基于非织造工艺的新型绿色黄麻中密度纤维板试制
2015-08-18 01:14邱亚健张初阳
山东纺织科技 2015年2期
邱亚健,张初阳,2
(1.东华大学,上海 201620;2.新疆大学,新疆 乌鲁木齐 830046)
基于非织造工艺的新型绿色黄麻中密度纤维板试制
邱亚健1,张初阳1,2
(1.东华大学,上海 201620;2.新疆大学,新疆 乌鲁木齐 830046)
文章以栲胶粉末为原料,使用乌洛托品作为固化剂制备绿色环保树脂。从固化机理上改善了传统酚醛树脂制备及使用过程中的甲醛释放问题。运用配置得到的树脂浸渍黄麻针刺非织造材料,然后在平板硫化机上采用热压工艺制备绿色黄麻中密度纤维板。
栲胶;黄麻;非织造材料;绿色复合材料;中密度纤维板
复合材料所使用的树脂多为石油基,诸如聚丙烯、聚酯,而传统酚醛树脂也一直因为在生产和使用的过程中或多或少地产生有毒气体甲醛,成为其在室内装饰材料无法忽视的短板。因此,绿色复合材料一直是材料科学中相对较为热门的研究方向。
栲胶是从树皮中提取出的天然单宁提取物。植物单宁广泛存在于各类植物中,其重要化学成分为聚合型多酚分子,其分子量在500~3000[4]。
黑荆树皮中含有大量的浓缩型单宁(分子式见图1),早期用于制革业的鞣革固化工艺中。到了20世纪70年代,Pizzi等人利用浓缩型单宁分子中,A环上间苯二酚的类似结构,使其与甲醛、苯酚反应制备栲胶改性酚醛树脂,拓展了栲胶木材粘合剂领域的应用。S.Jahanshaei在传统酚醛树脂生产过程中加入栲胶,发现制成的碎料板虽然机械性能略有下降,但甲醛释放量明显下降[5]。其后Bisanda等人使用金合欢树栲胶树脂与脲醛树脂制备的碎料板进行性能对比,栲胶树脂在弯曲测试和耐水性测试中表现均优于脲醛树脂[6];在20世纪90年代研究发现,浓缩型单宁中A环的强亲核性作用下,乌洛托品分解的中间产物即可以完成固化反应[7]。因此,相比传统酚醛树脂制备过程,固化时间得以大大缩短,避免了材料生产过程中甲醛的产生。进入21世纪之后,A.Sauget,运用这一固化原理,制备获得亚麻增强栲胶树脂复合材料[8],之后J.Zhu等人进一步研究了不同纤维结构增强体对这种绿色复合材料机械性能的影响。
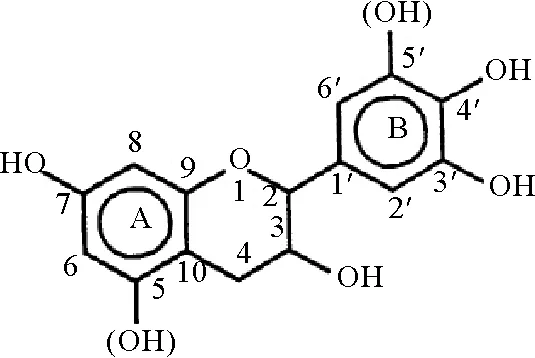
图1 浓缩型单宁有效成分最小单元
