
热处理工艺对Cr4Mo4V钢显微组织及断裂韧性的影响
2015-07-26 07:29:18龚建勋雷建中
轴承 2015年9期
龚建勋,雷建中
(1.洛阳LYC轴承有限公司,河南 洛阳 471039;2.洛阳轴研科技股份有限公司,河南 洛阳 471039;3.河南省高性能轴承技术重点实验室,河南 洛阳 471039;4.滚动轴承产业技术创新战略联盟,河南 洛阳 471039)
Cr4Mo4V钢具有优异的综合力学性能和冷热加工工艺性能[1],在400 ℃时其硬度仍能保持在58 HRC以上,因而广泛用于工作温度在320 ℃以下、dn值在2.4×106mm·r/min左右的航空发动机主轴轴承。当工作温度大于200 ℃时,钢中残余奥氏体分解并引起尺寸变化,影响零件的正常使用[2]。Cr4Mo4V钢在正常加热规范下淬火,残余奥氏体含量较高,所以淬火后必须经多次回火处理,使残余奥氏体含量降到最低值。因此,应选用合适的热处理工艺[3-4],控制Cr4Mo4V钢的显微组织及残余奥氏体含量,降低其在使用过程中尺寸变化率和磨削应力[5],保证轴承的高精度、长寿命和高可靠性。
1 试验方法
1.1 试样制备
试验用料为Cr4Mo4V耐热轴承钢,采用真空感应+真空自耗(VIM+VAR)的“双真空”冶炼工艺制备,在VOQ2-65型双室真空淬火炉中进行淬火处理,淬火剂选用真空淬火油。共制备了16个试样(每种工艺4个),分别用于对显微组织、硬度、残余奥氏体和断裂韧性试验。
1.2 试验方法
1)在Quanta600扫描电子显微镜和Philips CM200透射电镜上观察显微组织。
2)采用CrKα射线法分别测定马氏体(211)、(200)及奥氏体(220)、(200)衍射峰,4峰两两组合得到4个残余奥氏体含量值,取其均值,测试参数:电压30 kV;电流6.7 mA。
3)在MTS 810-100 kN电液伺服材料试验机上进行断裂韧性(KIC)测试,预制疲劳裂纹参数:最后阶段最大应力强度因子Kfmax=9.50 MPa·m1/2;试验频率f=10 Hz;最后阶段应力强度因子幅ΔK=8.55 MPa·m1/2;试验波形为正弦波;循环次数N=140 000~200 000。载荷-位移曲线及各试样裂纹长度的测量及计算均参照GB/T 4161—2007《金属材料 平面应变断裂韧度KIC试验方法》。
2 试验结果与分析
2.1 热处理工艺对显微组织的影响
为考察淬火温度对Cr4Mo4V钢中显微组织的影响,选取淬火加热温度范围为1 070 ℃~1 100 ℃。由于该钢的导热性较差,因此应以较小的加热速度进行加热,并进行两段保温预热,以减少热应力和缩短淬火温度下的保温时间,从而防止热裂产生。具体热处理工艺见表1,其显微组织和TEM形貌分别如图1和图2所示。

表1 Cr4Mo4V钢热处理工艺及硬度

图1 不同热处理后Cr4Mo4V钢的显微组织(5 000×)
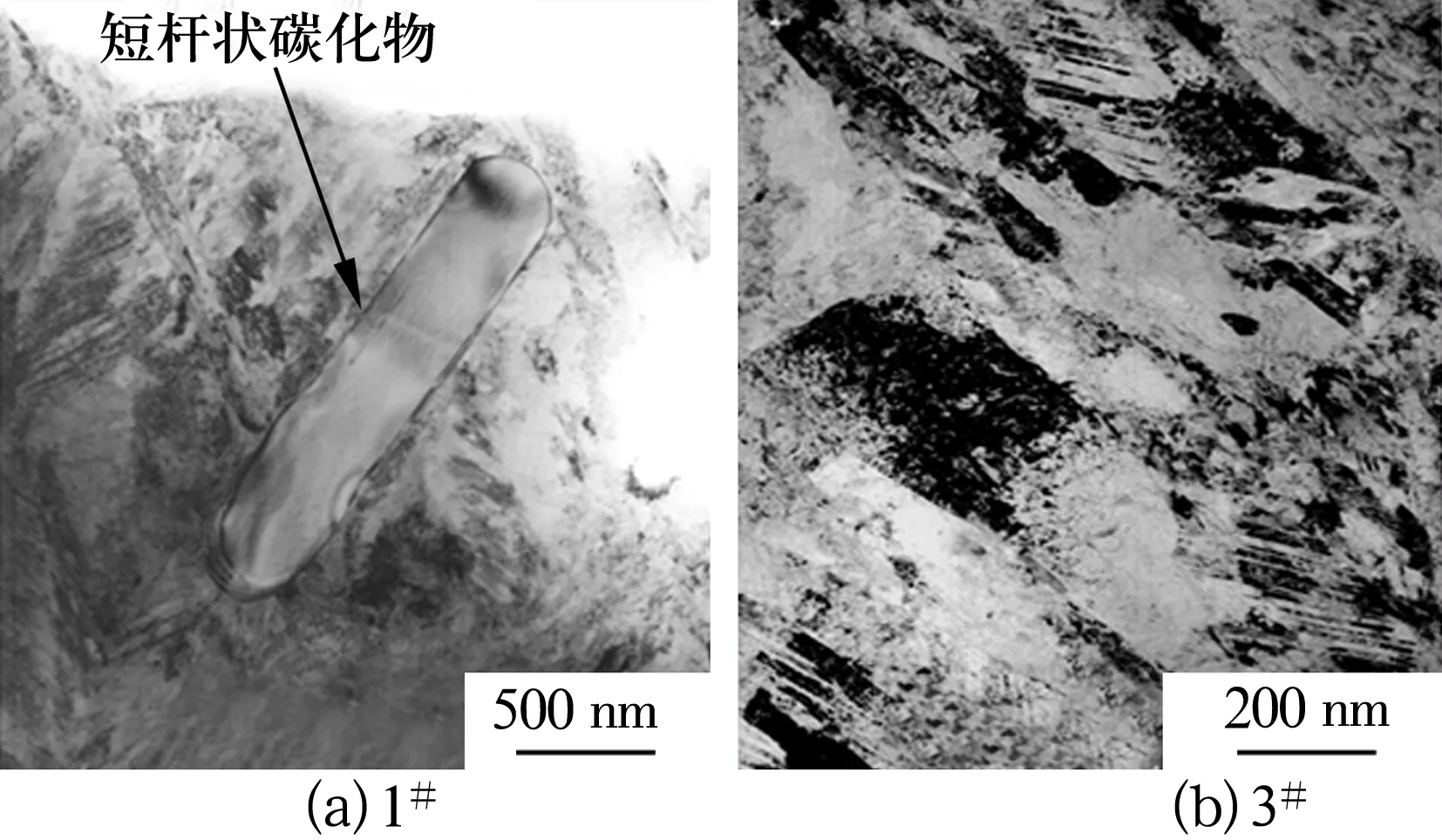
图2 不同热处理后Cr4Mo4V钢的TEM微观形貌
由图1可知,经不同热处理工艺处理后,Cr4Mo4V钢的显微组织均为回火马氏体+碳化物(一次碳化物、剩余碳化物及析出碳化物)+少量残余奥氏体,淬火温度越高,马氏体越粗大。
由图2可知,1#试样中有一些短杆状碳化物,3#试样中淬回火后组织为孪晶马氏体和板条马氏体的混合组织,这是由于1#试样的淬火温度(1 070 ℃)低于3#试样(1 090 ℃),导致存在较多未溶碳化物。
2.2 热处理工艺对残余奥氏体含量的影响
为研究不同热处理工艺对Cr4Mo4V钢中残余奥氏体影响,对Cr4Mo4V钢淬火后增加冷处理工序,不同热处理工艺后Cr4Mo4V钢中残余奥氏体含量测试值见表2。Cr4Mo4V钢试样热处理后奥氏体(220)和(200)X射线衍射图如图3所示。

