
电液比例控制系统在阳极整形机组中的探索及应用
2015-08-28 01:43赵伟业
有色设备 2015年2期
赵伟业
(中国有色(沈阳)冶金机械有限公司, 辽宁沈阳 110141)
电液比例控制系统在阳极整形机组中的探索及应用
赵伟业
(中国有色(沈阳)冶金机械有限公司, 辽宁沈阳 110141)
本文针对铜电解阳极整形排列机组中移载机的驱动控制系统进行了介绍和分析,提出了采用电液比例控制系统实现移载机驱动控制的方案。
铜电解设备; 阳极移载机; 液压控制; 应用
0 前言
在现代化铜电解精炼生产中,铜电解联合机组做为生产工艺中的主要设备,其自动化程度和性能在一定程度上反映了该企业的装备和生产水平,是现代化生产的标志。我国在不同时期先后引进了日本住友公司设计制造的铜电解联合机组,装备水平不断提高,为铜电解企业的现代化提供了可靠的设备保证。
但是由于设备整机进口,全部配套的机电产品均为国外品牌,致使备品备件的采购种类多、价格高、周期长、占用资金较大,给设备的管理和维护带来很大困难。为此,从长远利益的角度看,对设备中问题突出的关键环节进行技术改造,探索新的解决方案具有一定的实际意义。
1 设备介绍
铜电解联合机组主要包括阳极整形排列机组、阴极整形排列机组、电解铜洗涤堆垛机组、残极洗涤堆垛机组和导电棒储存传送机组,共五条联动线。其中阳极整形排列机组主要作用是将阳极板整形、校平、铣耳、排列。当阳极板装入机组后,经接受传送系统到达整形压力机,进行校平;然后由传送梁送出,到达前进位置端点;通过移载机上的机械手,将阳极板从整形装置的传送梁上抓取,并移送到入侧受板装置的三个工位上;再通过移送台车将三块阳极板转移到切削系统,并被提升到切削位置,经夹紧、校耳后,由专用铣刀进行铣耳操作;之后再移送到搬出侧,经过搬出侧移载机装置,将洗耳后的阳极板转移到搬出侧链条上,经倾斜链、移送装置,到排列链按一定间距排列,待多功能天车吊取后装入电解槽,进行电解生产。
2 工况分析
本文讨论的是阳极整形排列机组中搬入侧、搬出侧移载机装置的控制系统,该系统是机组中控制最为复杂的部分。原设计中搬入侧、搬出侧移载机装置的驱动装置是采用电气伺服控制系统。由伺服电机经减速器、齿轮齿条传动,实现移载机装置的直线运动,移载装置设有阳极板抓取机构等安装在可移动的台车上,参见图1移载机工作示意图。
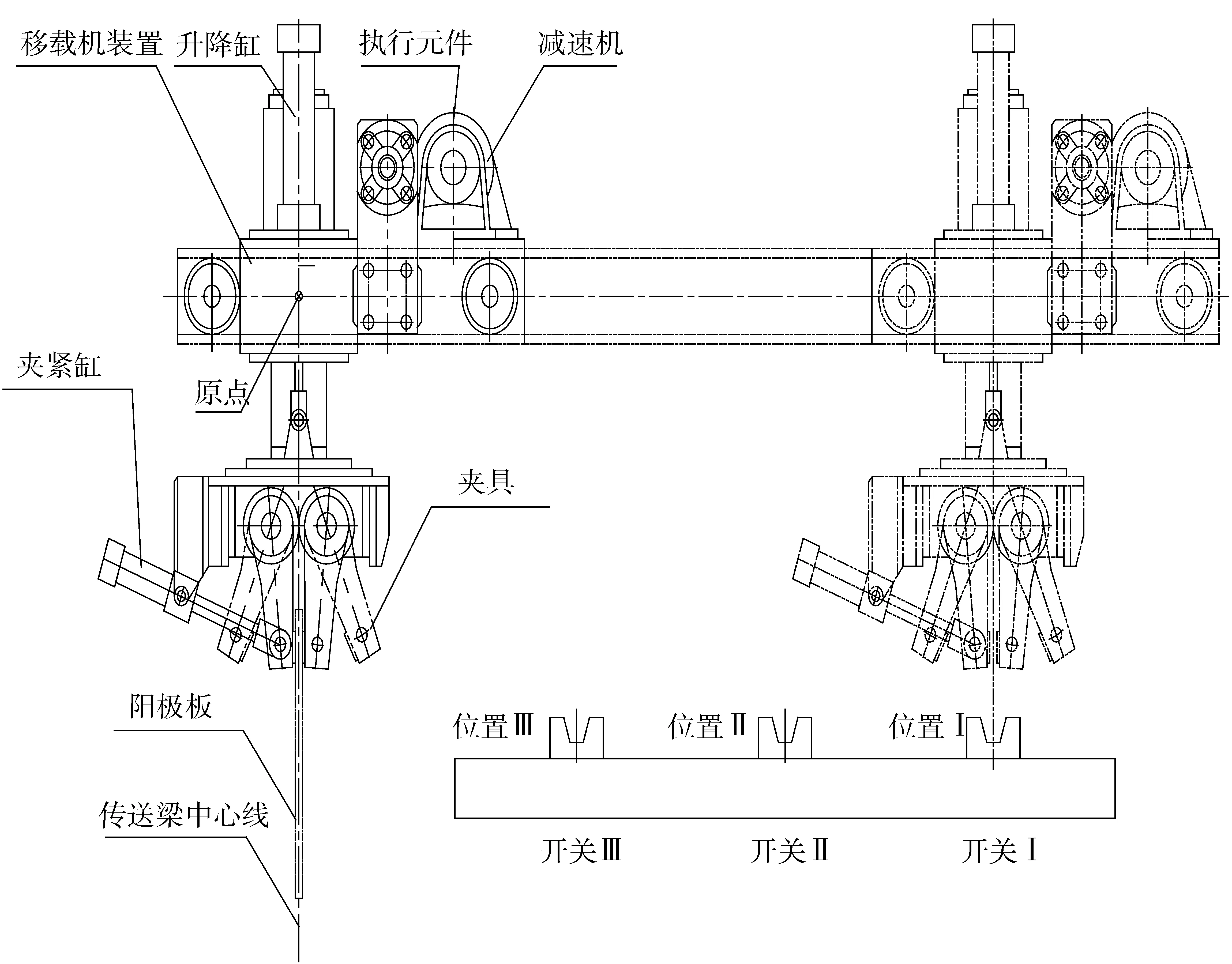
图1 移载机工作示意图
根据移载装置的工况要求,该系统必须满足以下几个主要方面。其一,能够实现给定速度的连续控制;其二,能够实现给定行程的位置控制;其三,具有一定的控制精度。
原设备采用电气伺服控制系统虽然能够较好地满足动作要求,但是从现场使用情况来看,也存在一些问题。其一,使用者多次出现伺服系统报警信号,需要停机重新复位工作。其二,伺服报警原因较复杂,故障查找及处理困难。其三,维护困难,电气伺服系统需要技术性较强的专业人员维护。
