
基于 SYSWELD 的焊接工艺参数对多道焊焊接残余应力的影响
2015-07-07 07:06马思群聂春戈
制造业自动化 2015年7期
苍 松,马思群,金 辉,聂春戈
(1.辽宁轨道交通职业学院 铁道工程系,沈阳 110027;2.大连交通大学 交通运输工程学院,大连 116028)
0 引言
目前,高速动车组普遍采用铝合金车体,由轻型铝合金挤压型材纵向焊接而成一个整体承载筒形结构。而在焊接过程中,由于焊件的加热和冷却不均匀导致焊缝各点的热循环曲线不同,由此会产生了焊接残余应力。
研究铝合金车体的焊接应力产生规律,不但可以指导焊接生产过程的焊接应力控制措施,更可以通过对焊接应力的定量研究,保证安全可靠性。从目前的研究来看,影响焊接残余应力产生的主要因素有三方面:一是材料的影响;二是热源的影响;三是焊接工艺参数的影响;其中焊接工艺参数(焊接速度和热度等)的影响起重要作用。正因如此,采取有效措施,如通过改进焊接工艺,降低焊接构件的残余拉应,进而提高产品的焊接质量,一直是复杂装备产品制造过程中追求的目标。我国在焊接应力研究工作主要开展于20世纪80年代初,西安交通大学在单面焊终端裂纹的力学机制和焊接过程力学行为的数值模拟等进行了研究[1,2]。上海交通大学在焊接力学模拟方面进行了大量研究工作,研制了适合于各种焊接热输入条件下的焊接传热有限元分析方法和相应的计算机程序,解决了“震荡”等问题,提高了计算精度[3~5]。本文基于SYSWELD专业焊接软件对某型高速动车组铝合金中间车KK端中T型焊接接头进行数值仿真,分析了不同焊接预热温度、不同多道焊焊接速度对T型焊接接头残余应力的影响,有一定的实际意义。
1 热源校核
建立热源的步骤为建立网格,加载材料数据库,定义工艺过程参数,求解检查结果和保存热源。本文采用双椭球热源模型,双椭球热源模型一般适用于手工电弧焊、MIG、MAG等焊接方法。施焊过程中,热源沿着焊缝向前移动,由于焊接速度的影响,电弧前后两部分能量分布是不对称的,电弧后部的能量大于电弧前部的能量。双椭球热源模型将热源分为前后两个1/4椭球体,如图1所示[6]。

图1 双椭球热源模型
af、ar、bh和ch为热源参数,bh影响熔宽,ch影响熔深,这些参数的确定需要一定的经验同时也是非常耗时。假设ff、fr为前后椭球的热量输入,利用双椭球式可以得出前后椭球的热流分布为[x]:

前半部分的热输入为:

对于后半部分同理为:

由于:

所以:

第一道焊热源模型的焊接速度为17.6mm/s,电流210A,电压23.6V,效率为0.7,能量为3469.2J;第二道焊热源模型的焊接速度为8.8mm/s,电流为200A,电压为23.5V,效率为0.7,能量为3290J。利用双椭球热源模型校核热源所得到的温度场如图2所示。

图2 热源校核温度场云图
2 焊接残余应力结果与分析
焊接接头包括熔合区和热影响区两部分金属。在焊缝区最高温度可达材料沸点,而离开热源温度急剧下降至室温。而焊缝金属是由熔池中的液态金属迅速冷却、凝固结晶而成。焊接热应力产生正由于不均匀的热输入,所以正确的模拟焊接过程中的温度场是得出残余应力的前提条件。
为了观察残余应力的分布情况,选取两条关键路径Line1和Line2,Line1为焊缝中心表面上一条直线Line2为垂直于焊缝且通过焊缝中心点的一条线。如图2所示。分别导出每条路径上不同点的横向残余应力与纵向残余应力分布。