本文以黑荆树栲胶为原料,使用乌洛托品作为固化剂制备绿色环保树脂。运用配制的树脂浸渍黄麻针刺非织造材料,后在平板硫化机上采用热压工艺制备绿色黄麻中密度纤维板。本试验结合红外光谱分析树脂具体固化过程;通过拉伸性能、弯曲性能测试确定复合材料最佳成型工艺,分析不同纤维体积含量对复合材料性能的影响;对材料进行24h吸水胀大测试,用来评定新型纤维板的具体应用领域。
1 材料与方法
1.1材料
黄麻纤维,栲胶,乌洛托品,蒸馏水。
1.2仪器设备
Rando-Web气流成网机、预针刺机、恒温水浴锅、电子天平、电动搅拌器、真空泵、平板硫化机、尼高力Nexus670红外拉曼光谱仪、扫描电子显微镜、万能强力机、烘箱、烧杯等。
1.3试验方法
1.3.1黄麻针刺非织造毡的制备
试验中的黄麻针刺非织造材料是在东华大学非织造实验室制备。不经处理的黄麻纤维被切成平均长度22mm的短纤维,经过开松工艺后,通过气流成网机铺网,获得成卷的克重约为175g/m2的蓬松纤网。成卷的蓬松纤维网分切成小块后,逐层叠加,送入预针刺机,针刺加固成非织造纤维毡。通过控制叠放层数不同,获得不同克重的针刺毡。试验中针刺纤维毡的参数见表1。

表1 黄麻针刺纤维毡克重参数
1.3.2栲胶树脂溶液的调配
黑荆树栲胶粉末由Seta公司生产。取适量的黑荆树栲胶,加入的一定量蒸馏水后,在40℃的恒温水浴锅中高速搅拌,调制出栲胶质量分数为40%的栲胶水溶液。称取相当于栲胶干重10%的乌洛托品,将其充分溶解于蒸馏水,获得质量分数为33%的溶液。将乌洛托品溶液加入栲胶溶液中,继续搅拌10min,即可获得栲胶树脂溶液。
1.3.3黄麻复合材料的成型制备
制得的栲胶树脂溶液粘度低,大约为57cP,为使树脂更为均匀地浸渍黄麻纤维毡,黄麻非织造毡被预先封入模具中,通过真空泵抽真空将栲胶树脂抽入模具中。这样的工艺可以大大减少栲胶树脂的过分浸渍,避免热压过程中多余树脂溶液的溢流。完成浸渍的预浸件从模具中取出,在空气中阴干12h后,在平板硫化机上进行热压成型。因为栲胶树脂中的水分在100℃以上的固化过程中,以水蒸气形式排出,故而采用了图2所示的热压加工循环完成复合材料的成型[9]。通过使用一定宽度的平键销控制热压厚度,以得到厚度一致的板材,本次实验中成型的复合材料的平均厚度为2.15mm。

图2 热压工艺的压力参数
1.3.4机械性能测试(拉伸 弯曲)
参照GB/T1447—2005纤维增强塑料拉伸性能测试方法进行黄麻/栲胶复合材料拉伸性能测试。将黄麻/栲胶复合材料裁剪成250mm×25mm的试样,每种材料各取5块测试,试验结果取平均值。参照GB/T1449—2005纤维增强塑料弯曲性能测试方法进行黄麻/栲胶复合材料三点弯曲性能测试,将材料裁剪成60mm×15mm的试样,每种材料各取5块测试,试验结果取平均值。
