
集装箱用钢SPAH的高功率光纤激光焊接
2015-06-23 13:55钟如涛
武汉工程职业技术学院学报 2015年2期
钟如涛 梁 文 张 吉
(武汉钢铁(集团)公司研究院 湖北 武汉:430080)
集装箱用钢SPAH的高功率光纤激光焊接
钟如涛 梁 文 张 吉
(武汉钢铁(集团)公司研究院 湖北 武汉:430080)
采用IPG5000高功率光纤激光器研究了2mm集装箱用钢SPAH的激光焊接组织及性能。结果表明,最合适的焊接激光功率为1.5~3kW,熔合区和过热区都为贝氏体;正火区组织为贝氏体+少量铁素体;最高硬度在过热区,为306HV0.2,比母材提高了约50%。
高功率光纤激光焊接;集装箱用钢SPAH;组织和性能;激光焊接
集装箱由顶板、底板、侧板和端板焊接而成,由于集装箱用钢的板宽较窄,不能满足集装箱对板宽的要求,侧板和顶板一般采用钢卷开卷——纵向下料——波纹压型——CO2气体保护焊拼接等工艺。一个标准集装箱的长度为40英尺(约12m多),侧板或顶板一般需要11~12块波纹板拼焊而成,焊缝总长度近30米。
若采用激光焊接技术,将集装箱用钢开卷后,先沿纵向拼焊,使钢板宽度达到集装箱顶板或侧板的宽度,再整体波纹压型,直接获得整张顶板或侧板[1]。采用此工艺的优势是:激光焊接速度快,一般可达到10m/min,远高于CO2气体保护焊接速度,而且焊缝长度由30m降为12m,提高了生产效率,降低劳动强度,减少环境污染。本文采用高功率光纤激光器对集装箱用钢进行激光焊接,研究其焊接工艺、焊缝组织及性能。
1 实验条件
1.1 实验设备
选用IPG公司的YLR5000光纤激光器,输出激光波长1.07微米,光电转换效率高,具有体积小,光纤传导易于集成,光束质量好等特点[2]。技术参数如表1所示,焊接头焦距200mm。
1.2 实验材料
厚度2.0mm的集装箱用钢SPAH,组织为铁素体+珠光体,屈服强度350MPa,抗拉480MPa,延伸率25%。母材组织如图1所示,化学成分如表2所示。

表1 IPG5000光纤激光器技术数据
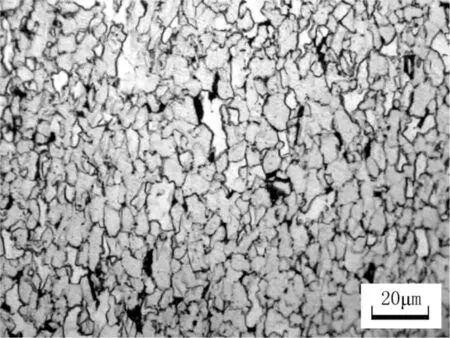
图1 母材组织
表2 钢化学成分(wt%)

CSiMnPSCuNiTi+V+Nb≤0.10.25~0.50.35~0.50.08~0.10≤0.0140.25~0.350.07~0.12少量
1.3 实验方法
采用激光切边,0mm间隙焊接,氩气保护。焊后对焊缝进行杯凸和拉伸力学性能检测,利用VHX-100K三维视频显微镜对接头组织进行观察,采用AVV-502全自动显微硬度仪测量焊接接头的显微硬度。
2 实验结果及分析
2.1 工艺窗口
图2所示为激光焊接工艺窗口,最合适的焊接激光功率为1.5~3kW。当激光功率降低时,由于激光功率密度降低,焊接工艺窗口逐渐减小;当激光功率增加时,一般来说,可用的焊接速度范围更宽,焊接工艺窗口更大,但对于IPG500高功率光纤激光器,由于光束质量较好,聚焦后功率密度较高,高功率、低速度焊接时,焊缝容易焊穿;高功率、高速度焊接时,焊接小孔不稳定,容易坍塌[3-4],焊缝产生凹陷,并且焊缝表面产生大量焊接飞溅,因此很难获得满意焊缝的焊接窗口。图3所示为激光功率3.5kW,焊接速度3~9.5m/min时的焊接形貌时(熔透焊接),可见较低速度时焊缝有焊穿、凹陷等焊接缺陷;高速时焊缝有飞溅等缺陷,无法找到焊缝成形较好的焊接速度。

