降低大方坯中间包临界液面高度工艺研究
2015-09-24 01:02徐向阳马勇张晓军张晓光
鞍钢技术 2015年2期
徐向阳,马勇,张晓军,张晓光
(1.鞍钢股份有限公司炼钢总厂,辽宁鞍山114021;(2.鞍钢集团钢铁研究院,辽宁鞍山114009)
降低大方坯中间包临界液面高度工艺研究
徐向阳1,马勇1,张晓军1,张晓光2
(1.鞍钢股份有限公司炼钢总厂,辽宁鞍山114021;(2.鞍钢集团钢铁研究院,辽宁鞍山114009)
中间包底部水口附近结构和流场形态影响中包临界液面高度。通过在中间包底部水口附近加抑流件的水模型优化实验及工业试验,确认了加抑流件可以降低中包临界液面高度,在工业生产中抑流件使用是安全的,中间包合理停浇液面对尾坯纯净度无影响。
中间包;水口;临界液面;水模型;抑流件
中间包底部水口结构和流场状态直接影响中间包、结晶器的钢水质量和安全。一般设计规定,出水口的布置应满足钢流顺畅、流速均匀、中间包内流态良好、不出现吸气旋涡和旋流的要求,保证水口有良好的吸抽钢水条件。大量研究表明,水口处流态的主要影响因素为:中间包内部形状、尺寸及附近钢水流动条件、上水口内部结构、设置位置等,不良的流态往往伴随着旋涡等水力现象的出现。鞍钢股份有限公司炼钢总厂大方坯中包临界液面相对较高,为接近300 mm。因此,有必要通过实验室水模实验结合工业试验探究合理的中包底部水口附近结构布置,以降低其对中包临界液面的影响,进一步确定出更符合生产实际的中包水口结构参数。
1 涡流产生临界液面的水模试验
1.1建立水模型
以鞍钢股份有限公司炼钢总厂大方坯连铸中间包作为研究对象,建立实验室水力模型进行大方坯连铸中间包抑制涡流水模实验,通过优化设置并考虑生产实际,最大限度降低大方坯连铸中间包内液面卷渣高度。
以该厂大方坯连铸中间包为原型,按1:2的模型比例制作模型装置,实验装置如图1、2所示。大方坯连铸中间包模型由有机玻璃制成,以水代替钢液,用示踪粒子跟踪水模型内部流场变化。
1.2实验方案
在中间包包底水口附近加小方砖抑流装置,通过设置抑流装置破坏出水口处旋转流动状态,达到抑制卷渣,降低卷渣高度的目的,实验时测量产生不同类型漩涡的初始高度。抑流装置小方砖最近断面距离距水口边缘距离为L,分别为0、10、20 mm。原型包水口(不加抑流件)与设置抑流件的实验方案具体见图3。
测量原型包和不同的加抑流件方案的情况下,包底出水口上方液面发生卷渣的高度,以及通过设置抑流装置破坏出水口处旋转流动状态,达到抑制卷渣,降低卷渣高度的目的。模拟浇钢拉速0.75 m/min。每个试验方案进行3次重复性实验,以保证实验结果的重现性。
1.3水模实验结果
对表面凹陷涡、间断凹陷涡的各方案结果进行比较分析,表面凹陷涡的出现可视为液面涡流的开始,间断凹陷涡的出现可视为液面卷渣的开始。实验方案见表1。
对各方案分析并比较其平均高度的优劣,与生产实际a(原型包)比较结果见表2。由表2可以看出,实际生产时,产生表面凹陷涡的高度为129 mm,,间断吸气涡的高度为71 mm。与生产实际a(原型包)方案相比,对于表面凹陷涡出现时的平均液位,(d)(L=20 mm)方案降低幅度最大,为46.5%;降幅最小的为 (b)(L=10 mm)方案,为27.1%。
