
电解质残极处理系统PLC控制部分的故障分布及维修
2015-08-23 20:54:26茹学渊
有色冶金节能 2015年6期
茹学渊 吴 仪
(山西华圣铝业有限公司, 山西 永济 044501)
电解质残极处理系统PLC控制部分的故障分布及维修
茹学渊 吴 仪
(山西华圣铝业有限公司, 山西 永济 044501)
介绍了残极处理及电解质破碎控制系统,分析了电解质残极处理系统的PLC控制系统故障点,确定了PLC控制常见故障处理的一般维护方法。
PLC; 故障分析; 故障处理; 系统维护
0 前言
PLC由于具有功能强大、运行维护方便,程序设计简捷等优点,特别是具有高可靠性和较强的适应恶劣工业环境的能力,已被广泛应用于冶金行业。由于冶金行业的电解质和残极处理环境条件恶劣,粉尘、导电介质多等不利因素,会影响PLC控制系统运行的稳定性和使用寿命,为了保障PLC控制系统的稳定性,延长PLC控制系统的使用寿命,需对系统设计、硬件配置、元器件消耗和故障多发部位有一个系统和全面的了解和掌握,结合中铝华圣铝业电解质和残极处理PLC控制系统运行、维护过程中存在的问题,本文介绍了PLC的维护经验。
1 系统故障的定义
系统故障是指残极处理及电解质破碎控制系统故障的总和,它分为PLC系统故障和现场控制设备故障两部分。PLC系统包括中央处理器、接口模块、数字I/O模块、模拟信号I/O模块、存储器卡、电源模块及相关网络通讯等设备。现场设备包括现场I/O信号的转换模块及接口和对现场设备的控制,如:温度、料位、称重、位移等传感器和电动阀、继电器、接触器等执行器。
2 破碎系统故障统计及分析处理
2.1 残极处理及电解质破碎控制系统简介
残极处理及电解质破碎系统采用西门子公司的S7- 300系列组成的PLC控制系统,通过可编程序控制器进行控制及逻辑程序的编制设定,根据现场电流、电压、油温、物料、运行状态等信号采集,按照工艺和设备要求控制残极处理及电解质破碎系统的顺序启车、运行生产、生产停机及故障停机,从而满足残极处理及电解质破碎的生产要求。
2.2 系统故障的数据统计
2013—2014年该残极处理系统的故障见表1。

表1 故障数量统计 单位:次
由表1知,系统运行两年故障67次,其中,PLC故障6次,占8.5%;现场61次,占91.4%。PLC设备:CPU及存储器4.3%;电源模块4.8%;I/O模块2.9%。外部设备:执行器22.9%;信号传感器保护17.14%;接线电缆20%。
从统计看故障分布,PLC系统占20%~15%,而外部故障占80%~85%。
3 系统故障分析及处理
3.1 PLC主机系统
PLC主机系统容易发生故障的地方主要是电源部分。
电源部分引起的故障主要有两点:一是电源正常连续工作中,电压、电流的波动冲击引起。而对于PLC电源来讲有时非正常的冲击是致命的,那么减少非正常冲击就显得至关重要:(1)尽量保证PLC电源供电的稳定性;(2)严格按照设备操作规程进行设备操作,减少不必要的系统干扰;(3)严禁间断性、强磁用电设备和PLC系统共用一路电源;(4)做到PLC系统可靠接地。二是环境污染引起。由于现场炭粉具有导电特性,其附着在电路板元器件上极易引起短路,造成电源损坏。所以定期对PLC系统进行除尘就显得极为重要(要求停电除尘),同时对PLC设备要做好防尘(除尘和通风降温是个矛盾体,为解决这个问题,在做好电控柜整体密封同时增加一个小引风机,既可起到散热使用,又可防止灰尘进入柜中)PLC电源故障有可能造成一系列其他问题,如存储卡损坏或程序丢失、CPU损坏等。设备除尘检查时一要专业,二要仔细,否则会因一个很小的差错造成CPU损坏。
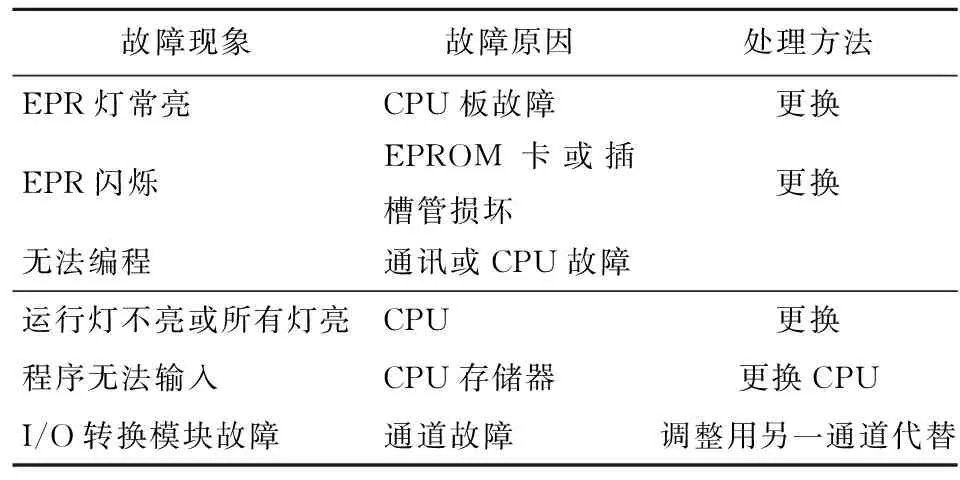
表2 CPU模块及I/O常见故障及处理方法
3.2 PLC系统的I/O模块及I/O转换
I/O模块是PLC的主要硬件组成之一,亦是PLC的薄弱环节之一,受外部影响较大,如:强磁干扰、静电冲击、隔离保护设施损坏等,所以对这部分故障预防的重点是隔离外部干扰,做好信号屏蔽接地。
