浅谈丙酮的回收
2015-07-21 05:35黄文娟
江西化工 2015年5期
黄文娟
(江西国药有限责任公司)
浅谈丙酮的回收
黄文娟
(江西国药有限责任公司)
对丙酮回收的改进可以大大降低生产成本,提高企业的经济效益,同时还能减轻对环境的污染。
丙酮 加热 采出 回流
1 前言
在生产盐酸洁霉素过程中,需用大量的有机溶媒,其中丙酮耗用量很大,为了降低生产成本,提高经济效益,减轻对环境的污染,需对丙酮进行回收套用,并回收残留液中的盐酸洁霉素。
2 丙酮的回收
丙酮母液含丙酮90%,水10%,pH值在4.0~5.0之间,盐酸洁霉素含量在2000~3000单位/ml,废液透明,呈浅黄色。
在常压下,丙酮—水二元系统是不形成共沸的,丙酮的沸点是56.53℃,水的沸点是100℃,所以把丙酮母液加热到56℃~57℃就可以把丙酮和水分离,考虑到丙酮母液中盐酸洁霉素的存在,在精馏回收丙酮后还要再从残留液中回收它,因此,本装置采取直接加料于丙酮回收塔釜中,塔釜内温度控制在:56℃~60℃之间,这样不仅大量的盐酸洁霉素都被保存在残留液中,而且残留液中丙酮含量也可达到要求。
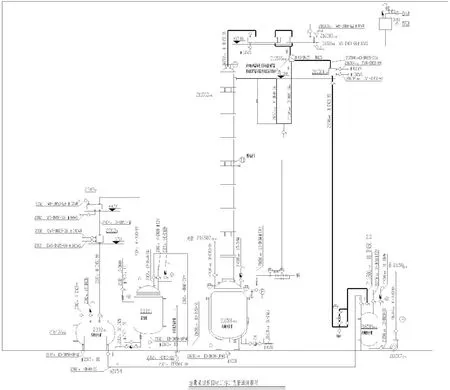
图1 丙酮回收工艺流程图
原来的丙酮回收是靠操作工手动操作人为控制,手动开关蒸汽阀门很难控制加热塔釜的温度,造成丙酮消耗高,处理量较小,塔液泛滥,产出的丙酮含水量时高时低,丙酮回收质量不稳定,产品质量很难达到生产工艺的要求,所以迫切需对现有的丙酮回收装置进行自动控制技术改造,改造后的工艺流程如图1所示。
现在对丙酮的回收进行了自控改造,使用自控仪表和计量仪表对蒸汽流量、出料(成品)流量、回流比控制、塔顶温度、塔中温度、塔釜温度、塔釜压力等参数实现自动控制、在线显示及记录等要求,对丙酮母液进行精馏精确地控制工艺参数,先将预处理液丙酮母液通过真空泵输送到精馏塔釜中,通过蒸汽流量和塔中温度连锁控制加热母液,使塔中温度控制在(57±0.5)℃左右,塔顶温度控制在(56±0.5)℃左右,到56℃后丙酮汽化,一部分由塔顶精馏出产品,一部分回收介质从塔顶往下回流经塔板时,产生热交换,进一步脱水,回流比控制在3:3,最后达到母液(含水丙酮)最大处理量为≥1m3/h,塔顶成品丙酮含量≥99.0%,并减轻了工人的劳动强度。
由于丙酮是易燃易爆产品,为了安全现场都是选用防爆产品。
蒸汽流量现场选用的是LUGB-50防爆智能涡街流量计,该流量计带24V馈电,(4~20)mA输出,除现场显示外,还输出电流信号到操作室的SWP-ASR116多路无纸记录仪和SWP-D805PID控制仪,根据实践摸索我们把蒸汽流量控制在320Kg/h左右,该PID控制仪根据设定的蒸汽流量控制值自动运算输出电流信号输入到智能操作器。
塔内温度是由蒸汽输入塔釜夹套加热控制,我们选取了塔釜温度、塔中温度、塔顶温度进行监测,选用了防爆Pt100铂电阻作为测温元件,选用了多路无纸记录仪进行显示,正常温度控制在(56~60)℃。塔中温度信号除用于显示外还输入到WP-D835智能操作器,塔中温度设定控制在(57±0.5)℃左右,蒸汽流量控制输出的电流信号和塔中温度控制输出的电流信号串联,两路信号联锁控制智能操作器运算输出(4~20)mA电流信号,该电流信号控制调节现场的防爆电动调节阀开关蒸汽的大小使塔中温度稳定在57℃左右。联锁自控接线图如图2。图中的SWP-7060是操作端隔离式安全栅,因为要防火防爆。
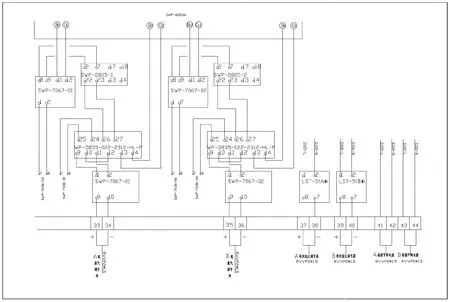
图2 丙酮回收联锁自控接线图
回流比控制选用了LST-5回流比例控制仪,该控制仪带24V输出,可控制回流管道上的外回流头(24V,防爆),比例控制根据实践摸索为3:3,3秒钟采出成品,3秒钟回流。
开启真空泵打母液到丙酮回收塔釜内,观察液位达到回收塔容积的75%左右,停止进料。开启仪表柜上的智能操作器、PID调节器和回流比控制器的旋钮开关通电,这时蒸汽调节阀自动打开,达到PID设定的蒸汽流量,开始加热,塔釜的温度缓慢上升,随后塔中温度快速上升,最后塔顶温度快速上升。塔顶温度会达到56℃左右,塔中温度达到57℃左右。稳定十分钟,这时候开始有回流和采出,蒸汽流量设定值320Kg/h,塔中温度设定值(57±0.5)℃,回流比设定值3:3,塔顶温度56℃左右,塔釜温度60℃左右,夹套压力(蒸汽)0.3MPa,开始出料700L/h,后期出料(500-600)L/h,母液(含水丙酮)最大处理量为≥1m3/h,塔顶成品(丙酮)含量≥99.0%。
等所有母液做完后,塔内温度超过60度后,塔顶出料也就不合格了。这时蒸汽调节阀自动关闭。手动开启调节阀的旁通阀,将塔中塔顶的物料加热到接近100度后,将塔釜内的废水转到车间的蒸馏釜内,塔顶料转入到母液罐中。
3 成效
丙酮的回收并加以循环使用,降低了生产成本,提高了经济效益,也是环保的基本要求,现在改造后丙酮的回收率比常规精馏高,而且提高了丙酮产品的质量,减少了对环境的污染,相应地降低了生产成本,降低了环保处理费用,因而实现了经济、环境和社会效益的三统一。
猜你喜欢
红领巾·萌芽(2019年3期)2019-04-18
红领巾·萌芽(2019年2期)2019-04-18
西南石油大学学报(自然科学版)(2018年5期)2018-11-06
西南石油大学学报(自然科学版)(2018年5期)2018-11-06
西南石油大学学报(自然科学版)(2016年6期)2017-01-15
焊接(2016年10期)2016-02-27
中学数学杂志(2016年1期)2016-02-16
纯碱工业(2014年2期)2014-12-03
中国氯碱(2014年11期)2014-02-28
河南科技(2014年15期)2014-02-27