干雾抑尘技术在石灰工序除尘中的应用
2015-09-15 04:32刘少伟李晓光宋玉军高永泉郭志刚
纯碱工业 2015年6期
刘少伟,李晓光,宋玉军,高永泉,郭志刚
(唐山三友化工股份有限公司,河北 唐山 063305)
氨碱法制碱工艺中,石灰工序是基础环节,负责为后续工序提供符合要求的窑气,原料在运输过程中会产生大量粉尘,夏季可以在货场采用大面积洒水进行除尘,冬季时为避免原料冻结、运输皮带打滑等,货场洒水除尘方法局限性很大,因此原料干燥,粉尘问题比较严重,而且石灰工序经过几次产能调整,场地空间有限,料仓数目较多,处于敞开的的环境中,利用干法袋式除尘等方法难以实现,因此需要一种湿式除尘设备。
湿式除尘设备需要解决上述冬季使用中的问题,而且要达到四季均适用的目的[1],目前国内干雾湿式抑尘技术已逐步推广使用[2],对粉尘治理具有相当的优势,经济效益和环保效益兼得。
1 单水流式干雾抑尘技术
1.1 原理介绍
干雾抑尘技术主要是利用特殊设计的喷头在高压下产生直径在10μm以下的水雾颗粒(此时水雾颗粒称为干雾),在运动过程中与粉尘颗粒碰撞、吸附、凝结,粉尘颗粒湿润进而继续吸附其他粉尘颗粒形成团,最终依靠自身重力沉降,达到除尘目的,如图1所示,a)、b)、c)表示碰撞、吸附、凝结沉降的过程。实践证明,水雾颗粒与粉尘颗粒大小相近时,除尘效果最佳[3],因此干雾抑尘能很好的抑制粉尘的产生,尤其是颗粒直径在10μm以下的吸入性粉尘。
1.2 系统组成及功能

图1 干雾抑尘原理示意图
干雾抑尘系统由进水自动过滤器、微米级喷雾抑尘主机、电气控制部分、管路分配器、自动伴热系统、喷头组件(喷雾箱)及其它附件等组成,在石灰工序中的工作流程如图2所示。
1)进水自动过滤器主要是过滤水源中的较大尺寸的颗粒物,属于粗过滤装置。
2)微米级喷雾抑尘主机是将进水过滤后,以设定的压力、流量、温度等控制电磁阀的开闭,经由管道输送到喷头中产生水雾颗粒,抑制粉尘,主要由进水管路、前置进水过滤器、电机、齿形传动带、三柱塞高压泵、缺水保护器、出水高压过滤器、出水管路等组成。
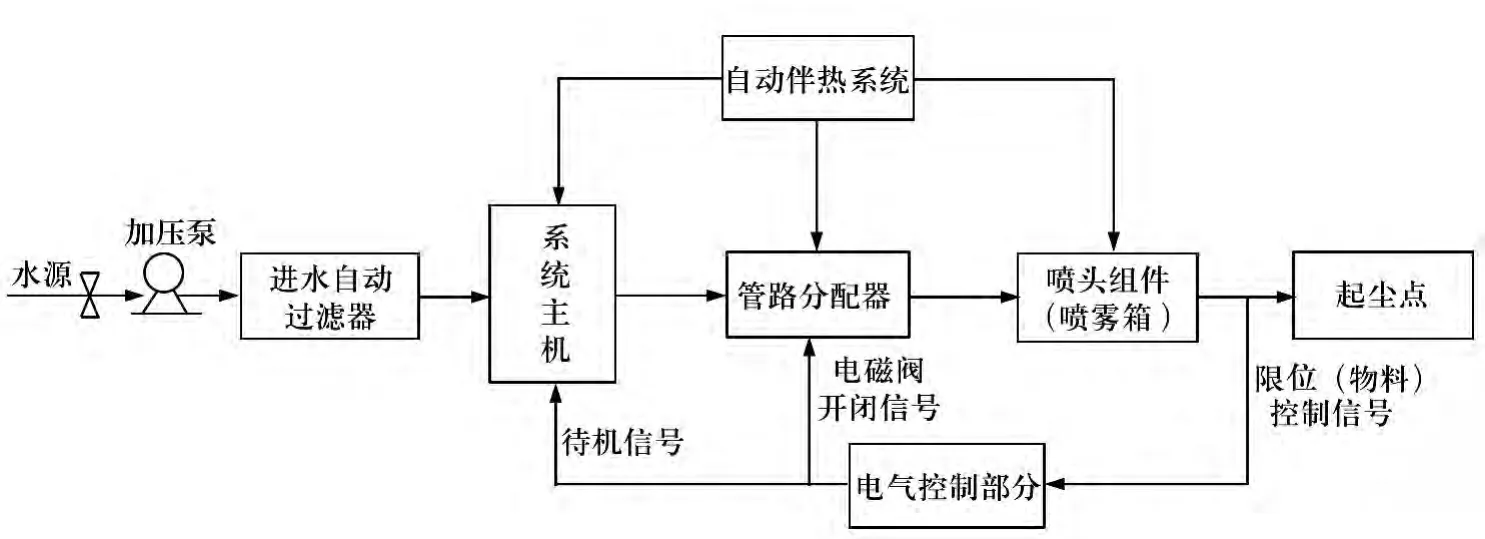
图2 干雾抑尘系统工作流程示意图
3)电气控制部分是整套装置的控制中心,由可编程控制器、继电器、保护电路及其相关的元器件组成。系统设置了手动和自动两种运作模式,可在两种模式间自由切换。依据现场使用的实际情况通过触屏控制板上的主菜单设置相关参数,达到最佳的使用效果。