图2 焊接工艺窗口
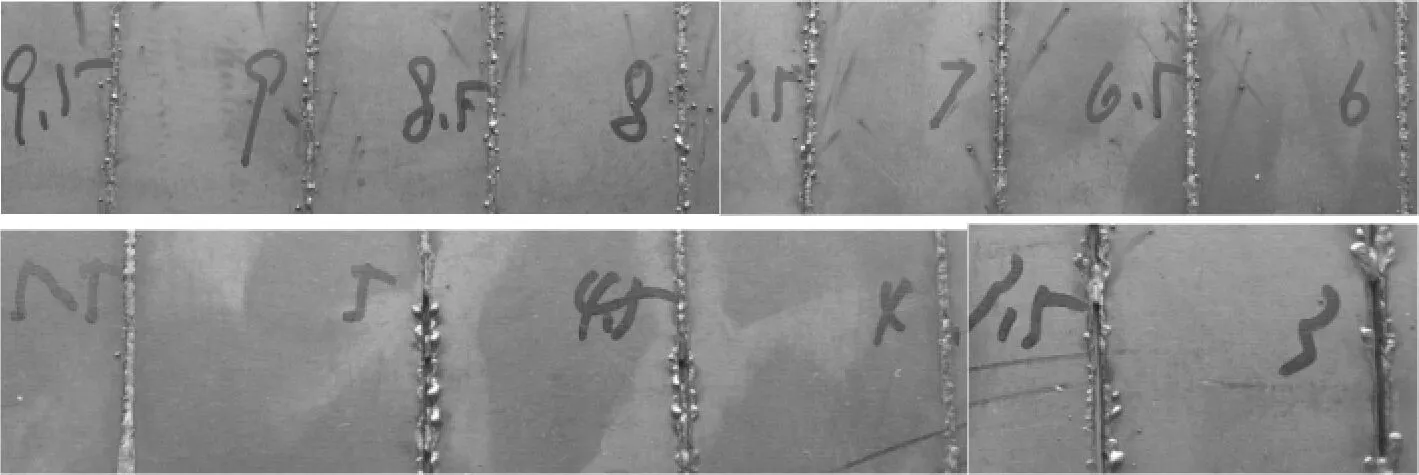
图3 激光功率为3.5kW,焊接速度3~9.5m/min时的焊接表面形貌
2.2 焊缝组织
图4所示为激光功率3kW,焊接速度6m/min时的焊缝宏观断面形貌,可以看出,焊缝区宽度约1.4mm,热影响区窄,焊缝外观平整、光滑,上表面略有凹陷,整体成形较好。
图5所示为焊缝区组织,整个焊缝区组织较为细小,熔合区和过热区都为为贝氏体,但过热区的组织较为粗大;正火区组织为贝氏体+少量铁素体,组织明显较过热区细小;

图4 焊缝宏观

图5 焊缝区组织
2.3 力学性能
图6所示为焊缝显微硬度分布,最高硬度在过热区,为306HV,比母材提高了约50%。图7所示为焊缝杯凸检测,可见为环形破裂,杯凸值为13mm,与母材相似。图8所示为焊缝拉伸检测,断裂位置为母材,可见焊缝强度及韧性都较好。

图6 焊缝显微硬度分布

图7 焊缝杯凸检测

图8 焊缝拉伸检测
3 结论
本文采用IPG5000高功率光纤激光器对2mm的集装箱用钢SPAH进行了激光焊接研究,结果表明,最合适的激光焊接功率范围为1.5~3kW;焊缝熔合区和过热区都为贝氏体;正火区组织为贝氏体+少量铁素体;最高硬度在过热区,为306HV,比母材提高了约50%。
[1] 集装箱侧壁结构及其加工方法:中国,CN1465512[P].2004-01-07.
[2] 钟如涛,王玉涛,黄治军. 高功率激光器的发展现状及应用[J].激光杂志,2011,32(2):4-8.
[3] Remy Fabbro,Sonia Slimani,Ivan Doudet. Experimental study of the dynamical coupling between the induced vapour plume and the melt pool for Nd-Yag CW laser welding[J]. J.Phys.D:Appl.Phys, 2006,39(2):394-400.
[4] Fabbro R and Chouf K. Dynamical description of the keyhole in deep penetration laser welding[J]. Journal of laser Applications,2000,12(4):142148.
(责任编辑:李文英)
High Power Optical Fiber Laser Welding of Container Steel SPAH
ZHONG Rutao LIANG Wen ZHANG Ji
(Research and Development Center of WICSO, Wuhan 430080, Hubei)
The laser welding microstructure and properties of 2mm container steel plate SPAH were studied with the help of IPG5000 high power optical fiber lasers. The results show that the most suitable laser welding power is 1.5~3 kW,both of the microstructure of fusion zone area and overheat zone are bainite,and the microstructure of normalized zone is bainite with a small amount of ferrite,and that the highest hardness of the welding is 306HV,which is about 50% higher than that of the base metal.
high power optical fibre laser welding; container steel plate SPAH; microstructure and properties;Laser welding
2015-01-21
钟如涛(1967~),男,博士,高级工程师.E-mail:zrt67@sina.com
TG456.7
A
1671-3524(2015)02-0001-03
猜你喜欢
山东冶金(2022年2期)2022-08-08
金属热处理(2022年11期)2022-03-03
轮胎工业(2021年2期)2021-12-24
制造技术与机床(2019年10期)2019-10-26
西南交通大学学报(2018年6期)2018-12-18
航天器环境工程(2018年5期)2018-10-23
橡塑技术与装备(2018年16期)2018-08-27
科学与技术(2018年25期)2018-06-17
河北工业大学学报(2016年6期)2016-04-16
中国医疗器械杂志(2015年5期)2015-12-31
