
HMI设备在汽车发动机生产线中的应用
2015-07-11 07:43卢立军段明皞
制造业自动化 2015年14期
张 希,高 挺,许 静,卢立军,段明皞
(北京机械工业自动化研究所,北京 100120)
0 引言
众所周知发动机是汽车的心脏,为汽车的行走提供动力,而一条先进的生产线需要适应各种工艺的调整,这就需要发动机生产线具有调整工艺简便、易操作的特点。庞大的发动机生产线有工位多、一致性高的特点,我们可以根据这一特点,利用上位计算机下达给各个工位的工作任务,本地PLC接收并执行任务,实现简便快速的调整工艺。
目前有的生产线采用本地计算机接收上线计算机的任务后,然后下达给本地PLC的工作模式,两台计算机虽然交互简单,但对两台计算机之间的网络稳定性和实时性要求较高,并且本地计算机下达给本地PLC 任务时,交互方式较为繁琐。
而采用本地HMI替代本地计算机,通过上线计算机下达任务到数据载码体,本地HMI配置工作内容的方式即解决了网络任务重、计算机与PLC交互繁琐的问题,又能高效利用HMI设备。我单位已为某汽车发动机生产线的设计已采用了这种方式,这种模式也是日后生产线的发展趋势。
1 总体设计
HMI设备任务配置的设计分两部分,硬件部分和软件部分。
硬件部分:
一台柜内PLC,负责控制设备和执行任务;
一台HMI设备;
一个数据读写头;
如图1所示为硬件构成。
软件部分:
上线计算机根据工艺将编制好的每个工位的工作任务下载到数据载码体中;
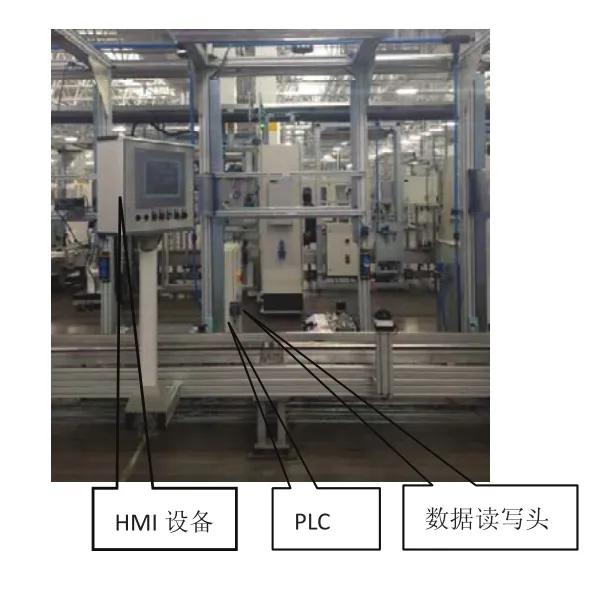
图1 硬件构成
本地HMI上根据工艺配置好需要工作的内容;
已被写入任务的数据载码体随着托盘移动到工位;
PLC根据HMI传达的任务地址,到指定位置读取本工位任务;
获取任务后,调用与任务相关的工作程序。
工作过程如图2所示。
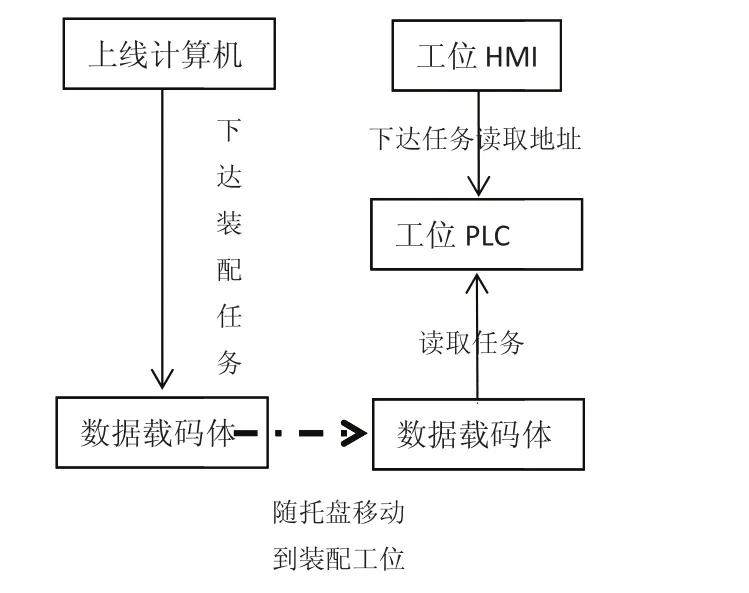
图2 工作过程图
2 HMI设备部分
人机界面(Human Machine Interface)又称人机接口,简称为HMI。从广义上说,HMI泛指计算机(包括PLC)与操作人员交换信息的设备。在控制领域,HMI一般特指用于操作人员与控制系统之间进行对话和相互作用的专用设备。
HMI设备在编程时已经预制了整条生产线的全部任务,使用者只需要选择本工位的工作任务即可,如图3所示。

图3 任务配置界面
在本地HMI设备上预设与任务计算机一样的工作内容,载有任务的托盘到达工位后,PLC根据HMI上预设的OP号弹出所对应的操作界面,并且该工序的背景颜色变为黄色,表示当前OP等待操作。
同时PLC根据HMI上预设的OP号到数据载码体中对应的位置读取需要工作的具体内容,并显示出读取完成后的具体工作内容,例如拧紧螺栓需要的程序号、通道号、数量等,如图4所示。

图4 详细任务界面
读出每一个操作任务包含的详细信息后,PLC调用任务程序,启动设备进行工作。
工作完成后,OP状态根据完成结果显示不同的颜色,合格显示绿色,不合格显示红色。
所有的任务操作界面基本一致,只是根据不同的操作任务切换不同的零件指示图片,使用者更加方便理解和快速掌握使用方法。
需要调整工艺时,在图3的界面更改本工位需要工作的操作OP,修改OP所在数据载码体的存储地址。
3 结束语
通过使用HMI设备既实现了人机界面可视化,又充当的本地任务读取计算机,为客户节约了成本,简化了流程,使现场施工更为简便,省去了本地PLC编程人员与计算机编程人员的工作量,操作者使用更简单,系统维护更方便,系统更加的稳定。
[1] 廖常初,陈晓东.西门子人机界面(触摸屏)组态与应用技术[M].机械工业出版社,2006.
猜你喜欢
设备管理与维修(2022年17期)2022-09-27
今日农业(2021年13期)2021-11-26
汽车工艺师(2021年7期)2021-07-30
电子乐园·下旬刊(2021年3期)2021-02-08
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
汽车文摘(2019年3期)2019-03-04
电子技术与软件工程(2017年19期)2017-11-09
汽车实用技术(2015年8期)2015-12-26
杭州(2015年9期)2015-12-21
