
828D系统在机床立卧双输出头中的应用
2015-06-25 02:51:42罗建全任德勇
电气传动自动化 2015年4期
罗建全,任德勇,王 恒
(汉川数控机床股份有限公司,陕西汉中723003)
1 引言
5轴机床除X、Y和Z外还有两个旋转轴A、B或C轴,在加工过程中当C轴或A(B)轴旋转一个角度以后,刀具的方向就会改变。这时就需要调整相应的坐标系及坐标值,给编程带来很大的麻烦,828D系统具有功能强大、结构精密的特点,充分利用该系统可以大大简化整个5轴编程和加工过程,并显著改进了生产效果。在这里使用系统中的CYCLE800功能实现了坐标系的自动转换,给程序的编写带来很大的便捷。
2 828D系统的功能概述
828D系统的CYCLE800是专门用在带有角度摆头的机床上加工斜面的,也就是常规的3+2加工,它可以使加工的斜面倾斜一个角度,倾斜后的斜面和刀具轴垂直,同时为便于编程方便,系统会根据摆头的几何尺寸和刀具长度自动偏置坐标系。要使用CYCLE800,必须在参数方面做相应的设置,五轴变换时,相关关节链尺寸是存在机床参数里,而CYCLE800是使用附件头系统变量$TC_CARR1[n]到$TC_CARR40[n]来定义相关附件头参数的,因而要定义相关的附件头参数。
3 立卧双输出头的工艺控制过程
这里描述的是一个由X、Y、Z、C和一个立、卧同时输出的固定位置头,在这里将这个立卧同时输出的头虚拟为一个可以旋转的B轴,但是这个B轴仅为两个位置,即0°及90°方向。在这里X、Y、Z用于趋近工作区中的刀具位置,B轴和C轴用于更改刀具设置和方向。因C轴和主轴用的是同一个电机,仅通过机械切换实现动力的转换,为了让C轴在每次上电以后能够显示C轴的坐标,在这里使用了828D系统的同步功能。同步功能在828D系统中属于标准功能,但首先要求设置参数[2]19340为1,通过设置此参数使机床在上电复位后,激活相应定义的子程序,例如:CYCPE_MA,然后通过子程序置位C轴当前的坐标值实现。利用CYCLE800功能对立头及卧头进行相应的设置,在加工中通过调用CYCLE800循环实现立头及卧头的自动坐标的转换。在这里卧头设置可以看作是通过90°转动的B轴为第二旋转轴,C轴为第一旋转轴通过CYCLE800设置I1、I2、I3及相应的回转矢量。当为立头时同样设置相应的CYCLE800矢量值。通过以上设置生成相应的立头及卧头子程序,在828D系统仅能运行一组TCARR,所以只能通过上面的设置生成两个文件TC1(立头)、TC2(卧头),当CYCLE800在运行立头时先运行一下TC1子程序,当运行卧头时先运行一下TC2,再由立卧头相互转换中先取消一下CYCLE800,也就是先运行一下CYCLE800,然后再调用CYCLE800循环。
4 828系统在立卧双输出头中解决的问题及解决过程
4.1 解决的问题
C轴可以用MOVC带参的子程序实现C轴的分度旋转,通过同步功能实现对C坐标的断电重置,通过PRSETON()指令实现对C轴坐标的实时重置。通过CYCLE800功能的使用使卧头及立头在加工中的坐标值能够自动转换。
图1所示是利用CYCLE800设置立卧头过程示意。


图1 利用CYCLE800设置立卧头过程示意
4.2 解决过程
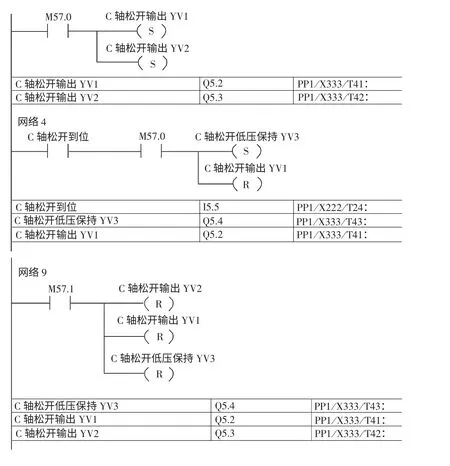
(1)C轴的旋转和主轴的旋转是同一个轴,在调试C轴旋转前先调试C轴的松紧控制。C轴的松紧电磁阀的控制,C轴松紧由3个电磁阀控制,当3个电磁阀都不吸合时为C轴夹紧状态;C轴的松开分两步,第一YV1和YV2 吸合,此时C轴应松开当松开到位后YV3吸合YV1断开低压保持。
(2)检查C轴的松紧到位信号(I5.5C轴松开到位信号,I5.6C轴夹紧到位信号),检查时可以用手动方式下按C轴松开键及C轴夹紧键,也可以在自动方式下输入M21松开,M20夹紧。注意当C轴无法松开时请在C轴夹紧方式下先将主轴随便转一角度,再试是否能松开。
设置轴参数将C轴设为第5轴并且设为虚拟轴即将MD30130及MD30240都设置为零。C轴设为旋转轴并设为2.5的分度轴,C轴的具体角度通过旋转通过子程序MOVC()置位。
(3)调试立卧头松紧刀:首先要求正确接线,当立卧头按键无法转换而又在紧刀到位状态这说明立卧头的松刀输出接反了(Q1.1,Q1.2),立卧头的转换必须在紧刀状态否则无法转换。具体程序如下。

