浅述压力容器生产中焊接技术的应用与完善
2015-07-04 04:58:52白栗护
信息周刊 2015年4期
白栗护
【摘 要】焊接技术的创新与进步不仅对压力容器在各领域的运用有着重要影响,而且对环境保护及社会发展也有重要意义。因此,要不断开发与研究新的焊接技术,逐渐改进现有技术弊端,促使焊接技术获得新发展,使压力容器、锅炉与管道得到更广泛的应用。本文对压力容器生产中的焊接技术进行了详细的分析,然后又对焊接技术未来发展进行了展望,旨在进一步完善焊接技术。
【关键词】压力容器;焊接技术;应用与完善
一、厚壁压力容器焊接技术
目前,压力容器的生产制作逐步向大型化发展,大型压力容器直径可达几米、甚至十几米,壁厚超过200mm,对其焊接接头质量要求很高,常规的焊接方法很难满足质量要求。因过热会使组织成分不均匀,晶粒组织粗大、热影响区韧性低和堆焊层强度降低;开U型或V型坡口的焊接方法,不仅浪费了材料、能源、人力物力和时间,更重的是难于得到合格的接头;焊接过程中高空作业,如大型塔器的空中合拢焊缝组焊、大直径容器接管与壳体的焊接;密闭空间焊接,如高压小直径厚壁容器内部焊接、极度危害介质容器的内部返修,常给焊接作业者带来安全隐患,因此急需安全、自动化程度高且高效率的焊接技术。
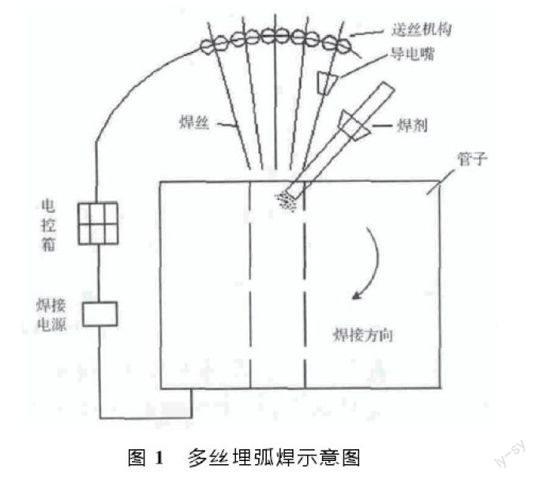
厚壁压力容器传统的焊接技术为单丝埋弧焊和电渣焊,采用窄间隙焊接技术,减小坡口横截面积,从而实现降低焊接热输入。为提高厚壁压力容器的生产效率,在双丝埋弧焊的基础上,近年发展起来的窄间隙多丝埋弧焊采用新型计算机控制的埋弧焊电源可实现3丝、4丝、5丝或6丝串列电弧高速埋弧焊(如图1)。多丝埋弧焊分为多电源串列多丝埋弧焊和单电源多丝埋弧焊。前者是每一根焊丝均有一个独立电源供电,可避免电弧相互干扰和产生磁吹偏;后者是用多根较细的焊丝代替一根较粗的焊丝,以相同的速度通过同一导电嘴向外输出,在焊剂覆盖下熔化,熔敷效率高增加焊接速度。提高大壁厚容器的生产效率,由预热电源将填充焊丝加热到接近熔化状态后,送入埋弧自动焊形成的熔池为热丝埋弧焊,该方法能量消耗小,焊材损失少等优点也具有广泛的应用前景。
近些年随着大功率激光器的发展,厚壁激光自动焊接技术正在发展,但因其设备成本高,随后出现了激光-电弧复合热源焊接技术。压力容器壁厚较大时,常规电弧焊接需要设计特殊的坡口,进行多道焊,在反复的起弧收弧阶段易产生缺陷,激光-电弧复合焊则充分利用电弧焊的桥接能力和激光焊的熔透性,能一次单道焊接成形,减少焊接缺陷,提高焊接效率。这种新型激光复合焊接技术可以取代钨极填丝氩弧焊,大功率激光能够在电弧的熔池中形成小孔,而小孔内充满金属蒸汽,同时激光使电弧的部分保护气体电离产生等离子体,防止气保护焊中出现阴极漂移现象,可以引弧和稳弧。激光-电弧复合焊接与全数字化精确控制的焊接电源配合使用,能对焊接过程精确控制,飞溅极少,焊缝美观。304不锈钢的激光-精確控制电弧的复合热源焊接方法与常规TIG进行焊接接头力学性能对比表明,复合焊焊接热输入小,焊接速度是常规TIG焊的5.5倍;接头性能基本相同,且复合焊强度更高,焊缝性能更稳定。
