
浅谈水电站弧形闸门的焊接措施及焊接变形的矫正方法
2015-07-27 08:27:16张艳妮西安热工研究院有限公司西安710000
山东工业技术 2015年15期
关键词:水电站
张艳妮(西安热工研究院有限公司,西安 710000)
浅谈水电站弧形闸门的焊接措施及焊接变形的矫正方法
张艳妮
(西安热工研究院有限公司,西安710000)
摘要:弧形闸门在大型水电站的应用非常广泛,其焊接和矫正工序对弧形闸门的安装非常的重要,被水电站建设企业重点关注。弧形闸门正确焊接措施及焊后矫正,是保证弧形闸门制造精度的关键。本文对水电站弧形闸门焊接措施及焊接变形的矫正方法进行研究,为提高弧形闸门制造精度提供一些参考资料,使其达到水工规范的要求。
关键词:弧形闸门;水电站;焊接措施;变形矫正
0 前言
随着我国经济的快速增长,水电站的建立逐渐被人们所重视。水电站闸门有弧形闸门、圆形闸门、平面闸门等多个种类,本文主要研究的是弧形闸门的焊接和变形矫正。弧形闸门比平面闸门更有优势,具有起闭力小、能够阻挡大水面、操作过程简单等诸多优点,但是其设计和制造技术方面的要求也相对较高,而且安装过程中会出现重重困难。为了保证弧形闸门的安装质量,提高其制造精度,需要采取有效的焊接措施和变形矫正技术。
1 焊接措施
1.1焊接原则
(1)焊接前的检查。在对弧形闸门进行焊接之前,需要进行焊接前检查,焊接前检查的内容包括:所有焊缝处的定位点,要严格按照焊接标准,要做到每隔3m焊缝长度上均有50-80mm的点焊长度,防止焊接应力过大将焊接好的接头拉开;将焊缝两侧的污渍全部清除;用150摄氏度到180摄氏度之间的温度对焊接的主梁、边梁等厚钢板进行预热;(2)焊接人员分工。因为弧形闸门焊接工作的特殊性,每节门叶的焊接是不能中断的,因此需要对焊接人员进行分工。要对焊接人员分为三组,一天二十四小时轮流焊接,每组应有4或6人的双数组,按照焊接规定顺序和方向同时焊接,尽可能降低门叶的变形和扭曲;(3)焊接方向和顺序。焊接防线需要从中间向四周扩散,一条焊缝应是双人组从中间到两边焊接。焊接顺序是由焊接构件决定的,不同的焊接构件采用不同的焊接顺序;(4)正确的跳焊方法。在对弧形闸门的焊接缝进行焊接时,应该采用正确的跳焊方法,采用剪断、向后退的跳焊。这种焊接方法需要先确定其分段长度,最好是用一根焊条完成焊接的长度,这样可以避免焊接接头带来的困难。
1.2闸门焊接措施
(1)主梁与门叶面板及边梁的焊接。焊接筋板和腹板立焊缝及筋板和翼缘板平角焊缝时,应由双数焊工按照从中间到两端的焊接顺序,不断倒退、对称焊接。焊接翼缘板与面板的平角焊缝时,由2人从中间向两端对称、交叉、分段、倒退进行焊接,每段的长度应在3m到5m之间。
(2)箱型梁主焊缝的焊接。箱形梁主要有4条主焊缝,应该采用自动埋弧焊的焊接方式。焊接顺序如图1所示,4条主焊缝的各层焊接参数必须保证一致,防止出现变形。
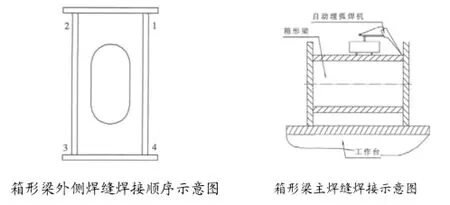
图1 箱形梁焊缝焊接示意图
(3)面板拼接缝的焊接。面板是弧形闸门最主要的组成部分,主要工艺是将一块块面板进行焊接,组成弧形闸门的平面。面板焊接缝焊接工作是在弧形工作台上进行的,并且用拉筋将其拉住,以防在焊接的过程中出现变形。焊接主要采用手工电弧焊接技术,需要对正、反两个面焊接,单门节面板实行分段、对称、交叉、倒退焊接方式。