输入模块一般由光电耦合电路组成。输出模块由晶体管电路光电隔离输出,每一个输入输出通道都对应一个发光二极管指示,通过发光二极管的显示状态可以判断某一通道的好坏,本系统输出模块采用的是 6ES7- 322 8通道和6ES7- 322 16通道两种。在一个通道损坏时就更换I/O模块不经济而且有时在手上无备件情况下不能解决,最好的办法是用另一空余通道来代替,但必须在断电情况下进行。CPU模块及I/O常见故障见表2。
3.3 外围设备
外围主体设备是500T破碎机、圆锥破碎机、物料传输设备等。
现场控制设备主要由两部分组成:一是检测元件,如位置传感器、料位传感器、速度传感器、温度传感器、压力传感器等;二是电器执行元件,如接触器、继电器等。主体设备是系统工程的执行者,其受生产环境影响大,如:不按设备操作规程操作,过载运行,环境无序或因设备卡碰,传动件缺油,固件松动等引发设备运行异常;动力源运行(气、水、油的压力,温度)不稳定引发设备异常;环境恶劣致使电机绝缘降低引发设备故障。以上异常都可能致使检测设备获取异常信息,传输错误信号。检测元件受环境影响亦可能造成损坏;电器执行件工作在大电流情况下且动作频率大容易造成触头烧损。所以做好设备维护,专业点检,严格执行设备操作规程,对消除外围设备故障异常,保证PLC获取正常信号就显得很重要。
3.4 故障处理程序
故障检查一般按以下流程进行:
总体检查→电源系统→运行系统→保护系统→输入输出→工作环境。
一般来讲,PLC控制系统本身有自检能力。在系统出现故障时,做为专业维修工程师,首先要通过PLC的自检诊断编码了解故障,其次要根据现象和专业知识分析故障原因,综合利用故障代码、原理图、梯型图对故障部位进行分析确认,亦可利用更有效的办法,程序在线监测。
4 结束语
残极系统本身是一个完整的系统工艺,所以在处理时要从系统的角度来看问题。同时系统由PLC控制、主回路、现场设备组成,分析问题从局部单元着手。残极破碎PLC控制系统的技术较为复杂,专业性要求较高,对维修人员专业理论及水平要求较高。系统对环境要求较高,所以预防要从环境入手,消除阻断干扰源,加强维护,保持PLC清洁。
[1] 王也仿. 可编程控制器应用技术与工业自动化系统[M]. 北京:机械工业出版社,2001.
Fault Distribution and Maintenance of PLC Control Part in Electrolyte Residual Anode Processing System
RU Xue-yuan, WU Yi
In this paper, the residual anode processing and the electrolyte crushing control system are introduced, and the fault point of electrolyte residual anode processing system is analyzed, and the general maintenance method of PLC control for common troubleshooting is determined.
PLC; fault analysis; troubleshooting; system maintenance
2015-03-02
茹学渊(1968—),男,山西翼城人,大专,助理工程师,主要从事碳素生产管理工作。
TP273
A
1008-5122(2015)06-0039-03
猜你喜欢
防爆电机(2022年4期)2022-08-17 06:00:14
陶瓷学报(2021年1期)2021-04-13 01:33:40
阅读(快乐英语高年级)(2019年2期)2019-09-10 07:22:44
中学生数理化(高中版.高二数学)(2017年1期)2017-04-16 05:33:49
消费者报道(2016年3期)2016-02-28 19:07:38
汽车维护与修理(2016年3期)2016-02-28 13:17:03
风能(2016年12期)2016-02-25 08:46:10
电源技术(2015年9期)2015-06-05 09:36:06
汽车维护与修理(2015年6期)2015-02-28 12:17:12
汽车维护与修理(2015年3期)2015-02-28 12:16:02