1.3.524h吸水胀大实验
根据EN622-3中密度纤维板测试标准,将材料裁剪成5mm×5mm的试样。测量材料的厚度后,完全浸入蒸馏水中,用细钢丝拨去材料表面的气泡,静置24h取出,擦去表面水分后,再次测量材料厚度。
2 结果与讨论
2.1栲胶树脂固化原理分析
栲胶、乌洛托品和已固化的栲胶树脂分别进行红外光谱测试,红外光谱图如图3所示。从图3中可以发现,1490和1433作为C=C键的特征
峰,在固化反应之后强度明显减弱,表明A环上的取代物增加[10]。这是由于乌洛托品分解的中间产物与具有极强亲核性的A环反应,取代A环上C6,C8位上的氢。其中的1145和960cm-1处的衍射峰代表A环上间苯二酚类似结构上的C-O和O-H键,在反应后消失。栲胶树脂在1084和1015cm-1新出现的峰是C-N键所致,可以推断是反应中,产生的苄胺桥,形成栲胶栲胶之间由苄胺桥连接的交联结构。
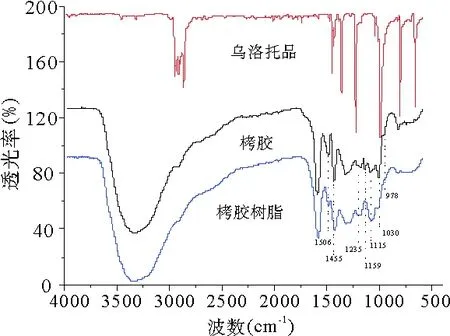
图3 乌洛托品,栲胶,固化栲胶树脂的红外谱图
2.2最佳热压温度研究
根据相关文献[11],栲胶与乌洛托品在120℃左右完成固化反应,黄麻纤维在150℃以上机械性能开始下降,故选择130℃,140℃,150℃三个温度进行试验,确定最佳反应温度。热压成型完成后,对材料的拉伸及弯曲性能进行测试,结果如图4所示。从图4中可见,拉伸及弯曲性能都呈现下降趋势。相比之下,模量下降幅度更为明显,拉伸模量从758MPa下降到440MPa,而弯曲模量由1888MPa下降到1139MPa。这是由于较高温度下,黄麻本身的模量开始下降,直接导致材料模量的下降。所以成型的最佳工艺温度为130℃。

图4 不同成型温度材料机械性能
2.3纤维含量对机械性能的影响
为了更全面地分析机械性能结果,根据公式1和公式2计算出制备的复合材料纤维体积含量和孔隙率。具体参数见表2。两个公式中,Vf为纤维体积含量,Vv为复合材料空隙率,wf为复合材料中纤维重量,wm为栲胶树脂重量,ρf为纤维密度,ρm为树脂密度,ρct为复合材料理论密度,ρce为复合材料实际密度。
(1)
(2)