图3 模型上所选取路径Line1和Line2
为了研究焊接速度和预热温度对于焊接模拟的影响,本次研究的T型接头焊接速度和温度由如下方案构成:
1)焊接速度改变对残余应力的影响
在预热温度(100℃)确定的情况下,改变焊接速度,分别为第一焊接速度V1(第一道焊接速度15.84mm/s,第二道焊接速度为7.92mm/s),第二焊接速度V2(第一道焊接速度17.6mm/s,第二道焊接速度为8.8mm/s),第三焊接速度V3(第一道焊接速度19.36mm/s,第二道焊接速度为9.68mm/s)。
分别从垂直焊缝的Line1路径与沿焊缝方向的路径Line2进行横、纵向的分析。如图4所示。
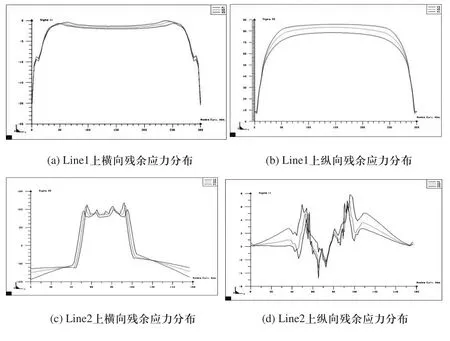
图4 焊接速度改变对残余应力的影响
由图4(a)所示,路径Line1沿焊缝方向横向焊接残余应力在第一焊接速度V1时最小,第二道焊接速度V2时其次,第三焊接速度V3时最大。沿焊缝方向纵向焊接残余应力图4(b)在第一焊接速度V1时最小,在第二道焊接速度V2时其次,在第三焊接速度V3时最大。Line2的试验结果与Line1相同,如图4(c)和3(d)所示。
2)预热温度改变对残余应力的影响
为了研究预热温度对焊接残余应力的影响,在焊接速度(第一道焊17.6mm/s,第二道焊8.8mm/s)确定的情况下,改变预热温度,分别为:T1(20℃),T2(100℃)和T3(180℃)。
通过对模型重新加载、计算,计算结果由图5所示,沿焊缝方向及垂直焊缝方向横向焊接残余应力在预热温度T1时最大,T2其次,T3时最小。沿焊缝方向及垂直焊缝方向纵向焊接残余应力在预热温度为T1时最大,T2时其次,V3时最小。
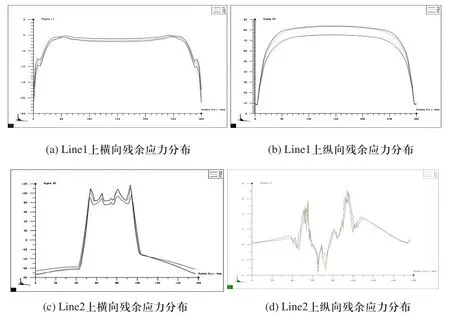
图5 预热温度改变对残余应力的影响
从以上的分析结果来看,预热能够有效的降低焊接残余应力,这是由于焊接过程中是局部迅速加热的,焊缝区域温度梯度较大,如果采用焊前预热的方式就能减缓焊接区域的激热,减小焊缝处的温度梯度,从而降低了焊接残余应力。但是也并非预热温度越高对结构越有利,已有的研究表明:铝合金材料在高温下,性能和热处理状态会受到不利的影响,同时会降低其抗腐蚀开裂的能力及抗拉强度[7]。
3 结论
本文使用焊接模拟软件SYSWELD,针对不同焊接速度和预热温度下的T型接头焊接多道焊进行了数值模拟仿真得出结论:
1)对比三种多道焊速度方案,计算得到T型焊缝焊接残余应力,结果表明:在给定的预热温度前提下,在一定范围内减小焊接速度,可降低焊缝残余应力。
2)对比三种多道焊预热温度方案,结算结果表明:在一定范围内,只改变焊接预热温度,会改变焊接残余应力的值,预热温度越高,焊接残余应力会有效的降低,但是不越高越好。
[1]唐慕尧,丁士亮,等.焊接过程力学行为的数值研究方法研究[M].焊接学报.1988,9(3):123-133.
[2]唐慕尧,楼志文,等.单面焊时终端裂纹的研究[J].焊接学报.1986,7(3):123-132.
[3]李永军,孙丙河,等.CRH3型动车组铝合金车体总组成焊接系统[J].大连交通大学学报,2009,30(2):106-108.
[4]汪建华.焊接数值模拟技术及其应用[J].上海交通大学出版社,2003.
[5]薛华.高速列车用A6N01S和A7N01S铝合金焊接接头疲劳裂纹扩展速率研究[D].天津:天津大学,2007.
[6]宋天民.焊接残余应力的产生与消除[M].北京:中国石化出版社,2010:54-60.
[7]李永强,赵熹华,赵贺,等.预热温度对铝合金搭接激光焊焊缝成形及组织的影响[J].吉林大学学报.2008,38(5):93-96.
猜你喜欢
导航定位学报(2022年2期)2022-04-11
智能制造(2021年4期)2021-11-04
建材发展导向(2021年9期)2021-07-16
煤气与热力(2021年3期)2021-06-09
舰船科学技术(2021年12期)2021-03-29
煤气与热力(2021年2期)2021-03-19
装备制造技术(2020年2期)2020-12-14
制造技术与机床(2017年9期)2017-11-27
北京航空航天大学学报(2017年3期)2017-11-23
电子制作(2017年19期)2017-02-02
