液压同步技术在板坯连铸机中的应用与分析
2015-08-04 05:34:10马宁,郭锋
韶关学院学报 2015年10期
马 宁,郭 锋
(1.安钢集团冷轧有限责任公司,河南 安阳455000;2.安钢集团技改工程处,河南 安阳455004)
液压同步技术在板坯连铸机中的应用与分析
马宁1,郭锋2
(1.安钢集团冷轧有限责任公司,河南 安阳455000;2.安钢集团技改工程处,河南 安阳455004)
摘要:针对连铸工艺多个环节需要用到液压同步技术的特殊性,以安钢第二炼轧厂为依托,根据整个连铸工艺的重要程度,不同场合分别采用了不同的液压控制方式.分析其应用及原理,得出各种控制方式在控制精度上能满足该环节工艺需求,对于减少事故、改善铸坯质量都起到了关键作用,同时也对投资成本实现了较好的控制.
关键词:连铸机;液压系统;同步技术;开环;闭环
连铸作为把液态钢水形成固态铸坯的重要工艺部分,由于其生产过程高温、高压的工况以及对控制较高的要求[1],在多个执行机构的液压系统中,几乎都有同步运行的技术要求.如中间罐车的升降、结晶器振动、扇形段夹紧及驱动控制、窜动辊道、引锭杆对中、提升横移等大量采用了液压同步技术.
1 液压同步技术简介与控制形式
液压同步就是指多个(n≥2)液压执行机构在同一时间内运动行程或转角相同[2],对于缸径相同的液压缸和排量相等的液压马达,在运动过程中保证位移同步的同时运动速度也需保证相同.并且由于不同执行组件在制造、结构刚度、负载、摩擦、泄露等方面存在差异,所以在对同步要求较高的场合更需要采取措施保证其运动同步.液压同步技术就是使两个或两个以上的执行元件获得运动上的同步.
使执行元件保持同步运动的控制技术一般包括速度同步控制技术和位置同步控制技术两类.速度同步是指各执行组件的运动速度相同;而位置同步是指各执行组件在运动中或停止时都保持相同的位移量.实现液压同步控制的基本形式主要有开环控制和闭环控制两种.
2 液压同步技术在板坯连铸机中的应用与分析
2.1连铸工艺流程
由于液压同步技术的应用,在连铸生产过程中,对于降低液位波动、防止坯壳粘结和漏钢事故等问题的发生,对于提高铸坯质量、扩大品种、改善铸坯的内部缺陷都起到了关键作用[3-4],现以安阳钢铁公司第二炼轧厂板坯连铸机为例,分析液压同步技术在连铸工序中的应用原理.图1为该厂连铸工艺流程图.
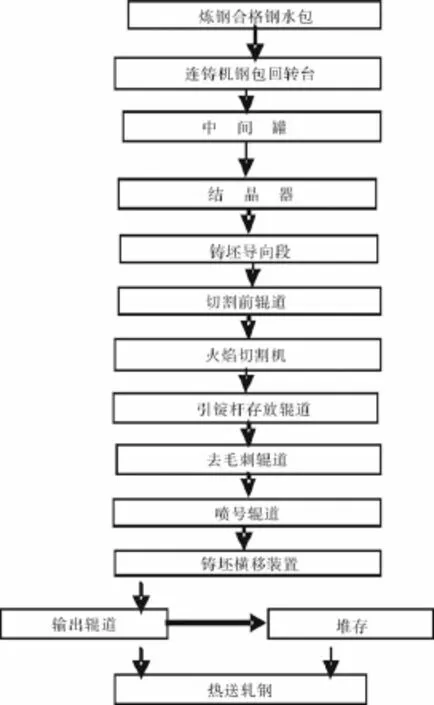
图1 连铸机工艺流程图
2.2分流阀调节的同步回路
板坯连铸机在上引锭或拉钢过程中,如果扇形段两侧的驱动压下缸的负载发生变化,就会影响到两个缸的动作同步性[5].如果两侧液压缸动作不同步,会造成液压缸带动扇形段的驱动辊横梁在压下或抬起时产生倾斜现象,严重时会造成卡阻,使横梁运动不到位而影响生产.
使用分流阀调节的同步回路结构简单,经济,纠偏能力大,可靠性强[5].其控制原理如图2所示,液压缸1和液压缸2的活塞杆面积相同,分流阀阀口的入口处有两个孔径相等的固定节流孔4和5,分流阀的出口a和b分别接在液压缸1和液压缸2的入口处,固定节流孔与液压油连通,单向阀6和7并联在分流阀的阀体内.分流阀内的阀口a和b是可变节流口,起调节压力的作用.