二、承装腐蚀介质的压力容器焊接技术
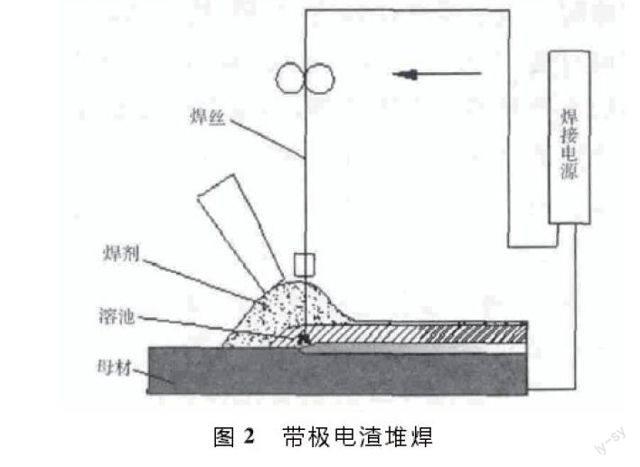
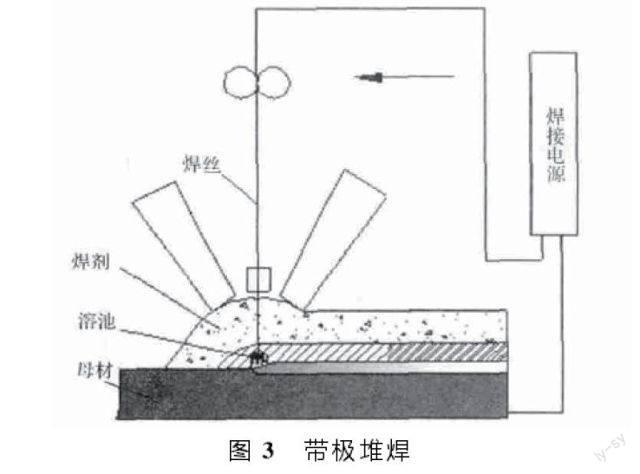
压力容器服役条件有高温和低温,承受内压和外压,内盛入介质有强腐蚀、强辐射,因此对焊接技术有不同的要求。容器全部采用耐腐蚀材料,会增加成本,达不到节约材料的环保新要求,因此只需在接触腐蚀介质的一面堆焊一层耐蚀材料。目前新的堆焊方法为带极电渣堆焊(如图2),与早期使用的带极埋弧堆焊(如图3)相比具有如下优点:熔敷效率高,比埋弧堆焊大约高50%;熔深浅而均匀,稀释率比埋弧堆焊小,单层堆焊即可满足性能要求,同时减少了工作量;堆焊层成形良好,不易有夹渣等缺陷,表面质量优良,平整度好;焊剂只需在焊接方向前面覆盖,而埋弧堆焊在整个焊接区必须覆盖焊剂,单侧加入节省焊剂,且敞开式熔池利于杂质和气体排出,不产生焊接电弧和紫外线。
三、不锈钢复合板压力容器焊接技术
不锈钢复合板是由碳钢或低合金钢为基层,不锈钢为复层,一般采用爆炸法、冷轧法或爆炸冷轧法制成的双金属复合板,它既有不锈钢的耐蚀性能,有具有碳钢和低合金钢低成本的优点,广泛应用于炼油、化工等领域的塔和罐设备材料。
复合板的焊接不同于单一金属的焊接,它是将两种物理性能、化学成分和组织存在较大差异的材料进行焊接。由于两种金属的膨胀系数不同,因此在焊缝附近引起焊接热应力;另外,焊接基层与复层之间的过渡层,会发生碳的迁移,碳由低铬的基层向富铬的不锈钢熔敷金属迁移,不锈钢金属被稀释,形成高硬度的增碳区和低硬度的脱碳区。我国不锈钢复合板的基层焊接工艺较简单,可选用手工电弧焊、埋弧焊、CO2气保护焊;焊接难点是过渡层和复层的焊接,通常选用手工电弧焊、氩弧焊、药芯焊丝气保护焊和带极埋弧焊。
复层多为耐蚀性较好的奥氏体不锈钢,但因其导热系数小,线膨胀系数大,易发生HAZ敏化区的晶间腐蚀和焊接变形。晶间腐蚀是由“晶界贫铬”理论造成的,而铬的碳化物形成是扩散过程,需要一定的时间,因此应减少HAZ敏化区高温停留时间,过渡层采用小电流、快速焊、窄焊道、反极性、多层多道焊接,层间温度控制60℃以下。
过渡层和复层焊接以往均采用手工电弧焊,生产效率低,工人劳动强度大,焊接质量受操作者影响大。不锈钢药芯焊丝CO2焊是一种高效率的焊接方法,热量集中,熔池小,电弧稳定,焊接飞溅小,工艺性好,质量高,易操作,能实现全位置焊接,综合成本小等优点,且药芯焊丝的熔渣有良好的冶金处理作用,可净化焊缝,提高耐腐蚀性能。通过研究表明,
