关于油田用压裂泵调整垫圈加工方法的探究
2015-07-02 19:32李小英等
科技资讯 2015年7期
李小英等

摘 要:该文根据作者公司产品零件小批量,多品种的特点,生产周期,现有生产设备等实际情况,介绍了油田用压裂泵调整垫圈的传统工艺方法,并从加工质量、生产效率、材料损耗等方面分析了其方法对满足生产需要的牵强性。随后详述了可满足生产需要的机械加工方法,即机械切削法,线切割法两种方法,并以此类推,探讨了小批量薄环类零件的机械加工方法,通过对比论述了两种方法的优缺点,对小批量薄环类零件的加工工艺选择提出了指导性经验和建议。
关键词:小批量薄环类零件 制造工艺 优缺点 工艺效率
中图分类号:E32 文献标识码:A 文章编号:1672-3791(2015)03(a)-0072-02
Abstract:In this paper, the author based on the actual situation of small quantities of parts of the company's products and variety of features, the production cycle, the existing production equipment. Describes a method for adjusting the traditional process of fracturing oil pump gasket and the machining quality, productivity, material loss and other aspects of the analysis of its methods to meet the production needs of forced sex. Then detailed to meet the production needs of machining methods, namely mechanical cutting, wire cutting method two methods, and so on, to explore the small quantities of thin ring type parts machining method, by comparing the two methods discussed the advantages and disadvantages of small quantities of thin ring type parts selection process proposed guiding experience and advice.
Key words:Small quantities of thin rings parts, Manufacturing process Advantages and disadvantages, process efficiency
近几年由于能源,石油工业的发展一直受到国家的高度重视,石油开采范围已经遍及全国,在油田钻井,修井,压裂等工艺流程中都需要配备高压,大排量的柱塞泵。笔者从事的公司为专业生产电动往复泵的机械制造业。笔者公司研发生产的柱塞泵-YL型压裂泵,在动力端结构中为调整最佳的轴承轴向间隙,会增加一组薄厚不一的调整垫圈,使曲轴轴承运动达到准确性。这类零件的结构特征是:材料为Q235A,一组零件的内孔,外圆尺寸完全一致,厚度是一个系列,需求特点是:品种多,批量小,每种厚度年需求量在二百件左右,以某种产品的调整垫圈举例说明,见图1。
1 传统小批量调整垫圈加工工艺性分析