4)管路分配器含有1个高压不锈钢电磁阀,1个高压进水管接口,若干高压出水管接口,通过管路连接喷雾主机和喷头组件或喷雾箱,并通过控制电磁阀的开闭实现对高压水输出分路的控制。
5)喷头组件(喷雾箱)是整个装置的终端,接受主机输送来的高压水并转化成直径10μm以下的干雾喷射出去进行抑尘。
6)自动伴热系统分布在干雾抑尘主机、管路分配器、喷头组件等,当外界环境温度低于+5℃时启动。
2 方案设计及技术改造
2.1 起尘点情况分析
石灰工序中原料输送需要三条皮带依次衔接完成,最后由卸料机导入料仓,原料在皮带转接点和卸料机导入料仓时会撞击溜槽以及原料之间相互挤压碰撞都会产生粉尘,粉尘随着原料下落挤压出的空气向上飞散,因此溜槽口或料仓口是主要的起尘点和散逸口。
2.2 方案设计
公用一套主机系统及电气控制系统,在所有的起尘点附近分别设置一套管路分配器,管路分配器安装在皮带机架下方,每个起尘点至少安装2~3个外带保护装置的喷头且至少有两喷头正对安装,连线方向与皮带运行方向平行,如图3所示,要保证喷头喷射出的干雾能有效覆盖面积达90%以上。同时在1#、2#、3#皮带处设置物料传感器,在4#皮带机架上正对料仓处设置限位信号器,通过物料信号或限位信号来自动控制电磁阀的开闭或主机系统的运转,保证物料运输中系统智能运转。
2.3 存在问题与解决方案
干雾抑尘系统在我车间安装使用后,出现了以下几个方面的问题:
1)冬季温度较低时需要启动自动伴热系统,防止管道冻结,在物料输送停止期间(此时干雾抑尘系统也停止喷洒水雾),管道内水流处于停滞状态,伴热会使热量累积,导致管道内水温可达60~70℃,产生高温水汽,致使高压柱塞泵空转,从而停止喷雾,同时泵温迅速上升,不仅会使密封件变形失效,严重时可导致泵损坏。
2)系统使用需要高压运行,水流高速冲刷管道,产生一定量的铁屑等杂质,再加上水质问题,严重时会堵塞电磁阀,致使系统无法正常运行,检修周期短。
针对以上问题,我车间优化了工艺路线,在物料输送停止期间,干雾抑尘系统管道自动连接到化灰用水管路,此时流动水温正好满足化灰用水标准,很好的解决了上述问题,同时提升了化灰用水的质量。同时在各管路分配器进水管口前添加了不锈钢滤水器,实行四级过滤。经过上述技术处理,柱塞泵的检修周期由半个月变成了3个月,电磁阀的检修周期由2个月变成了6个月,节省了大量人力物力。