(4)闸门整体焊接。水电站闸门整体焊接步骤主要有三个,a以每节门叶为单位的立焊手工电弧焊;b分2道进行的隔板平焊焊接;c次梁、主梁与面板平角焊缝的焊接,关于焊接的步骤和顺序上述都以提到。
2 监造过程中焊接变形矫正措施
为了保证水电站弧形闸门的焊接质量,需要派遣专门的人员进行管理,对焊接过程和质量进行监管。在监造的过程中,如发现焊缝存在缺陷,应该立即对其进行分析,寻找原因,采取措施进行返修处理。最容易出现的问题就是焊接变形,因此需要对监造过程中的焊接变形矫正方法进行研究。
2.1上弯变形
在完成腹板和翼缘板的焊缝焊接工作之后,两者中部会发生向上拱起的现象,即上弯变形。针对上弯变形的矫正措施,要在梁的腹板上采用等腰三角形进行加热,第一个三角形的位置应该选择在拱起最为突出的部分,三角形的底边应该与腹板边在一条线上,大小应该由具体的机构和拱起程度自行决定。但三角形最大高度不能超过腹板高度的2/3左右,两腰的夹角一般在5-12度之间。确定好等腰三角形的大小和位置之后,就可开始加热,加热的过程应该从底部到两腰,最后到顶角。
2.2扭曲变形
由于梁刚性比较大,可借助外力对扭曲变形进行矫正。利用拉紧装置将需要矫正的梁拉紧,采用加热装置对梁中间的上翼缘板进行加热,加热程度根据实际变形程度决定,慢慢利用外力将其矫正。如果采用外力矫正方法之后,仍然有扭曲现象,还可采取对腹板加热措施进行矫正,等梁变正之后停止矫正。
2.3波浪变形
水电站闸门是由多块面板组成,会受到角变形和收缩变形的影响,使得面板产生波浪变形的现象。对面板的波浪变形进行矫正时,应该对闸门正中间其中一个框格采用角变形的矫正措施,沿着角焊缝作线状加热将其矫正,然后向四周进行矫正。禁止在凸起的部位进行加热,这样会使得变形越来越严重。
在监造的过程中,除了上述的三种焊缝变形矫正措施之外,还有门叶扭曲变形矫正、角变形矫正、旁晚变形矫正等矫正措施,应该根据不同的变形情况采用不同的矫正措施将变形矫正。
3 结束语
通过对水电站弧形闸门的焊接、变形矫正的介绍之后,可以有效地控制闸门的焊接变形,保证焊接的质量,尽可能提高闸门的制造精度。同时,应该对焊接技术进行研究,引进先进的焊接技术,有效避免焊接变形现象的出现。
参考文献:
[1]周明辉,王建坤.浅谈大型弧形闸门门叶焊接工艺变形[J]. 技术服务,2003(08).
[2]巫世晶,胡建钢 .水利水电工程建设设备监理手册[M].中国电力出版社,2001(08).
猜你喜欢
西北水电(2022年1期)2022-04-16 05:20:06
水电站设计(2021年4期)2021-12-15 10:34:18
水泵技术(2021年4期)2021-11-20 06:28:50
金桥(2021年8期)2021-08-23 01:06:54
上海大中型电机(2021年2期)2021-07-21 03:01:32
水利技术监督(2017年6期)2017-12-19 13:28:25
水利技术监督(2016年6期)2017-01-15 14:01:41
西藏科技(2016年9期)2016-09-26 12:21:46
河南水利年鉴(2016年0期)2016-08-03 05:01:36
机电信息(2015年27期)2015-02-27 15:57:22