(4)主轴转动调试:首先保证高低档接线正确,当主轴转速与设定转速不一致时首先考虑是否高低档线是否接反。1000转为高低档的换档点。(机床参数为标准值,故一般情况不考虑)。
(5)轴转动调试:首先在手动模式下松开C轴,选择第4轴点动方向键看是否转动,注意转动时保证主轴在低档否则C轴无法转动(电流太大过载),如发现无法旋转C轴并报警过载,应该考虑档位反了,当发现主轴电机在旋转而C轴没有旋转应该是机械联结不紧或没有联结,C轴零位调节(通过34090偏置目标零位)。
5 软件设计
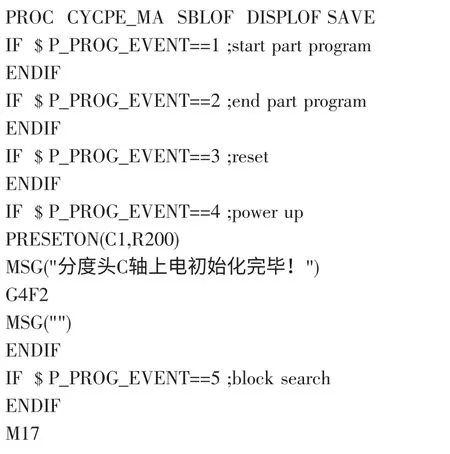
(1)同步子程序CYCPE_MA实现在机床开机复位以后激活,实现C轴坐标值的置位,将它存放在机床制造商循环目录子程序下,具体子程序如下。
(2)C轴位置初始化子程序C_INI.SPF

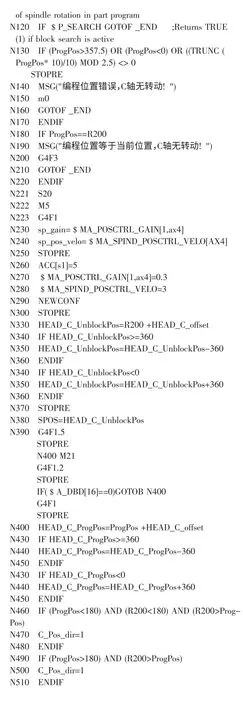
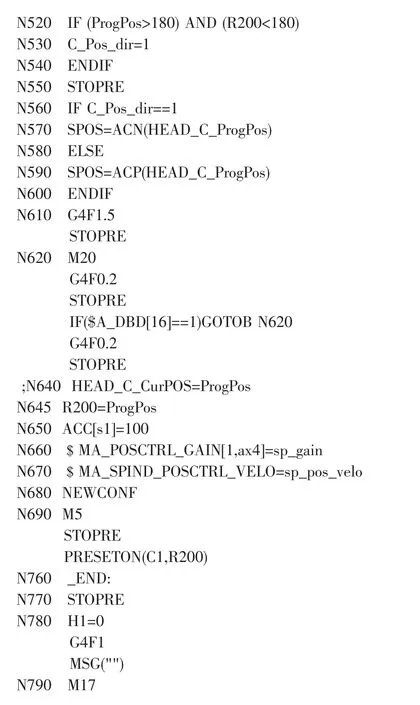
(3)C轴旋转子程序MOVC.SPF

6 结论
通过828D系统的CYCLE800功能及同步功能在机床的立卧双输出头上的使用,使机床的立卧头的使用变得方便且灵活,编程也比较简单,在实际工作中已使用在相关系列机床上,运行良好。
[1]SINUMERIK 840D/840DI/810D SIMODRIVE 611 DIGITAL调整表.西门子(中国)有限公司.
[2]SINUMERIK 828D 简明调试指南.西门子(中国)有限公司出版自动化与驱动集团.
猜你喜欢
北京汽车(2023年1期)2023-03-03 00:50:38
机械研究与应用(2018年3期)2018-07-11 00:25:38
制造技术与机床(2017年9期)2017-11-27 02:13:56
制造技术与机床(2017年3期)2017-06-23 08:11:33
中国科技纵横(2015年2期)2015-11-05 02:30:11
电子工业专用设备(2015年4期)2015-05-26 09:10:40
电机与控制应用(2015年3期)2015-03-01 03:49:46
科学中国人(2014年16期)2014-11-20 02:50:00
中国新技术新产品(2014年3期)2014-03-24 07:39:08
科技传播(2011年24期)2011-08-29 05:39:46