结合表2和图5,随着纤维含量由25.5%增长到47.81%,MD和CD方向上的拉伸强度均有增长,当纤维含量进一步增至56.9%时,强度略有下降。由于非织造毡针刺加固属于预针刺,纤维毡本身没有强度,所以复合材料的强度主要来自于栲胶树脂本身强度和栲胶树脂与黄麻纤维之间的粘结力。在纤维含量较低时,纤维树脂界面少,树脂没有得到纤维的有效增强;随着纤维含量的提升,树脂得到纤维更好的增强。达到最大值后,进一步增加的纤维量,没有足够的树脂粘结纤维并有效地传递材料内部载荷。从而强度在出现峰值后开始下降。相同的性能趋势也出现在材料弯曲强度规律中,而略有不同的是弯曲测试中的峰值出现在纤维含量为35.82%的这个类别里。从数值上看,全系列的复合材料弯曲强度均达到了欧盟一般非承重用中密度纤维板弯曲强度12MPa的要求;而纤维含量为35.82%这一组成品的弯曲强度更是达到了干态承重中密度纤维板的弯曲强度和弯曲刚度的要求。

表2 复合材料基本参数
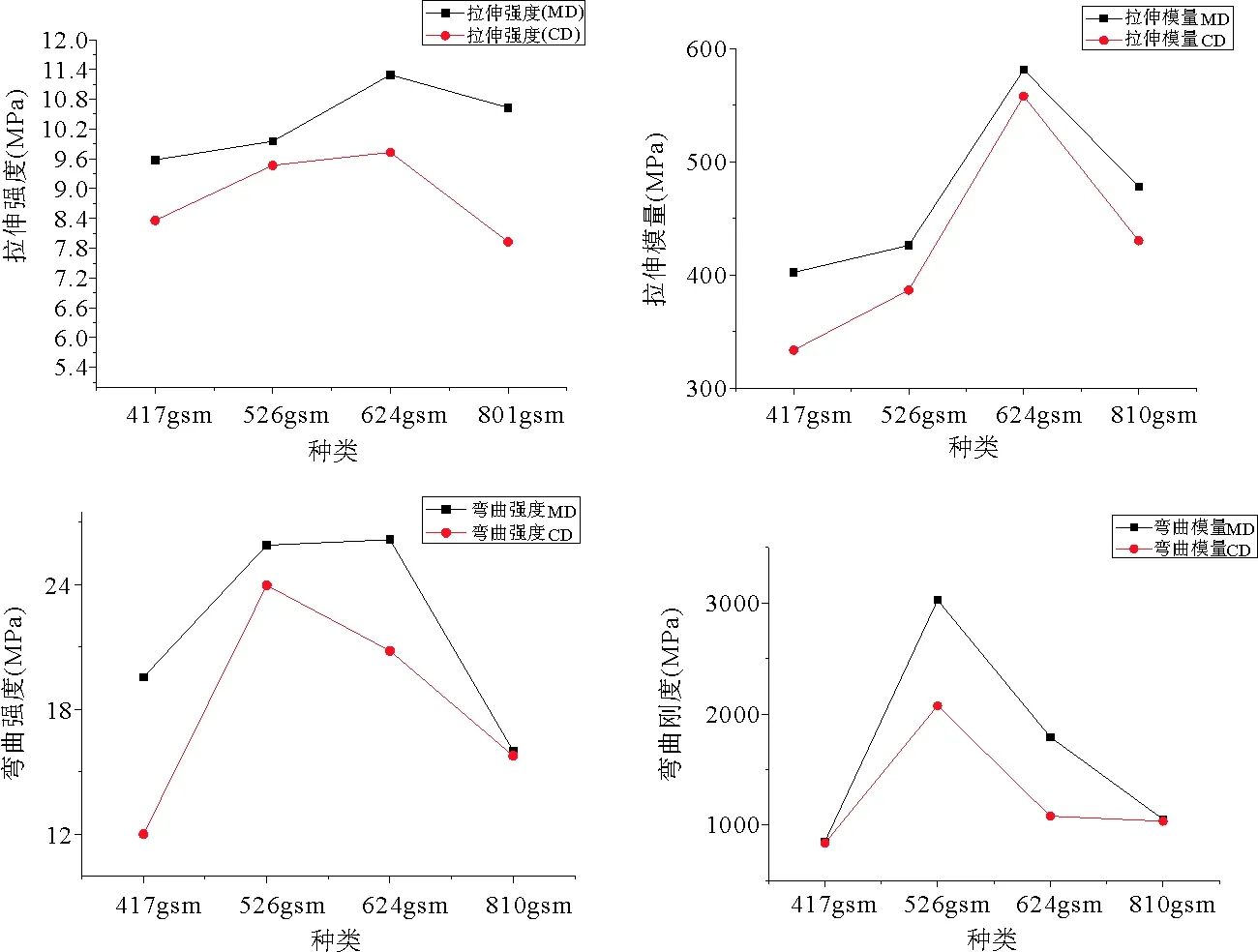
图5 不同纤维含量复合材料机械性能
2.4材料耐水性能分析
中密度纤维板根据不同的耐水性能,可以分为室内用和室外用两种。本试验中不同类型材料的吸水胀大试验结果见表3,据此确定这种材料的应用范围。结合材料的空隙率,空隙率小的材料吸水胀大百分比明显较小。采用克重为407g/cm2和624g/cm2的非织造毡制得的复合材料因为空隙率明显小于其他各组,对应的吸水胀大率都小于10%,远低于空隙率在50%以上材料的吸水胀大率。这是因为空隙越多,更多的水分也会进入材料内部,从而改变材料的尺寸。同时在空隙率相对差值较小的三组中,随着纤维含量的上升,吸水胀大率也随之上升,这个原因归结为纤维素纤维本就具有亲水性,随着黄麻含量的增加,吸水量也会有小幅上升。

表3 24 h吸水胀大实验结果
3 结论
本课题通过对栲胶树脂固化原理的分析,以及黄麻/栲胶中密度纤维板的制备工艺探究,最后对材料的基本性能测试这一系列的试验研究,得出以下结论:
3.1栲胶树脂从机理上解决了传统酚醛树脂的甲醛释放问题,这种新型树脂得以有较好的发展前景。
3.2对于黄麻中密度纤维板的热压工艺,130℃是最佳工艺温度。
3.3随着中密度纤维板中纤维含量的增加,材料的拉伸及弯曲性能都遵循先提高后下降的趋势。
3.4中密度纤维板的耐水性能随纤维含量提高而下降,随着材料孔隙率的上升而下降。
3.5试验制品中,纤维含量为35.8%~47.81%的密度板,弯曲性能及拒水性能符合欧盟中密度纤维板质量标准EN622-3,可见随着工艺精度和设备能力的提高,此类材料有望被应用到更广泛的领域。
[1]彭丹,孙义明,杨力行.苎麻纤维复合材料及其应用[J].化工新型材料,2011,39(2):26—28.