通过多年来的实际应用和分析认为,移载装置本身对定位精度要求并不非常高,移动速度和移动距离调试后不变,所以提出采用电液比例控制系统的设计方案,完全可以满足工况要求;同时,成熟的电液比例控制技术可以避免和解决上述存在的问题。图2所示为移载机工作流程简图。
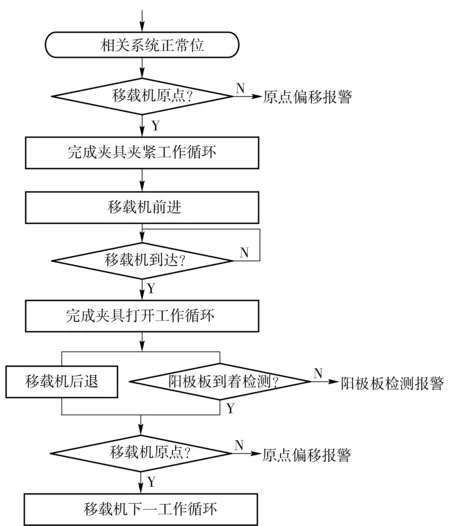
图2 移载机工作流程简图
3 控制方案的确定
新设计采用电液比例控制系统,替代原来的电气伺服控制系统。即采用液压马达做为执行原件,经减速机、齿轮齿条驱动移载机沿轨道做前后直线移动,实现给定的工况要求。其马达转速、旋转方向及停止通过电液比例方向流量阀控制,由检测开关检测发出信号,液压系统控制移载机减速并停止在工作位置。移载机到达一号工作位置后,机械手下降并打开,将阳极板放到受板升降台的卡槽中,机械手上升,移载机退回到原点位置,完成本次工作循环。阳极板在一号位卡槽的正常位置时,另有检测开关进行检测,以确认该工作位置已有阳极板,系统将控制移载机进行下一位置的工作循环。图3所示为移载机电液伺服控制原理方框图。

图3 电液比例控制系统方框图
当其它各系统准备正常时(移载机处于原点位置、移送横梁阳极板到位,受板系统、切削系统正常等),给出工作指令,控制系统按给定信号经控制器放大转换成相应的电流i信号,输出给电液比例阀的电- 机械比例转换装置驱动阀芯运动,从而按比例的输出一定压力p和流量Q的液压油至液压马达工作,安照控制要求。
依次完成三个工位的动作程序;无级调节系统的输入量就可以无级调节输出量。这种开环控制系统无反馈控制环节,不存在稳定性问题,控制系统结构和组成简单,其控制精度主要决定于系统主要元器件的性能和系统的调整精度。
4 拟定液压系统原理图
图4所示为阳极板整形排列机组移载机电液比例控制系统液压原理图。液压系统的油源为一台双联叶片泵1,主油路由大泵供油,液压油经过滤器2、单向阀3到比例方向流量阀4供液压马达5工作,回油经背压阀6及换向阀7回油箱。在双联叶片泵1大泵的出口设置电磁溢流阀8用来设定液压系统的最高工作压力,起到过载溢流作用,并可实现远程低压卸荷功能;压力表7用于显示系统压力;带污染报警压差继电器的精过滤器2用以防止电液比例阀4因油液污染而堵塞;蓄能器用于补充泄漏,改善系统性能。系统采用不锈钢油箱,油箱设有油温控制调节器13;双联叶片泵1的小泵、过滤器11、冷却器12用于系统的离线冷却循环过滤。系统执行元件为双向液压马达5,液压马达经摆线针轮减速器减速,通过齿轮齿条传动带动移载机装置沿轨道做直线运动,背压阀6起缓冲和防止回油路有害负压作用。液压马达转向及转动速度由电液比例阀4控制,实现给定的要求动作。