当二位四通阀9处于左位时,压力油分别经过固定节流孔4和5,再经过分流阀上的a和b两个可变节流口,进入液压缸1和液压缸2的无杆腔,两液压缸的活塞开始向右运动.当作用在两液压缸上的负载相等时,分流阀8的平衡阀芯3处于某一平衡位置保持不动,平衡阀芯两端的压力此时相等,即Pa=Pb,固定节流口前后的压差保持相等,进入到液压缸1和液压缸2的流量相等,所以液压缸1和液压缸2以相同的速度向右运动.如果液压缸1上的负载增大,分流阀左端的压力Pa上升,阀芯3右移,a口加大,b口减小,从而压力Pa下降,Pb上升,阀芯向右运动到Pa=Pb的一个新的平衡位置后停止,此时固定节流孔4和5前后的压差保持相等,液压缸速度相等,仍然保持着速度同步.当电磁阀9失电复位时,液压缸1和液压缸2的活塞向左运动,回油经单向阀6和7排回油箱.这种分流阀调节的同步回路只能实现速度同步.若某个液压缸先运动到达行程终点,则可经阀内的节流孔窜油,使两个液压缸都能到达终点,从而消除积累误差.该厂连铸机采用的分流阀(正常的同步精度为5%~10%)控制,很大程度上保证了扇形段驱动辊压下的同步性.
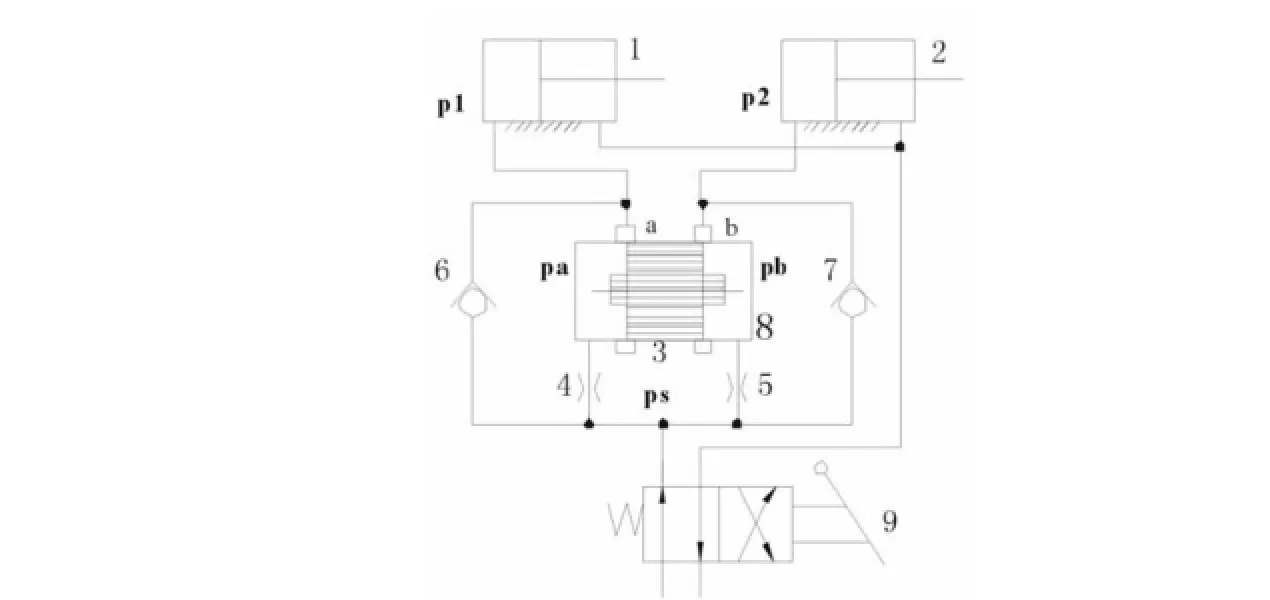
图2 分流阀调节的同步回路
1、2 液压缸;3 阀芯;4、5 节流器;6、7 单向阀;8 分流阀;9 二位四通阀
2.3同步液压缸的同步回路
铸坯在经过切割、去毛刺、打号等工艺后需要通过横移装置将铸坯横向送到轧钢跨中,以便对产品进行堆存或直接进入加热炉,铸坯横移装置起运输铸坯的作用.如果在几个横移装置液压缸上升托起板坯过程中出现上升不同步,就会出现某个运输小车先顶起铸坯而造成托斜甚至翻落的危险.因此该厂铸坯横移装置的升降采用了控制精度更高的同步液压缸(正常同步精度0.1%~5%)控制方式.