表2 Cr4Mo4V钢中残余奥氏体含量测试值
由表2和图3可以看出,随淬火温度升高,Cr4Mo4V钢中残余奥氏体含量增加。由于该轴承钢在高温使用过程中残余奥氏体易发生转变,导致体积变化,影响钢的尺寸,因此,降低残余奥氏体含量,可保证其制品尺寸稳定性,提高零件使用寿命和可靠性。

图3 不同热处理后CrMo4V钢中奥氏体(220,上)和(200,下)的X射线衍射图
2.3 热处理工艺对断裂韧性的影响
不同热处理工艺后Cr4Mo4V钢的断裂韧性(KIC)测试结果见表3。
由表3可知,试样的KIC值随淬火温度升高而减小。由于淬火温度升高,马氏体中固溶碳量增加,马氏体较粗大,亚结构中孪晶数量增加,脆性增大。4#试样的淬火温度最高,但其断裂韧性值并非最小,这是因为其显微组织中存在更多残余奥氏体,使其脆性有所降低[6]。4种热处理工艺后试样的KIC均较低,其脆性特征较明显。
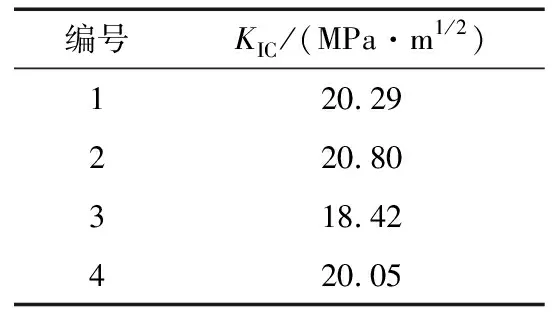
表3 断裂韧性(KIC)测试结果
3 结论
1)Cr4Mo4V钢经不同热处理工艺处理后,其显微组织均为回火马氏体+碳化物(一次碳化物、剩余碳化物及析出碳化物)+少量残余奥氏体,淬火温度越高,马氏体越粗大。
2)Cr4Mo4V钢中残余奥氏体含量随淬火温度的升高而增加;淬火温度相同时,在回火前增加冷处理工序,可有效降低残余奥氏体含量,以提高尺寸稳定性。
3)Cr4Mo4V钢断裂韧性KIC值随淬火温度的升高而降低;但淬火温度在1 100 ℃时,由于残余奥氏体数量增多,其脆性又有所减小。
4)Cr4Mo4V钢较优的热处理工艺为660 ℃×30 min→850 ℃×40 min→1 070 ℃×55 min+540 ℃×120 min(3次)。
猜你喜欢
上海金属(2022年6期)2022-11-25 12:24:20
山东冶金(2022年1期)2022-04-19 13:40:20
装备制造技术(2020年1期)2020-12-25 05:18:00
铝加工(2020年6期)2020-12-20 14:08:41
中国海上油气(2019年5期)2019-10-24 03:41:08
模具制造(2019年3期)2019-06-06 02:11:04
上海金属(2016年4期)2016-11-23 05:38:50
上海金属(2016年1期)2016-11-23 05:17:24
设备管理与维修(2016年7期)2016-04-23 06:51:38
焊接(2016年7期)2016-02-27 13:05:05
