钢包循环热状态的研究
2015-07-03 09:37陈跃峰王雨
中国科技纵横 2015年12期
陈跃峰 王雨
【摘 要】本文以攀钢钢包的生产周转过程为研究对象,运用钢包传热模型,对循环过程中钢包的热行为进行模拟,并通过模拟结果分析各因素对钢包热状态及盛钢过程钢水温度变化的影响,得出空包时间和加盖与否对钢水温度的影响最为明显,钢包烘烤时间其次,渣层和包衬工作层厚度对钢水温度的影响不大。本研究为减少钢液温降、降低出钢温度、合理制定钢包温度制度提供了必要的理论支持。
【关键词】钢包热状态 钢水 温度
1 前言
本文通过对攀钢生产过程中钢包、钢水温度变化的实测得到包衬吸热的经验数据[1],运用钢包传热模型,结合理论分析获得系统规律,研究了不同钢包状态对钢水温度变化的影响,为LF炉智能控制技术提供理论支撑。
2 钢包热行为试验分析
收集攀钢钢包周转过程的相关数据,统计出各工序的耗时和相应的钢水温度变化参数,作为钢包传热模型的初始条件。
2.1钢包周转流程
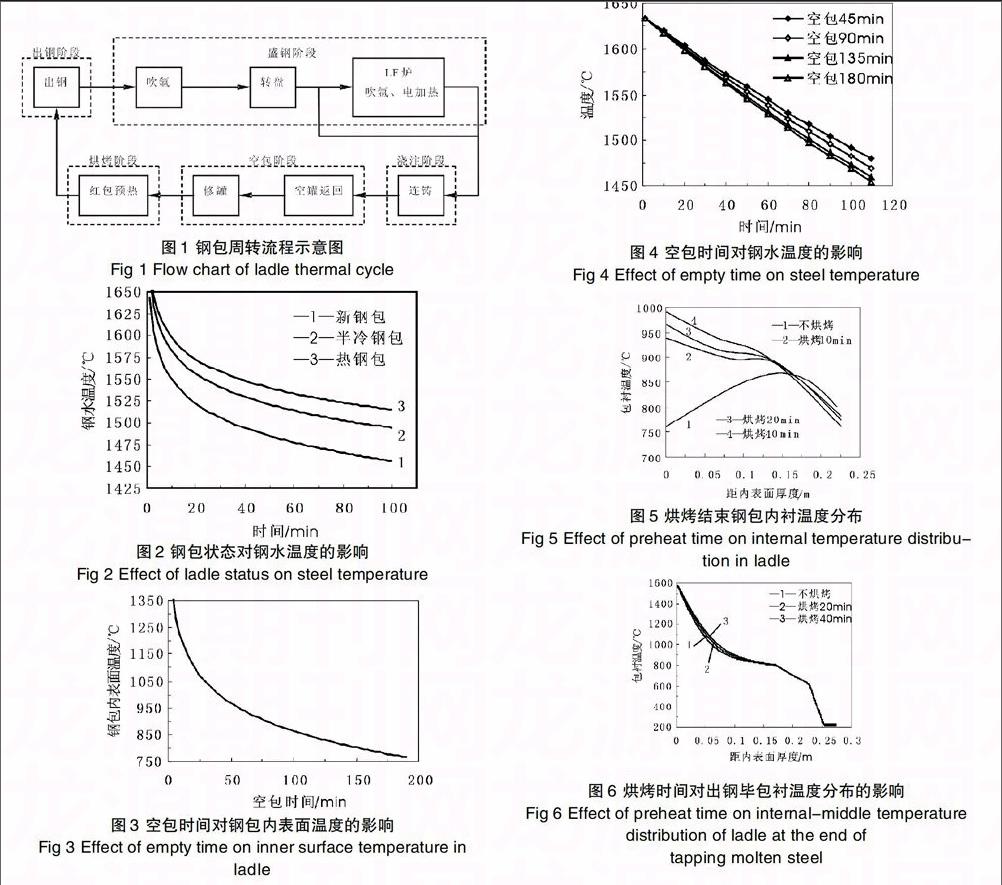
攀钢钢包周转流程如图1所示。不同钢种对应有不同的生产流程。
2.2 钢包周转过程工序耗时
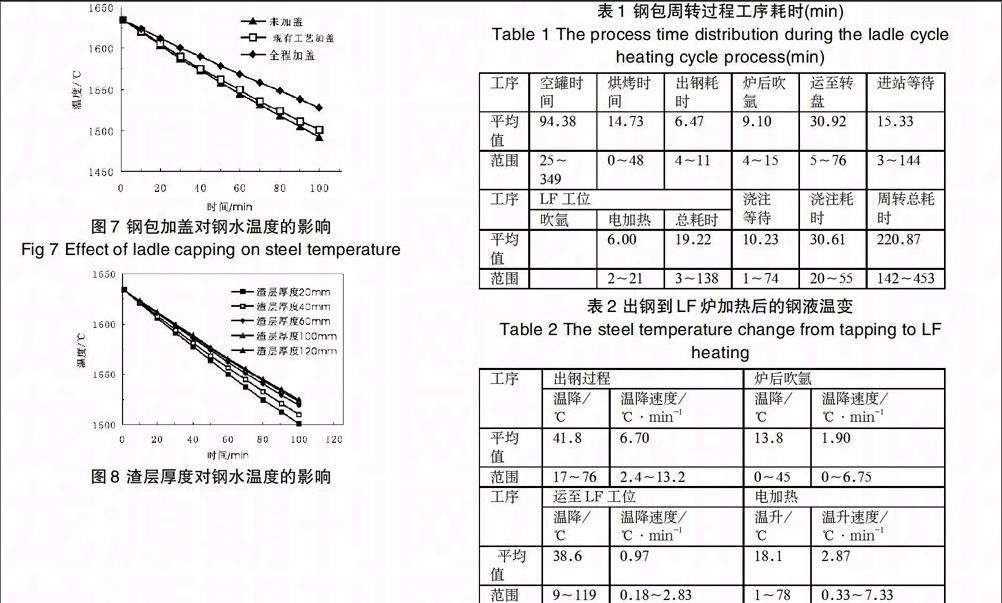
由表1可见,钢包周转过程中空罐、进站等待、浇铸等待 等工序耗时波动较大进而影响钢包周转耗时。
表1 钢包周转过程工序耗时(min)
Table 1 The process time distribution during the ladle cycle heating cycle process(min)
工序 空罐时间 烘烤时间 出钢耗时 炉后吹氩 运至转盘 进站等待
平均值 94.38 14.73 6.47 9.10 30.92 15.33
范围 25~349 0~48 4~11 4~15 5~76 3~144
工序 LF工位 浇注
等待 浇注耗时 周转总耗时
吹氩 电加热 总耗时
平均值 6.00 19.22 10.23 30.61 220.87
范围 2~21 3~138 1~74 20~55 142~453
2.3 温降统计
从表2来看,出钢过程中钢水温降速度最大,吹氩和钢包运送过程其次;LF工位温升速度最大。
