锥柄镗杆如图2所示,考虑到该工件上同心孔深度过大,加工时无法从一侧一次性镗孔,只能从两头镗孔,为了保证同心孔的同轴度,决定在高精度数控镗床BFK150上加工。该机床主轴直径D主=φ150mm,当主轴直径D主>φ140mm时,从两头镗孔使用的镗杆有效长度L必须大于418+1536mm/2=1186mm。
加工同心孔时,先用φ25长钻头钻孔,再精镗孔。精镗孔时,在机床主轴上装入镗杆,镗杆方孔中装配硬质合金90°偏头精镗刀,以已加工基准面找正定位从外侧第一个孔开始精镗,保证第一个φ30H7孔的尺寸精度及形位精度,第一个孔加工好后,在已加工好的φ30H7孔内装入导向套,其装配配合尺寸为基孔制过渡配合φ30H7/k6。导向套装好后,机床轴向进给过程中镗杆在导向套的内孔中滑动,从而将镗杆导向定位,镗杆与导向套内孔之间的配合为基孔制间隙配合φ23H7/f6。第二个φ30H7孔加工好后,需将导向套移至已加工好的第二个φ30H7孔内,以此类推,每加工好一个φ30H7孔均移动导向套至新孔,这样,即使在精镗深处孔时,也能以导向套为支撑定镗杆中心进行精镗孔。精镗完工件上中心位置φ30H7孔后,退刀。旋转工作台180°,找正定位后再从另一头开始精镗其余φ30H7孔达图。
结语
按照这个方法,利用导向套与莫氏锥柄镗杆配合使用,用硬质合金90°偏头精镗刀进行精镗孔,顺利地完成了该矫直机辊轴底座上三组φ30H7同心孔的加工,大大减少了找正对刀时间,实现了方便快捷,并保证了加工质量,可以说是比较成功,为以后此类同心孔的加工开创了一条新的路。
[1]罗毅.桨轴定位孔加工硬化问题[J].制造技术与机床,2007(01):79-80.
TG52
A
猜你喜欢
装备制造技术(2021年2期)2021-07-21
设备管理与维修(2021年18期)2021-01-29
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
现代制造技术与装备(2016年11期)2016-04-07
河南科技(2015年4期)2015-08-28
石家庄铁道大学学报(自然科学版)(2015年3期)2015-02-28
中国机械工程(2013年6期)2013-09-07