5 结束语
本设计采用了先进的电液比例控制技术组成的液压控制系统,结构简单,性能稳定,系统维护方便,性价比高,能够满足移载机装置的使用要求,有效的解决了生产实际问题。设计中率先提出的电液比例控制方案,为液压传动与控制技术在阳极整形机组中的应用,提供了有益的经验。

1.液压泵 2.过滤器 3.单向阀 4.比例方向流量阀 5.液压马达 6.背压阀 7.二位二通电磁换向阀 8.电磁溢流阀 9.蓄能器 10.压力表 1.精密过滤器 12.冷却器 13.温度继电器图4 移载机电液比例控制系统原理图
[1] 徐灏.机械设计手册[M].北京:机械工业出版社,2003.
[2] 成大先.机械设计手册[M].北京:化学工业出版社,2003.
[3] 路甬祥.液压工程手册[M].北京:机械工业出版社,2000.
Research and Application of Electro-hydraulic Proportional Control System in the Anode Shaping Unit
ZHAO Wei-ye
The paper introduces and analyzes the control system of the anodic plate transfer machine of the copper electrolysis equipment, and proposes a scheme to control the transfer machine by controlling electro-hydraulic ratio system.
electrolysis equipment of copper; anodic plate transfer machine; hydraulic control; application
2015-01-26
赵伟业(1963-),男,辽宁沈阳人,高级工程师,主要从事冶金、矿山设备、液压传动与控制及润滑方面的设计工作。
TF811
B
1003-8884(2015)02-0030-03
猜你喜欢
北京航空航天大学学报(2022年6期)2022-07-02
化工管理(2021年7期)2021-05-13
装备制造技术(2020年3期)2020-12-25
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
商品与质量(2019年23期)2019-09-27
世界有色金属(2019年5期)2019-02-09
中国有色冶金(2018年4期)2018-08-23
制造技术与机床(2017年12期)2017-02-02
专用汽车(2016年4期)2016-03-01
山东工业技术(2015年18期)2015-10-08