对于间断吸气涡(卷渣开始)出现时的平均液位,(d)(L=20 mm)方案降低幅度最大,为55.5%;降幅最小的为(b)(L=10 mm)方案,为31.0%。
通过以上对比后认为,(d)(L=20 mm)方案较优。

表1 各个实验方案液面旋涡现象及所对应的液面高度
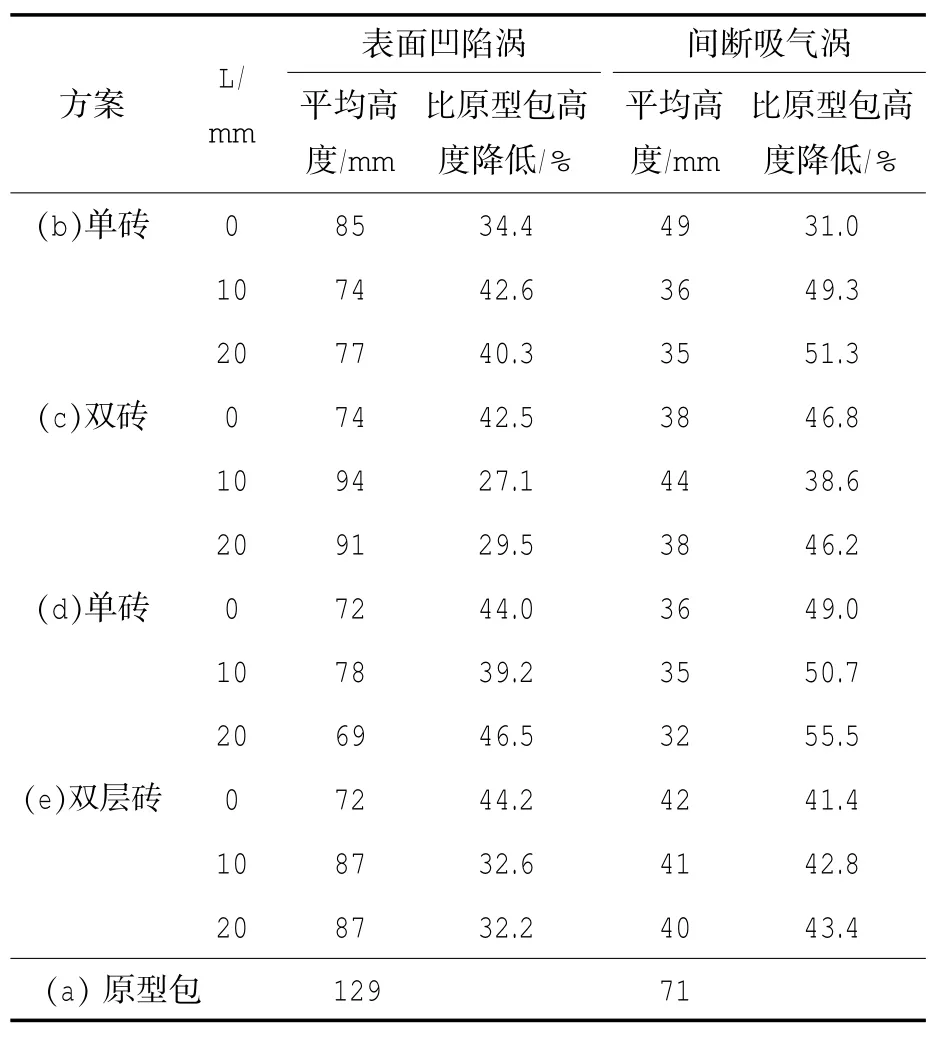
表2 涡流平均高度比较表
2 降低中间包临界液面工业试验
2.1试验优化方案
综合实验观察及卷渣高度测试分析结果认为,较好的方案是采用单砖(d)(L=20 mm)方案进行生产试验,并与生产实际进行取样分析比较。生产实际应用抑流装置及布置方式见图4~6。在中间包烘烤前将抑流件安装在水口旁,具体尺寸见图4。为对比不同水口之间加和不加抑流件的结果,在1#、2#水口安装抑流件,以便与3#、4#(不安装抑流件)水口进行铸坯试样分析对比。
2.2中间包准备
抑流件用抗侵蚀的镁碳砖按设计尺寸切割而成。为判断抑流件是否抗侵蚀,在中间包中埋入抑流件,判断是否能承受一个浇次的钢水侵蚀。在方坯重轨钢的中间包内埋入抑流件,试验一个浇次18罐。结果表明,抑流件能够承受钢水的侵蚀,形状完好,中间包内衬镁质涂抹料能够很好地固定抑流件。试验后抑流用耐火砖状态图见图7。抑流件中间包砌筑图见图8。
2.3试验结果及分析
在方坯重轨钢上进行了2次工业试验,每个浇次各18罐,当中间包浇注到最后1罐钢包停浇,直至中间包内液位由300 mm(10 t钢水),关闭3、4流(不安装抑流件)水口滑板停浇,液位继续下降到150 mm(6 t钢水)时1、2流关滑板停浇,对比不加抑流件300 mm液位停浇与加抑流件150 mm液位停浇条件下,停浇时中包相应水口铸余头上部残钢的洁净度。
2.3.1试验后的抑流件
试验后,经翻包检查发现抑流件完好无损,见图9。再次确认了其安全性和可靠性。
2.3.2试验结果分析
2次试验取样为中间包浇注后的水口处铸余头部,见图10。对水口铸余头部取样分析试验流及对比流的氧含量、氮含量,分析结果见图11。
水口铸余头部的的T[O]、[N]分析结果表明,试验流水口150 mm液位时加抑流件水口与没加抑流件300 mm液位相比,T[O]、[N]没有明显变化,甚至略好于对比流。水口铸余头部氧化物分析结果见表3。

表3 铸坯氧化物分析结果 %
由表3的分析结果可以看出,150 mm液位与300 mm液位相比,氧化物夹杂总量波动不大,150 mm液位时加抑流件水口与没加抑流件相比,氧化物成分没有明显变化。
3 结论
(1)为了降低大方坯中间包临界液面高度,提出了在中间包底部水口附近增加抑流件的工艺设想,通过实验室水模实验以及工业试验,验证了该工艺的可行性。
(2)水模实验的结果表明,中包水口附近抑流件能够降低产生旋涡的最低高度,抑流件的尺寸、形状、位置对旋涡高度的影响存在差异,通过水模实验确定了单砖距水口20 mm为最佳方案。
(3)工业试验结果表明,增加抑流件后,中间包临界液面高度可从300 mm降至150 mm,在降低浇次尾罐停浇液位高度的同时保证铸坯内部质量基本一致。
(编辑 许营)
Study on Process for Reducing Height of Critical Liquid Level of Molten Steel in Bloom Tundish
