浅谈装油台油气回收
2015-08-02 01:54谢小芬武汉炼化工程设计有限责任公司武汉430040
山东工业技术 2015年9期
谢小芬(武汉炼化工程设计有限责任公司,武汉430040)
浅谈装油台油气回收
谢小芬
(武汉炼化工程设计有限责任公司,武汉430040)
摘要:随着国家把环保提升一个新的高度,中石化集体公司开展“碧水蓝天”项目,中石化武汉分公司铁路管理站油气回收项目作为总公司的试点项目,对武汉分公司的铁路装油台油气回收装置进行介绍其工艺流程及特点。
关键词:油气回收;吸附法;密闭装车
1装置简介
中石化武汉分公司铁路轻油装油台共有46台鹤位,其中汽油22台,溶剂油8台,航煤16台。汽油铁路出厂量20万吨/年以上,原铁路轻油装油台虽然采用锥形密闭鹤管装车,但实际密封效果有限。̓̓先针对汽油栈台22套汽油鹤管改造为全密闭槽车鹤管为集气系统,新建一套有青岛安工院提供的油气回收系统。
2工艺流程简述
在铁路槽车装油过程中,从密闭装车鹤管来的挥发气(油气与空气的混合物),先通过集气管,利用密闭装油过程自身形成的气压,而被引导到油气回收装置。空气和大部分油气将在油气回收装置内加以分离。在油气集气过程中可能有部分油气在管道内凝聚下来。
活性炭吸附法油气回收装置原理图如图一所示。吸附罐120处于吸附状态、吸附罐130处于再生状态。状态切换以吸附罐120再生、吸附罐130吸附为例。首先罐130的进气阀MOV1035和排气阀MOV105打开,与此同时罐120的进气阀MOV102和排气阀MOV104关闭,待MOV102和MOV104关闭后,罐120再生阀MOV106打开,待MOV106开启后,真空泵低频启动开始抽真空,将吸附罐120内的油气送至吸收塔,与此同时,进油泵和回油泵开启,喷淋开始,吸附罐内的油气被贫油吸收。待吸附罐压力降至5kpa或抽真空到660秒时,吹扫电磁阀XSV110打开,引入干净的空气使更多的烃类从炭床上解吸下来。待吸附罐120再生结束后,微开电动阀MOV104,使其恢复常压,同时进油泵,回油泵关闭,停止喷淋。此后吸附罐120处于平衡状态,等待吸附罐130吸附饱和。其后状态切换流程类似。
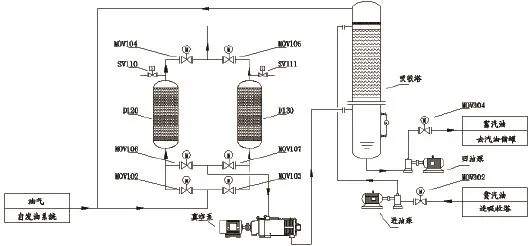
油气回收装置工艺流程示意图
3油气回收前后的数据对比
根据油气回收装置记录,在本次标定中,共回收油气608m3,据此进行回收量的计算可知,本次标定过程中,汽油回收量达352Kg,回收率为0.74‰。为了准确计量回收汽油量,我们在分别在贫、富吸收油进出油气回收系统管线上安装了一台质量流量计,期望通过对比进出汽油的总量变化情况,来比较精确地计量出油气回收总量。但是从实际应用的情况来看,计量的误差较大,而且该计量值系统仅设置了瞬时指示而没有累计值,故本次的标定是以气体回收总量来进行计算。
在油气回收装置气体进、出口采样分析检测结果可知:油气进口浓度最大值为417g/m3,经油气回收装置处理后,排放气体中非甲烷总烃最大值为5.78g/m3,低于国标25g/m3的要求,油气回收率达到98.8%。
4运行经济性分析
为了便于计算,同时也考虑到全年铁路汽油装车的气温变化情况,效益的回收率按照1‰来取值。因现低负荷试运行阶段铁路全年汽油密闭装车量按照11万吨计,采用密闭装车及油气回收技术回收的汽油达100吨/年,汽油按照6000元/吨计,则全年经济效益为60万元/年。
5结语
油气回收是对汽油等轻质油蒸发的油气采取的回收利用和治理污染措施。油气回收运行以后,作业现场的油气浓度下降,并且创造可观的经济效益,也有利于生产场所的安全和保证成品油的质量,对环保工作做出重要贡献,践行“碧水蓝天”的承诺。
参考文献:
[1]油气回收技术研究现状[J].现代化工,2006(26):63-66.
[2]油气回收技术的研究进展与发展趋势[J].环境科技,2010,23(01):105-108.
[3]油气回收技术[M].北京:化学工业出版社,2007:123-124.
作者简介:谢小芬(1983-),女,工程师,研究方向:石油化工。