
PASSIM烟支圆周波动的控制与研究
2015-07-27 08:27:23安徽中烟阜阳卷烟厂质量技术科安徽阜阳236020
山东工业技术 2015年15期
高 红,刘 东(安徽中烟阜阳卷烟厂质量技术科,安徽 阜阳 236020)
PASSIM烟支圆周波动的控制与研究
高红,刘东
(安徽中烟阜阳卷烟厂质量技术科,安徽阜阳236020)
摘要:本文主要就烟支的成型过程,分析了烟支成型过程中会造成烟支圆周波动的主要影响。同时针对存在的烟支圆周控制稳定性较差的问题,通过改进卷烟机大压板尺寸规格,确定了更符合生产工艺要求的卷烟机布带品牌,有效提升了卷烟机烟支圆周控制的稳定性。
关键词:烟支圆周;标偏合格率;大压板
烟支圆周(cigarettecircum ference)指烟支横截面的周长尺寸,以毫米(mm)表示。烟支圆周是构成烟支质量的重要指标。在实际生产过程中,烟支圆周粗细不均,标准偏差忽高忽低,导致烟支圆周波动。本文从形成圆周的烟枪各组成部件入手,发现显著影响烟支圆周波动的主要影响因素,以便分析改进,有效提升圆周波动合格率。
1 烟条成型原理及对烟支圆周波动影响的主要因素分析
1.1烟条成型原理
烟丝经吸丝成型及平准后,形成均匀的烟丝束与印刷装置印好商标的卷烟纸汇合,在烟枪布带的拉动下进入烟枪卷制成形,其基本原理:不论是低速卷烟机还是高速卷烟机,在烟条成形过程中,都是利用烟枪固定的成形通道完成的。烟丝束首先经过烟舌通道,烟丝束被烟舌初步压缩,形成圆形烟丝束,在烟舌出口处,其直径约为标准烟条直径的四分之三。从烟舌出来以后,紧接着进入小压板区段,在小压板入口,烟丝束由于本身的弹性而产生一定的膨胀,最大可膨胀到略大于标准烟条直径;在运行过程中,卷烟纸的一边被卷曲以包裹烟丝,另一边未被卷曲,而是高出小压板,供上胶器涂胶;同时,烟丝束被再次压缩,从小压板出来时,烟丝束直径略小于标准烟条直径,然后进入大压板区段。在大压板入口处,烟丝束再一次产生一定膨胀,大压板将涂胶纸边卷曲,与另一纸边重叠粘合,同时烟丝束被第三次压缩,达到烟条的标准直径。对卷烟纸及烟丝束进行压缩合拢,纸边上胶包裹成型后形成烟条,由电烙铁将搭合纸边间的粘结剂烫干,使搭口黏贴牢固。
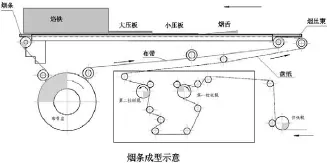
图1 烟条成型示意图
1.2大压板对烟支圆周波动的影响
大压板的工作面是一个圆形的半圆槽,与烟枪底板圆弧相对,合成圆柱形的通道。它与烟枪底板第二段槽的后段组合,形成卷制成形通圆形通道的后段,对烟丝束进行第三次压缩。大压板右端的一段搭接小压板的尾段,搭接段不接触而形成缝隙,使布带边、卷烟纸边卷覆穿行,造成包裹卷制效果不好,造成圆周波动。由于工艺标准的改进,烟支直径由7.8mm改为7.7mm,原大压板的直径已不能适应新的直径要求。
在大压板的工作前沿,由于工作面是平直的,没有能够对烟条进行有效的包裹,致使烟丝束在进入大压板发生膨胀时,将包裹烟丝并涂上胶的盘纸涨开致使盘纸搭口不能在规定位置粘合,烟条烫干后导致烟条的圆周波动。
1.3布带对烟支圆周波动的影响