3 应用效果
干雾抑尘系统在我车间投入使用后产生了明显的环保效益和经济效益,主要表现在以下几个方面:
1)环保效益:干雾抑尘系统能有效抑制皮带机房65%以上的粉尘,减少环境污染,如表1所示,同时干雾抑尘系统能明显改善工作环境,如表2所示。
2)经济效益:货场洒水除尘,洒水量大且效果不明显,干雾抑尘系统仅为货场洒水用量的1/10,节省大量水资源,同时减少煤炭的热值损失,每年可为企业增效几十万元。
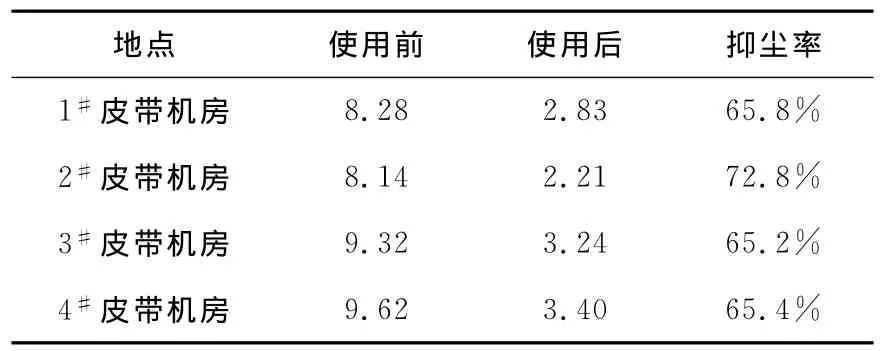
表1 机房粉尘含量监测结果/mg·m-3
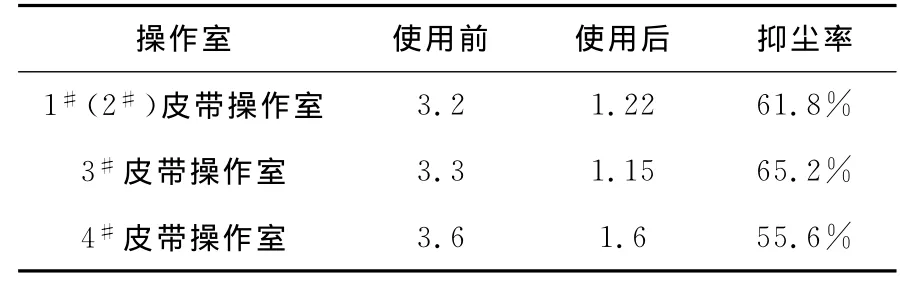
表2 操作室粉尘含量监测结果/mg·m-3
4 总 结
干雾抑尘系统在我车间自投入使用以来,不仅解决了冬季除尘问题,而且四季均适用,在起尘点进行粉尘治理,抑尘效率高,无二次污染,无需清灰,治理效果明显,避免了尘肺病危害,兼顾了经济效益和环保效益,全过程采用自动PLC控制,节省了基建费用,减轻了现场工人操作劳动轻度,通过相关技术处理,解决了实际存在的问题,为下一步逐步在石灰工序乃至更大的范围内推广使用积累了丰富的实践经验,提供了一定的参考价值。
[1] 左来宝.干雾抑尘技术在港口转运站的应用[J].起重运输机械,2011,(8):19-20
[2] 王立海.微米级干雾抑尘技术在翻车机系统的应用[J].起重运输机械,2010,(2):31-33
[3] 吴丹,许雁超,李志华,等.干雾抑尘技术在庙沟铁矿的应用[J].矿业工程,2012,10(5):50-52
猜你喜欢
军民两用技术与产品(2022年4期)2022-06-28
舰船科学技术(2022年10期)2022-06-17
石材(2020年10期)2021-01-08
演艺科技(2020年5期)2020-11-29
汽车与驾驶维修(维修版)(2019年3期)2019-05-08
山东冶金(2019年1期)2019-03-30
三联生活周刊(2017年33期)2017-08-11
火控雷达技术(2016年1期)2016-02-06
质量技术监督研究(2015年1期)2015-04-09
天津冶金(2014年4期)2014-02-28