如图3所示为两个尺寸参数完全相同的液压缸3同步运动的回路.液压缸3由两个尺寸相同的双杆液压缸连接而成称作同步液压缸,当液压缸3的活塞向左移动时,液压缸a腔与b腔中的油液分别进入到液压缸1与液压缸2的无杆腔使其同步上升.若液压缸1的活塞先到达终点,则油腔a的余油经单向阀4和安全阀5排回油箱,油腔b的油继续进入液压缸2下腔,使之到达终点.液压缸2的活塞先到达终点与液压缸1原理相同.该同步液压缸控制的回路可使液压缸1和2实现往返同步,并可避免位置误差的积累.但此同步回路的同步精度主要取决于液压缸3的内部较高的加工精度和密封性,所以一般来说同步缸制造精度要求较高,因此这种回路的同步精度也相对较高.
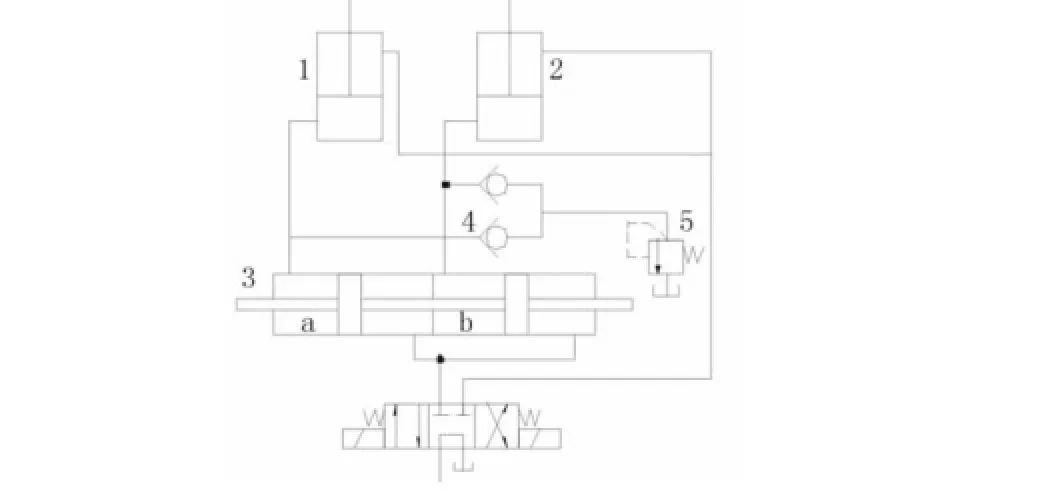
图3 同步液压缸调节的同步回路
1、2 液压缸;3 同步液压缸;4 单向阀;5 溢流阀;6 二位四通阀
2.4伺服系统控制的液压同步回路
在连铸工艺中,结晶器尤如咽喉,而结晶器工作正常与否,是由振动台工作好坏来决定的.通过结晶器的振动,使坯壳脱离结晶器壁而不被拉断或漏钢,通过调整结晶器的参数,使铸坯不产生脱方、鼓肚和裂纹等缺陷保证坯壳均匀稳定的生长.
鉴于结晶器振动的重要性以及特殊性,该厂采用了伺服系统控制的液压同步回路.其工作原理是由操作人员把不同的钢种和断面尺寸参数输入计算机[6],这些参数通过放大器和电—机械转换装置控制液压伺服阀的开口大小及液流方向,来自液压系统的压力油通过伺服阀分别进入结晶器两侧的伺服液压缸的上腔或下腔,由液压缸的活塞杆的往复运动来驱动振动装置实现上下运动[5-6].可编程控制器与计算机通信,接收传输过来的控制参数,并输出控制信号给电液伺服阀,进而控制结晶器两侧下方的振动液压缸在预设的频率、行程和波形下振动,液压缸内的位置传感器对实际振动位移进行检测、比较后将误差信号输入到放大器中,放大后的信号输入伺服阀,使伺服阀芯移动打开阀口,从而控制液压缸的运动,实现闭环控制.可编程控制器把振动位移信号传输给计算机,针对振动曲线实时监控.如图4为结晶器液压振动控制示意图.
