奥氏体不锈钢高精度小孔的加工
2015-07-12 17:16白洁
新技术新工艺 2015年3期
白 洁
(中国船舶重工集团公司第七一三研究所,河南 郑州 450015)
奥氏体不锈钢高精度小孔的加工
白 洁
(中国船舶重工集团公司第七一三研究所,河南 郑州 450015)

高精度;小孔;奥氏体不锈钢;数控加工
1 结构工艺性分析
该零件材料为1Cr18Ni9Ti,为锻件毛坯,零件结构如图1所示。
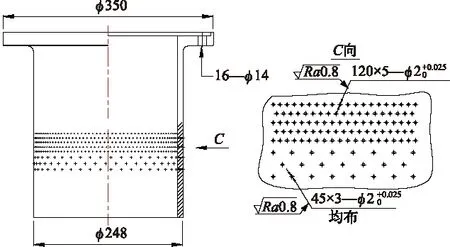
图1 零件结构示意图
1Cr18Ni9Ti是一种具有良好塑性和韧度的奥氏体不锈钢,切削时不容易断屑,但导热性能差,易产生粘刀现象,既影响表面粗糙度,也影响排屑。需加工的小孔直径只有2 mm,所用的刀具直径小,不易刃磨,刚度差,加工时切削力控制不好就容易折断,从而造成整个零件的报废;同时,由于是在圆周表面钻孔,钻头不易定心,易引偏钻头而产生折断。小孔位置度容易受分度误差的影响。
2 设备、工装及刀具的选择
一开始在摇臂钻床上用分度头手摇加工,这种方法不但效率低,而且孔的位置度、尺寸精度和表面粗糙度均较难保证。后来采用本单位1台Heckert CW630卧式加工中心进行加工,该设备刚度好,重复定位精度高(可达0.01 mm),工作行程与所加工零件尺寸匹配。B轴工作台为分度盘结构,自动定位整数分度(最小为1°)。
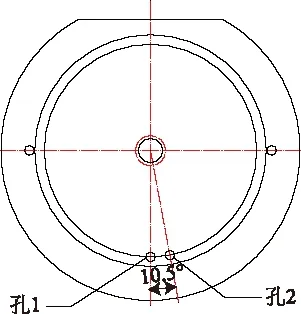
图2 工装示意图
零件同一排圆周上分布着120个孔,是整数分度,但相邻一排孔与该排孔交错分布,必定出现1.5°分度,而机床只能整数分度,为此设计了1个分度用工装,如图2所示。利用零件法兰处的16-φ14孔作为定位孔,在分度盘上钻出2-φ14夹角为10.5°的2个孔。利用孔1和孔2的交替使用,即可实现圆周上1.5°的分度。
加工1Cr18Ni9Ti时一般选用高速钢刀具进行切削,由于加工精度要求较高,经过多次对比试验,采用中心钻预钻→麻花钻钻孔→铰刀铰孔的方法加工小孔[1],并用乳化液进行冷却。
3 钻头角度和数控程序的优化
实际加工过程中,刀具容易出现磨损和折断,结合加工情况分析其原因发现,在充分冷却和使用推荐切削参数的情况下,切削力突变是钻头磨损及折断的主要原因。如图3所示,由于1Cr18Ni9Ti的材料性质决定了钻头在将要钻通时会形成薄薄的韧度较好的硬化皮,硬化皮随钻头穿透工件从而跟着移动,直到其失去强度突然撕裂,而钻头肩处此时会形成A、B 2个小区,硬化皮撕裂的瞬间,钻头轴向力骤然减小,而此时钻肩处受圆柱内壁曲率影响会形成一断续切削区,随着钻头轴向力的突然释放,会产生一个向前的“弹性伸长”,使钻头吃刀突然加大,钻头受力不均而引起折断[2]。
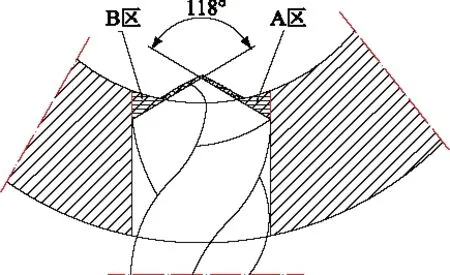
图3 钻头加工示意图
通过上述分析,改进了加工工艺,首先,将钻头顶角由118°修磨成125°左右,缩短了主切削刃的长度,以改善刀刃的切削受力状况[3];其次,在程序设计方面,优化程序结构及走刀速度,使钻头在从将要钻通到完全钻通这一过程中形成一个减速进给运动,并使钻头及时退屑和冷却。程序运行的流程框图如图4所示。
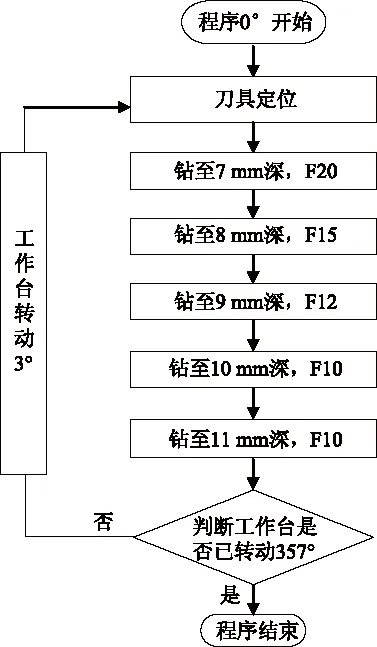
图4 程序流程框图
优化后的程序代码如下。
%MPF
N0300 R911=-3 R912=357
N0305 R911= R911+3
N0310 G B= R911
N0315 G X0 Y-110
N0320 Z5
R0=1 R1=2 R2=-6 R3=-7 R4=1 R5=1 R10=5 R11=0-3 L83 P1F20.
R0=1 R1=2 R2=-7 R3=-8 R4=1 R5=1 R10=5 R11=0-3 L83 P1F15.
R0=1 R1=2 R2=-8 R3=-9 R4=1 R5=1 R10=5 R11=0-3 L83 P1F12.
R0=1 R1=2 R2=-9 R3=-10 R4=1 R5=1 R10=5 R11=0-3 L83 P1F10.
R0=1 R1=2 R2=-10 R3=-11 R4=1 R5=1 R10=5 R11=0-3 L83 P1F10.
N0345 @121 R911 R912 K-305
N0350 G Z200
N0355 M30
修改后,使接近钻透时沿轴向进给量随孔深逐渐递减,从而将切削力突变对钻头的影响因素减到最小。
4 结语
[1] 蔡复之,杨俊功.实用数控加工技术[M].北京:兵器工业出版社,1995.
[2] 许香谷,肖诗纲.金属切削原理与刀具[M].重庆:重庆大学出版社,1994.
[3] 任兆应,张维纪.实用钻孔技术[M].北京:金盾出版社,1997.
责任编辑李思文
MenufacureofHighPrecisionLittleHolesofAusteniticStainlessSteel
BAI Jie
(The 713thInstitute, China Shipbuilding Industry Corporation, Zhengzhou 450015, China)
high precision, little holes, austenitic stainless steel, NC manufacturing
TG 44
:A
白洁(1971-),男,硕士,主要从事机械制造工艺和生产管理等方面的研究。
2014-12-26
猜你喜欢
中学生数理化·八年级物理人教版(2019年10期)2019-11-25
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
小猕猴学习画刊(2017年3期)2017-07-19
天津科技大学学报(2015年6期)2015-04-16
制造技术与机床(2015年10期)2015-04-09
组合机床与自动化加工技术(2014年12期)2014-03-01