
套边工艺制版解决烟包凹印迎刀浅色杠
2015-07-09 11:23朱建鹏
印刷技术·包装装潢 2015年4期
朱建鹏
近期,我公司在生产“白沙(精品)”烟包过程中遇到一个问题:“白沙古井”文字周围的绿色印刷色块出现细微的浅色杠(如图1所示),即迎刀浅色杠。为尽快解决迎刀浅色杠,确保烟包产品质量,我公司立即展开了相关的工艺改进项目。
经过详细分析,笔者认为迎刀浅色杠的产生原因是:在印刷过程中,刮刀由非图文部分进入图文部分的瞬间,刮刀的刮墨力度加强,此时在印品迎刀处容易出现干版、浅色杠问题。
依据以往的生产经验,笔者认为解决迎刀浅色杠需要提高油墨黏度,但提高油墨黏度又要面临干版问题。如果对二者进行同步调整,必须将印版的网穴加深,以保证油墨黏度提高的同时避免干版问题的出现。按照这个思路,笔者便进行了如下工艺改进。
第一次改进:调整制版工艺
经过与制版公司技术人员的交流,笔者了解到制版工艺一直未作改动,也没有印刷企业提出过改进意见。为确保印版工艺的稳定性及产品质量,笔者与制版公司进行沟通后,决定将现有制版工艺的雕刻针角度由原先的120°改为115°,将网穴加深5μm左右。
改进制版工艺之后,笔者在博斯特820凹印机上进行了生产验证,绿色油墨的黏度为17s(2#察恩杯),印品的干版问题得以改善,但仍会出现迎刀浅色杠,而且油墨的流平性较以前差,这说明网穴深度不能再加深了。下一步,笔者考虑增加套边工艺或改用精雕机来加工印版,以彻底解决迎刀浅色杠问题。
第二次改进:使用精雕机加工印版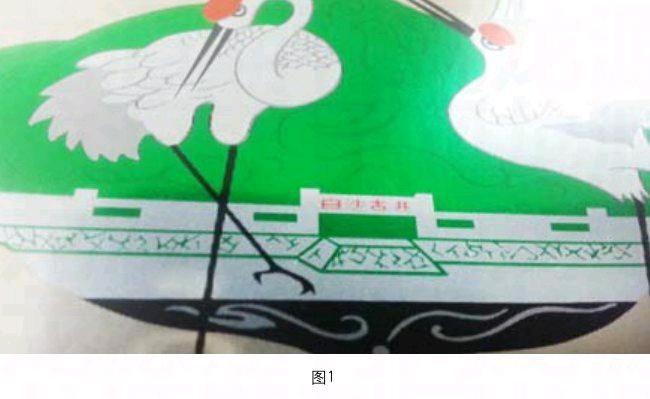
笔者再次与制版公司技术人员进行交流沟通,了解到制版公司新购买了精雕机,而精雕机在处理印版图文边缘方面比现在的雕版机雕刻出的图文边缘更加精细。于是,笔者决定使用精雕机加工印版,先打3种方案的小样检查效果,印刷样品效果如图2所示。
通过对3种方案的样张进行比对,笔者最终确定精雕机85线/厘米小样的印刷效果较好,印刷图案迎刀面的油墨流平好。
对于这一步工艺改进,笔者进行了生产验证,绿色油墨的黏度为19s(2#察恩杯),迎刀浅色杠现象得以好转,但印品迎刀面却出现了干版问题。笔者将绿色油墨的黏度降低至17s,此时墨层竟出现不匀的现象,且迎刀浅色杠再次出现。可见,使用精雕机加工印版并不能彻底解决问题,反而会导致新问题的出现,打样与实际印刷效果的差异较大,如图3所示实际印刷样中迎刀面仍然会出现浅色杠。
经过两次工艺改进,笔者发现迎刀的弧面绿色印刷色块无浅色杠问题,平行于刮刀的绿色印刷色块浅色杠问题较为明显,这是因为迎刀处的网穴密而小,从而造成纸张的上墨量较少。
第三次改进:采用套边工艺制版
笔者决定再改成最初的制版工艺,同时要求制版公司采用套边工艺制版,将迎刀处的网穴加深,并单独进行雕刻制版。
改进后的印版被安排生产验证,绿色油墨的黏度为18s(2#察恩杯),以150m/min的印刷速度进行生产,结果迎刀浅色杠消失,且迎刀面未出现干版问题(如图4),工艺改进成功。随后便通知制版公司,“白沙(精品)”烟包绿版后期备版按套边工艺制版。
采用套边工艺制版解决了迎刀浅色杠、干版问题,改善了烟包质量,提高了印版的耐印率和生产效率,保障烟包生产的顺畅和高效。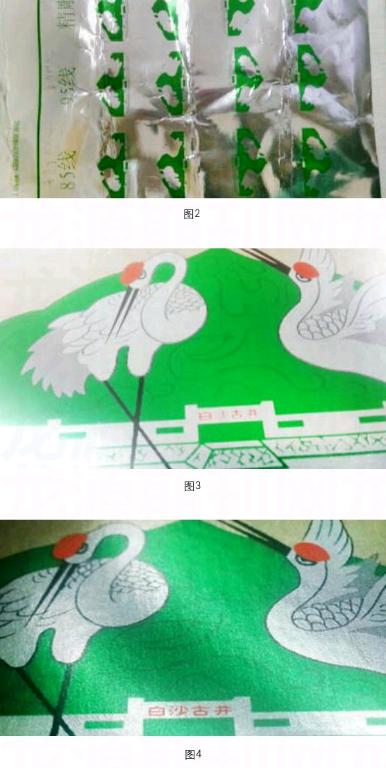 endprint
endprint
猜你喜欢
小资CHIC!ELEGANCE(2021年25期)2021-07-29
小天使·四年级语数英综合(2021年4期)2021-05-10
印刷工业(2020年5期)2020-03-29
设备管理与维修(2019年17期)2019-10-26
设备管理与维修(2019年9期)2019-09-12
新教育时代·教师版(2019年45期)2019-02-07
中国机电工业(2017年5期)2017-12-09
时尚北京(2017年4期)2017-05-02
中国教育技术装备(2015年10期)2015-03-01
制造技术与机床(2014年5期)2014-04-27