表2 出钢到LF炉加热后的钢液温变
Table 2 The steel temperature change from tapping to LF heating
工序 出钢过程 炉后吹氩
温降/℃ 温降速度/℃·min-1 温降/℃ 温降速度/℃·min-1
平均值 41.8 6.70 13.8 1.90
范围 17~76 2.4~13.2 0~45 0~6.75
工序 运至LF工位 电加热
温降/℃ 温降速度/℃·min-1 温升/℃ 温升速度/℃·min-1
平均值 38.6 0.97 18.1 2.87
范围 9~119 0.18~2.83 1~78 0.33~7.33
3模拟结果与分析
运用钢包传热模拟程序,以表1中平均值作为程序中各工序的运行时间,对钢包周转过程钢包及钢液温度场进行模拟计算,分析各因素对钢包及钢液温度变化的影响。
3.1 钢包热状态的影响
图2可知,钢包不同初始状态对盛钢过程钢水温降的影响很大。通过模型可以计算出钢包周转过程的温降,确定LF炉的温度补偿,以免钢液开浇温度过低堵塞水口。
3.2 空包时间的影响
空包时间对钢包内表面和钢水温度的影响见图3、图4。模拟计算中,盛钢时间取110min,空包45min、90min、135min、180min时的钢水温度相应分别降低12℃、10℃和6℃。由此可知,浇钢完毕后钢包空包等待时间越长对于后续盛钢过程引起的钢水温降越大。生产中应该尽可能加快钢包的热周转,缩短空包等待时间。
3.3 钢包烘烤时间的影响
相同条件下,烘烤时间对钢包内衬温度分布的影响见图5。可以看出,烘烤时间越长,靠近钢包内表面一层的温度越高,但距离内表面一定厚度后,温度则有所降低,这是因为钢包在烘烤升温的同时也进行着热传导的结果,当烘烤时间低于某临界值时,吸热速度小于放热速度,使得其温度下降。有研究认为烘烤阶段钢包都有此现象发生,称为“热潭”[2]。模
拟结果表明,烘烤时间保证在15min以上为宜。
不同烘烤时间对出钢毕包衬温度分布的影响如图6所示。不同烘烤时间造成钢包内表面的温度差异,在出钢过程迅速从钢水中吸取热量,已基本消失,所以出钢前对钢包充分进行烘烤,可以大大减少出钢过程的钢水温降。
3.4 钢包加盖的影响