Xu Xiangyang1,Ma Yong1,Zhang Xiaojun1,Zhang Xiaoguang2
(1.General Steelmaking Plant of Angang Steel Co.,Ltd.,Anshan 114021,Liaoning,China;2.Iron&Steel Research Institutes of Ansteel Group Corporation,Anshan 114009,Liaoning,China)
The structure and flow pattern in the vicinity of the nozzle at the bottom of the tundish can influence the height of the critical liquid level of molten steel in tundish.Based on experiments of optimization of the water model and industrial tests by installing flow-controlled devices nearby the nozzle at the bottom of the tundish it is confirmed that the newly installed flowcontrolled devices can reduce the height of the critical liquid level of molten steel in tundish and it is also safe to use the flow-controlled devices in industrial production.So the suitable liquid level of molten steel in tundish has no side effect on the purity of the tail casting strands after stopping casting.
tundish;nozzle;critical liquid level of molten steel;water model;flow-controlled device
TF777
A
1006-4613(2015)02-0020-04
徐向阳,高级工程师,1998年毕业于包头钢铁学院钢铁冶金专业。
E-mail:25784960@qq.com
2014-09-04
猜你喜欢
一重技术(2021年5期)2022-01-18
天津冶金(2021年4期)2021-08-18
缔客世界(2020年8期)2020-04-09
阅读(科学探秘)(2019年4期)2019-06-19
读写算(2018年2期)2018-07-05
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
当代工人(2016年11期)2016-07-19
科技与创新(2016年7期)2016-04-20
中国青年(1982年5期)1982-08-28