[2]Ramires,E.C.andE.Frollini,Tannin-phenolicresins:Synthesis,characterization,andapplicationasmatrixinbiobasedcompositesreinforcedwithsisalfibers[J].CompositesPartB:Engineering,2012,43(7):2851—2860.
[3]Adekunle,K.,etal.,ImpactandflexuralpropertiesofflaxfabricsandLyocellfiber-reinforcedbio-basedthermoset[J].JournalofReinforcedPlasticsandComposites,2011,30(8):685—697.
[4]Zhu,J.,etal.,Effectoffibreconfigurationsonmechanicalpropertiesofflax/tannincomposites[J].IndustrialCropsandProducts,2013,(50):68—76.
[5]Jahanshaei,S.,T.Tabarsa,andJ.Asghari,Eco-friendlytannin-phenolformaldehyderesinforproducingwoodcomposites[J].Pigment&ResinTechnology,2012,41(5):296—301.
[6]Bisanda,E.T.N.Ogola,W.O.andTesha,J.V. ,Characterisationoftanninresinblendsforparticleboardapplications.CementandConcreteComposites[J].2003,225(6):593—598.
[7]Pichelin,FKamoun,CandPizzi,A,HexamineHardenerBehavior:EffectsonWoodGlueing,TanninandOtherWoodAdhesives[J].HolzalsRoh-undWerkstoff,1999,(57):305—317.
[8]Sauget,A.,Nicollin,A.,Pizzi,A.,Fabricationandmechanicalanalysisofmimosatanninandcommercialflaxfibersbiocomposites[J].JournalofAdhesionScienceandTechnology,2013,27(20):2204—2218.[9]Nicollin,A.,etal.,HighDensityBiocompositefromNaturalFibersandTanninResin[J].JournalofAdhesionScienceandTechnology,2013,(26):1537—1547.
[10]Pena,C.,etal.,MimosaandChestnutTanninExtractsReactedwithHexamineinSolution[J].JournalofThermalAnalysisandCalorimetry,2009,96(2):515—521.
[11]Vázquez,G.,etal.,DSCandDMAstudyofchestnutshelltanninsfortheirapplicationaswoodadhesiveswithoutformaldehydeemission[J].JournalofThermalAnalysisandCalorimetry,2012,108(2):605—611.
ANewGreenJuteMiddleDensityFiberboardBasedonNonwovenProcess
Qiu Yajian1, Zhang Chuyang1,2
(1.DonghuaUniversity,Shanghai201620,China; 2.XinjiangUniversity,Urumqi830046,China)
Anewkindofgreenresinwasmadefromtanninextractssolutionbyaddinghexamine,whichwasservedasacuringagent.Duetoitsuniquereactionmechanism,therewasnoformaldehydeemissionduringmanufacturingprocessandapplication.Resinimpregnatedjutenonwovenswereprocessedbyusinghotpressmachinetoformfinalcomposites.
tanninextracts;jute;nonwovens;greencomposites;middledensityfiberboard
2015-01-14
邱亚健(1990—),男,安徽安庆人,硕士研究生。
TS179
A
1009-3028(2015)02-0047-05
猜你喜欢
纺织科学与工程学报(2020年1期)2020-06-12
雨花(2018年10期)2018-11-15
国际木业(2018年3期)2018-09-10
国际木业(2018年3期)2018-09-10
西部论丛(2017年10期)2017-02-23
国际木业(2016年12期)2016-12-21
军营文化天地(2016年10期)2016-06-15
广西林业科学(2016年1期)2016-03-20
应用技术学报(2014年4期)2014-02-28