CO2气体对药芯焊丝形成的焊缝没有明显的增碳性。我国从美国引进了球罐药芯焊丝全位置自动焊接技术,焊接熔敷效率高,速度快,改善了焊接条件。TIG焊接技术多作为打底焊道,主要用于焊缝密封性能和力学性能要求高的压力容器。脉冲TIG焊电流调节范围较宽,可调节脉冲参数,精确控制电弧能量的分布,能精确控制熔深体积和形状。
四、焊接技术未来发展展望
未来一段期间内,压力容器的焊接技术发展主要是新钢种焊接工艺的不断完善,焊接接头性能不断提升,焊接材料向自动化的方向发展,特别是药芯焊接产品数量增多。焊接技术实现现代化的标志是焊接装备和焊接工艺的现代化,焊接技术现代化也是确保焊接产品具有较高质量的重要因素。当今时代是技术高速发展的时代,焊接技术需要不断引进高新技术,才能快速实现装备和工艺的现代化,构建焊接专业系统及焊接数据库,帮助焊接生产尽早实现现代化的管理,有效控制整个焊接过程,提升焊接技术水平,提高焊接生产率与质量。
对焊接行业的各个领域来说,焊接质量的提高及焊接成本的降低都需要引起高度重视,企业必须积极开发先进焊接技术,对产品质量实现现代化管理,利用先进监控技术保证产品质量。这也是未来压力容器焊接技术的重要发展方向。
结语
我国压力容器焊接技术有相当一部分已经与世界接轨,厚壁压力容器的焊接新技术不断涌现,压力容器内表面带极电渣堆焊技术是目前国际上先进的堆焊工艺,不锈钢复合钢板的焊接新技术与常规焊接技术相比,焊缝内部探伤一次合格率更高,达90%以上;同时,我们应深刻认识我国焊接技术总体水平与发达国家仍有一定差距,研究将主要集中在以下几方面:实现对更大壁厚的压力容器一次焊透,且焊接技术自动化水平更高;对于承装腐蚀介质需堆焊的压力容器,发展更节约焊接材料的堆焊技术,且焊接材料的种类应更符合环保要求,避免在容器内部作业产生大量烟尘;更多新材料被应用在压力容器制造上,应发展相应的焊接新技术,以适应工业化的进程。
参考文献:
[1]谭坤华,刘鹏,压力容器生产中焊接技术的应用与完善。科技传播,2014(03)
[2]王鑫,姜峰等,浅谈我国钢制压力容器焊接新技术。金属功能材料,2014(10)
[3]冷庆,锅炉、压力容器和管道焊接技术的新发展。科技与企业,2015(01)
猜你喜欢
建材发展导向(2016年6期)2017-01-17 19:25:05
都市家教·下半月(2016年11期)2016-12-29 22:32:16
中国科技纵横(2016年20期)2016-12-28 12:39:31
科学与财富(2016年29期)2016-12-27 16:07:15
科技视界(2016年26期)2016-12-17 16:45:45
科技创新导报(2016年21期)2016-12-17 12:47:39
中国科技纵横(2016年17期)2016-11-30 22:07:57
中国科技博览(2016年22期)2016-11-01 14:22:43
中国科技博览(2016年19期)2016-10-19 12:59:52
科技视界(2016年5期)2016-02-22 13:41:43