布带包裹着烟丝束进行压缩卷制,在实际生产过程中,布带的弹性、安装运行时是否平稳以及其使用寿命都影响着圆周的波动。在实际生产过程中我们发现,布带在经过长时间运行后拉伸变薄,且布带的边缘变形,在设备高速运行过程中不能平稳运行,从而导致布带对烟条的包裹力产生波动,烟条圆周也随之产生较大波动。
针对目前我厂使用的布带来自两个厂家,我们分别按月度对使用两种不同厂家布带的圆周标偏数据统计后对比发现,不同厂家型号的布带对于烟支圆周控制的稳定性存在一定程度的影响。

表1 不同厂家型号布带烟支圆周标偏合格率对比
2 影响烟支圆周波动的改进措施
2.1大压板的优化改进
原passim大压板工作半径为4.03mm,烟支直径变成7.7mm后,烟丝束在大压板出口处的膨胀已经大于烟支标准直径,将大压板的工作半径改为R3.8mm。,更好的对烟丝束包裹压缩。经过改造以后,烟丝束在大压板出口处已经为烟条的标准直经略小,标准直径有烙铁实现,更好的控制了烟支圆周的波动。
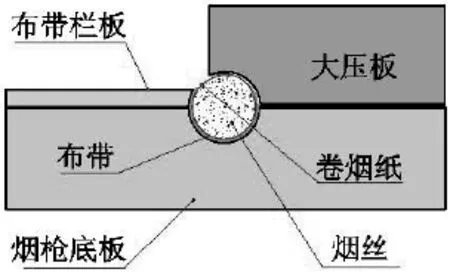
图2 改进后大压板工作截面示意图
2.2布带型号的选取
由于我厂原来布带使用为分牌号使用不同厂家布带,为取得布带使用寿命与圆周标偏稳定性的直接关系,我们在同一卷烟机组、同一牌号卷烟上使用两种厂家布带分别整班八个小时运行,每1小时测量一次圆周标偏,连续实验十五个工作日。按照时间次序计算每1小时时间节点的圆周标偏合格率,同时分别计算两种型号布带的圆周标偏总体合格率见图6。
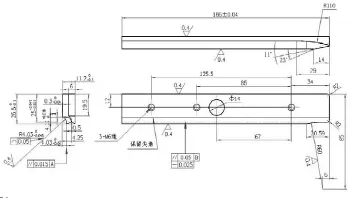
图3 大压板示意图(改前)
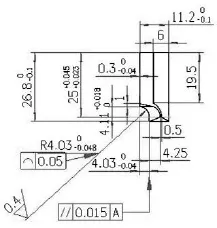
图4 改进前局部放大图
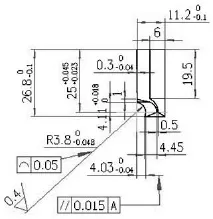
图5 改进后局部放大图
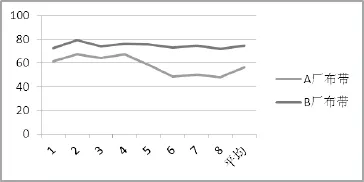
图6 两种厂家布带不同时间段圆周标偏合格率对比
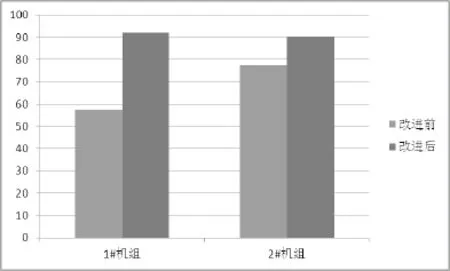
图7 改进前后圆周标偏达标率对比
由图6可以看出,A厂布带在使用时间达到4-5个小时后,由于长时间运行布带会拉伸变薄,在高速过程中运行不平稳,导致圆周控制稳定性变差。而B厂布带在整班8小时生产时间内,圆周控制的稳定性较好,同时在整体控制稳定性方面明显优于A厂布带。
3 应用效果验证
对大压板按照设计进行方案加工、制作之后,我们分别选取了2台卷烟机组(1#机组:原使用A厂布带;2#机组:原使用B厂布带),全部使用B厂布带,进行了安装测试,收集2个机组改进前后30个工作日的圆周标偏数据进行对比分析,经过分析发现改进后效果明显,圆周标偏达标率显著提升,控制稳定性得以明显改善,达到了预期目标。
4 结语
(1)通过对大压板尺寸规格的改进,有效地控制了烟丝束在大压板处的不规则膨胀,极大降低了烟支的圆周波动,提高了烟支圆周控制的稳定性。
(2)不同厂家生产间的卷烟机布带存在一定差异,在很大程度上会影响烟支圆周控制的稳定性,通过确定更符合生产工艺要求的布带品牌,在增强烟支圆周控制稳定性的同时又减少了布带的消耗,每年可为企业节省布带大约五千根。
作者简介:高红,女,(1978-),女,安徽阜阳人,本科,助理工程师,质检员,烟草制品质量。