钢包加盖与否对钢包內钢水温度的影响见图7。从图可知,相同条件下,全程加盖比现有工艺加盖开浇时钢水温度高出26℃,比不加盖高出35℃。这是因为钢包加盖可以大幅度降低空包期间内表面对外的辐射散热,进而减少在出钢和盛钢期钢包内衬对钢水温度的蓄热。
3.5 渣层厚度的影响
钢液上表面的渣层厚度对钢包内钢水温度变化的影响如图8。模拟结果显示,钢水温降在渣层厚度从20mm增加到60mm时显著降低,超过60mm后,渣层厚度对钢水温降的影响很小。李晶的研究指出[3]:渣层厚度小于50mm时,厚度越小,通过渣层上表面的散热量损失越大;渣层厚度大于50mm时,渣层厚度对通过渣层上表面的散热损失已不明显。
4 结语
(1)进行了钢包热行为实验研究,为钢包传热模型确定了初始条件。
(2)钢包传热模拟计算表明:空包时间和加盖与否对钢包及钢水温度变化的作用最为显著,生产中应加快钢包热周转,缩短空包时间和进行全程加盖;其次出钢前对钢包进行充分烘烤,保证15min钟以上,可有效降低出钢过程的钢水温降;渣层和包衬工作层厚度对钢水温降的影响不大。
参考文献:
[1] 李里.钢包热循环过程热状态的数学模拟.重庆大学:重庆大学硕士论文,2001.
[2] P.R.Austin, S.L.ORourke, et al. Thermal Modeling of Steel Ladles. Steelmaking Conference Proceeding,1992:317~323.
[3] 李晶,傅杰.渣对钢液温度的影响.钢铁研究,1998,105(6):19~21,56.
作者简介:陈跃峰(1981—),男,山西人,2007年研究生毕业于重庆大学材料科学与工程学院冶金工程专业,工程师,从事连铸技术、钢水炉外精炼方面的研究。
猜你喜欢
疯狂英语·新读写(2021年8期)2021-11-05
山东冶金(2019年2期)2019-05-11
山东冶金(2019年1期)2019-03-30
小学生优秀作文(高年级)(2018年4期)2018-09-11
当代工人(2016年11期)2016-07-19
少儿科学周刊·儿童版(2016年1期)2016-03-14
现代制造技术与装备(2015年4期)2015-12-23
安徽冶金科技职业学院学报(2015年3期)2015-12-02
河南科技(2014年18期)2014-02-27