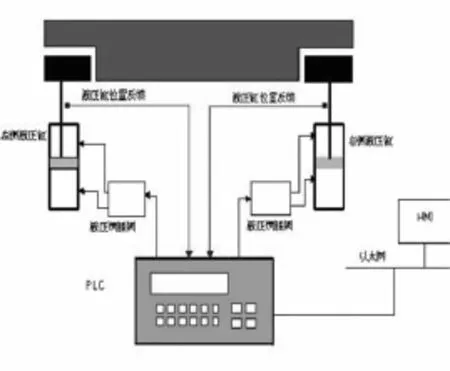
图4 液压振动控制示意图
伺服系统中的位置回馈能精确控制两侧液压缸位置.这种控制方式特点是同步精度非常高,可使两液压缸活塞在任何时候的位置误差都不超过0.05~0.2mm,而且可以达到较高的频响水平,但投资成本较高且控制方式较复杂.
3 结语
液压同步控制的基本方式主要有开环控制和闭环控制两种.以上除结晶器振动系统外的几种同步回路,都是控制流量,为开环控制的液压同步系统[6-7].由于完全靠液压元件本身的加工精度来保证执行元件的运动同步,而没有对输出进行检测和反馈,故只能保证速度同步.而结晶器振动液压伺服系统对液压缸输出的速度与位移量进行了检测与反馈,从而构成闭环控制,既有位置反馈,又有速度反馈,故既能保证位置同步,又可保证速度同步,能够在很大程度上消除或抑制多个执行运动过程中的不利因素,从而可获得高精度的同步控制.
参考文献:
[1]李壮云.液压元件与系统[M].北京∶机械工业出版社,1999.
[2]管忠范.液压传动系统[M].北京∶机械工业出版社,1997.
[3]秦旭,朱超甫,尹延荣,等.液压伺服振动式板坯连铸机的漏钢预报技术[J].钢铁,2010,45(11)∶97-100.
[4]陈文友,李东晓,魏忠宝,等.板坯连铸机液压装置同步控制的研究与应用[J].连铸,2010(2)∶29-32.
[5]成大先.机械设计手册[M].3版.北京∶化学工业出版社,1993.
[6]王占林.近代电气液压伺服控制[M].北京∶北京航空航天大学出版社,2004.
[7]李洪人.液压控制系统[M].北京∶国防工业出版社,1990.
(责任编辑∶李婉)
中图分类号:TH137.9
文献标识码:A
文章编号:1007-5348(2015)10-0045-04
[收稿日期]2015-09-09
[作者简介]马宁(1978-),男,河南郑州人,安钢集团冷轧有限责任公司工程师,硕士;研究方向∶冷轧设备.
APPllcatlon and Analysls of Slab Contlnuous Castlng M achlne of Hydraullc Synchronous Technology
MA Ning1,GUO Feng2
(1.Anyang Iron and Stee1ComPany,s Co1d ro11ing Co.Ltd.Anyang 455000,Henan,China;2.Anyang Iron and Stee1ComPany,s Engineering DePartment,Anyang 455000,Henan,China)
Abstract:In view of the continuous casting Process,the sPecia1characteristics of hydrau1ic synchronous techno1ogy are needed.This PaPer takes the Anyang Stee1CorP as the basis,according to the imPortant degree of the who1e continuous casting Process,differenthydrau1ic contro1modes are used in different situations.Ana1ysis of its aPP1ication and PrinciP1e,the contro1method can meet the requirements of the Process,and it P1ays a key ro1e in reducing accidents and imProving the qua1ity of s1ab.
Key words:continuous casting;hydrau1ic system;synchronization techno1ogy;oPen 1ooP;c1osed 1ooP
猜你喜欢
电子测试(2018年1期)2018-04-18 11:52:24
黑龙江电力(2017年1期)2017-05-17 04:25:05
中国教育技术装备(2016年20期)2016-12-12 10:03:08
企业技术开发·中旬刊(2016年10期)2016-11-12 16:11:54
环境科技(2016年5期)2016-11-10 02:42:12
大学教育(2016年9期)2016-10-09 08:45:14
科技视界(2016年20期)2016-09-29 11:42:34
合成化学(2015年4期)2016-01-17 09:01:04
海军航空大学学报(2015年1期)2015-11-11 17:22:41
系统工程学报(2015年2期)2015-02-28 19:53:43