这种外径又大又薄的环类调整垫圈从工艺学角度分析,本应采取剪板机下料,冲床冲内孔,外圆、6-18一次成活。然而根据笔者公司众多产品特征,需冲孔的零件少之甚少,所以,多年来笔者公司一直无购置冲床设备,这样以来加工这种看似简单的零件却变得无从下手,以往针对δ=0.2mm,0.5mm的调整垫圈我们都是采取划线钳剪内孔201,外圆260下料,然后划6-18钻孔十字线,钻6-18孔,去毛刺成活。通常光钳剪内孔,外圆一件零件就得花费4h,还不算加工6-18孔,可见加工效率之低,且钳剪出的零件很不规范,周边很粗糙,不利于装配。而对于δ=1mm的厚铁皮剪子显然剪不动,我们只能采取剪板机下料,效平铁皮,用一个中间带孔的压板压住,蘑菇头顶尖扶住,车内孔,外圆,一件零件下来大致需2h,一人也根本无法完成装夹,且这种加工方法很容易导致内孔,外圆撕裂,通常下十件的料也只能勉强成活四五件,加工效率非常低且很耗材,质量也不容乐观.综合以上分析,这种钳剪,单件上车床加工的方法都不能满足生产需要。
2 调整垫圈的加工方法
根据上面的分析,我们经过多方面探讨、研究,试加工,终于找出了两种可满足生产需要的加工方法:(1)机械切削法(2)线切割法。
2.1 机械切削法
机械切削法加工流程如图2所示。
这是加工多品种,小批量调整垫圈最常用的方法,适用于加工δ<4mm的金属材料。以下着重论述最后成型工序c)车床加工内孔,外圆的方法。车床上加工内孔,外圆,采取的是四爪夹一圆盘,车平圆盘端面做为夹持基准,中间套扣M36X1.5,栽螺栓用,一次将多件铁皮板靠平于圆盘端面,通过压板,带垫,穿螺栓固定紧。多件装夹加工增加了单件加工的刚性,变薄韧性件为厚刚性件,从力学角度分析也更利于加工。这种加工方法需值得注意的是:车刀须选用W18Cr4v切刀,磨主切削角为45°,刀尖圆弧R0.5,前角为20°,主后角为8°~10°,副后角为6°~8°[1],先加工外圆,再向内扎端面,内孔成形,这样可以避免内孔,外圆撕裂,加工一个自动脱落一个.效率非常高,相比之前的方法,这种加工方法只需1小时,加工出的外圆,内孔非常规矩,且成活率是100%。[2]
2.2 线切割法
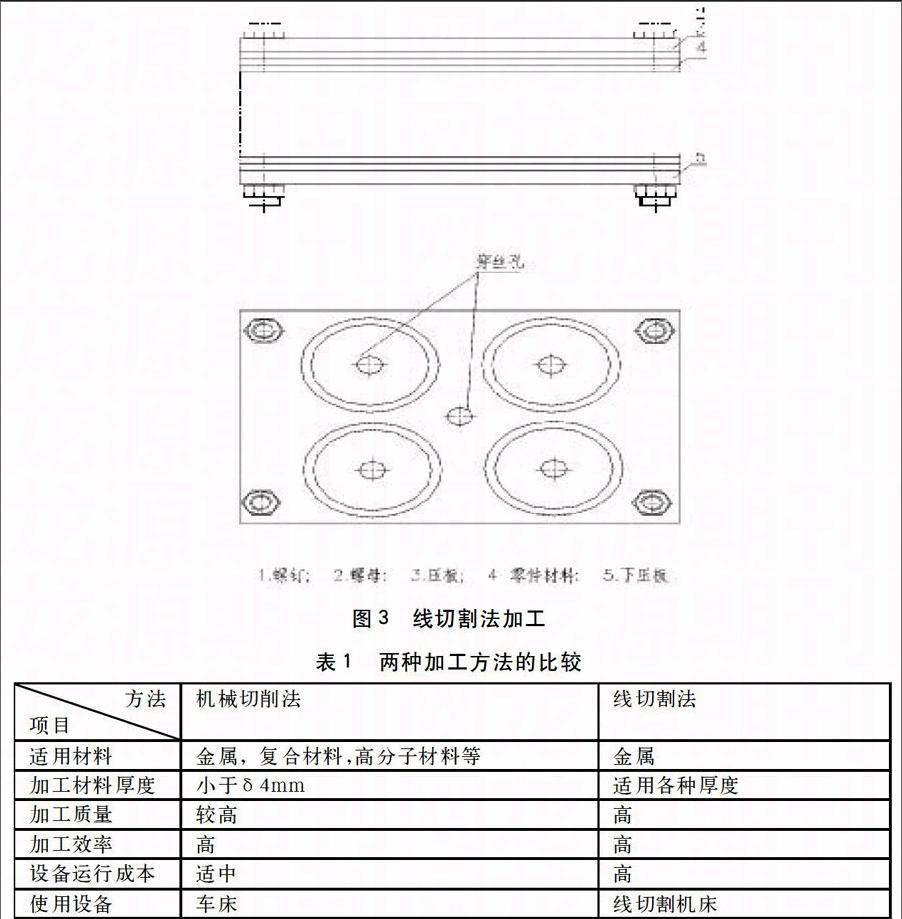
将裁切后的材料叠好,用压板和螺钉,螺母固定紧。用钻床配钻穿丝孔后(孔边缘允许撕裂,以不影响线切割后的内孔为准),再用线切割机床分别加工出零件的内孔和外圆。线切割加工的速度虽然较低,但一次装夹可加工很多零件,且加工出的零件质量也非常高,见图3,材料厚度为0.2mm,如果叠放高度为50mm,则可加工50÷0.2×4=100件,而且能够加工各种厚度的金属零件。[1,3]
3 加工方法的比较
以上两种不同的调整垫圈加工工艺具有较高的现实指导意义和实用推广价值,方法的比较见表1。
4 结语
由表1可以看出加工调整垫圈的两种方法各有千秋,均能满足生产需要,每种方法都有一定的适用性,生产中必须综合考虑批量,生产周期,加工手段,自身加工设备特点等因素选择最适合的方法。
(1)机械切削法可实现多种材料,小批量薄环类零件的加工,尤其在非金属上有一定优势。该文作者公司主要采用的是机械切削法,通过零件的加工,以顺利解决了该零件的加工问题,在装配过程中反映良好,并在本单位已得到推广。取得了一定经济效益。
(2)线切割法虽然加工效率和材质受到一定限制,但加工精度要高很多,且能实现多规格尺寸零件的套裁加工,在原材料节约上有相当优势。
参考文献
[1] 谷万淼.多品种,小批量套筒的加工方法[J].新技术新工艺,2012(1).
[2] 金属机械加工工艺人员手册修订组. 金属机械加工工艺人员手册[M].上海:上海科学出版社,1987.
[3] 伍端阳.数控电火花线切割加工技术培训教程[M].北京:北京化学工业出版社,2008.
[4] 沈其文,涂鸿本.机械制造工艺禁忌手册[M].北京:机械工业出版社,2000.
猜你喜欢
疯狂英语·读写版(2022年2期)2022-03-17
科学与财富(2021年13期)2021-07-04
中小企业管理与科技·上旬刊(2017年1期)2017-01-06
科技创新与应用(2016年34期)2016-12-23
中国市场(2016年41期)2016-11-28
中国市场(2016年33期)2016-10-18
科学与财富(2016年28期)2016-10-14
企业导报(2016年9期)2016-05-26