
纺织企业实时订单追踪系统设计与实现
2015-06-15 18:20郭浩龙张保威王永华
现代纺织技术 2015年4期
李 霞,郭浩龙,张保威,王永华,2
(1.郑州轻工业学院,郑州 450002;2.纺织服装产业河南省协同创新中心,郑州 451191)
纺织企业实时订单追踪系统设计与实现
李 霞1,郭浩龙1,张保威1,王永华1,2
(1.郑州轻工业学院,郑州 450002;2.纺织服装产业河南省协同创新中心,郑州 451191)
在纺织企业面向订单的生产环境中,需要及时准确获取订单的实时生产情况。针对目前订单跟踪中的粗放式管理,且不能实时全工序追踪的现状,设计并实现了实时订单追踪系统。底层采用PROFIBUS 总线技术实时采集生产数据,上层基于工业以太网技术和数据库技术进行数据处理,实现了对各工序订单铺台情况和产量等生产数据的实时追踪。工程实际应用结果表明:本系统可以对订单生产情况进行实时监控和追踪,可使企业及时了解订单生产状况并对生产进行相应调整,提升了生产管控能力和水平。
纺织生产过程;订单追踪;订单管理;实时监管
0 引 言
目前,很多纺织企业特别是色纺纱企业都是订单式生产。企业接到订单后,会根据客户的不同要求下达有差异化的生产任务,在生产过程中需要准确获取订单的实时执行情况,以便更加合理地安排后续生产。订单生产的批量小、品种多、交货周期短等特点,使及时准确了解订单的生产状况显得尤为重要[1]。纺织企业的订单追踪大都采用追踪入库成品产量,然后根据纺纱成品的重量结合一定的折合系数反推得出其他工序的产量。这种追踪方式不能准确反应车间的实时生产情况,难以对整个生产流程和生产周期实现有效的监管和控制,从而造成生产信息传递滞后、业务交互困难、生产排产混乱、订单交货延迟等问题。
针对上述问题,很多学者已经进行了相关研究,陈思云等[2]采用条形码技术实现对汽车零部件生产情况的追踪,文献[3]中采用RFID(radio frequency identification)技术实现对基础生产数据的采集,提出基于关键工序的跟踪模式[3],文献[4]在研究虚拟企业网络组织协调模式基础上提出了任务订单跟踪的方法,主要是解决盟主企业对盟友企业生产计划与控制的问题。
以上文献面向不同的企业环境提出了不同的订单跟踪方案,但仅限于对订单的生产流程级的追踪,很难深入到单个生产流程内部进行自动和实时的追踪。本文在参考已有研究成果的基础上,结合纺纱企业的实际情况,基于现场总线技术和数据库技术研发实时订单追踪系统,以实现订单生产过程的实时监控和追踪,帮助管理人员掌握每个订单的生产进度和产能信息,并以颜色区分等醒目方式显示订单铺台情况,直观地反映订单的生产分布情况。
1 系统分析和设计
纺织企业收到客户订单后,由生产管理部门统一分配,将订单下达至各个厂区和车间。跟单员对企业下达的订单任务进行整理分析,根据不同的客户类别和交单时间为订单设置不同优先级[5]。交单时间急迫的订单需要优先生产,类别较高的客户订单在生产过程中需要更加严格地控制质量。跟单员将分析整理之后的订单导入系统并安排生产。此后,跟单员即可使用本系统对订单进行有效管理和追踪,掌握各个订单的实时生产执行情况。实时订单追踪管理系统的业务流程如图1所示。
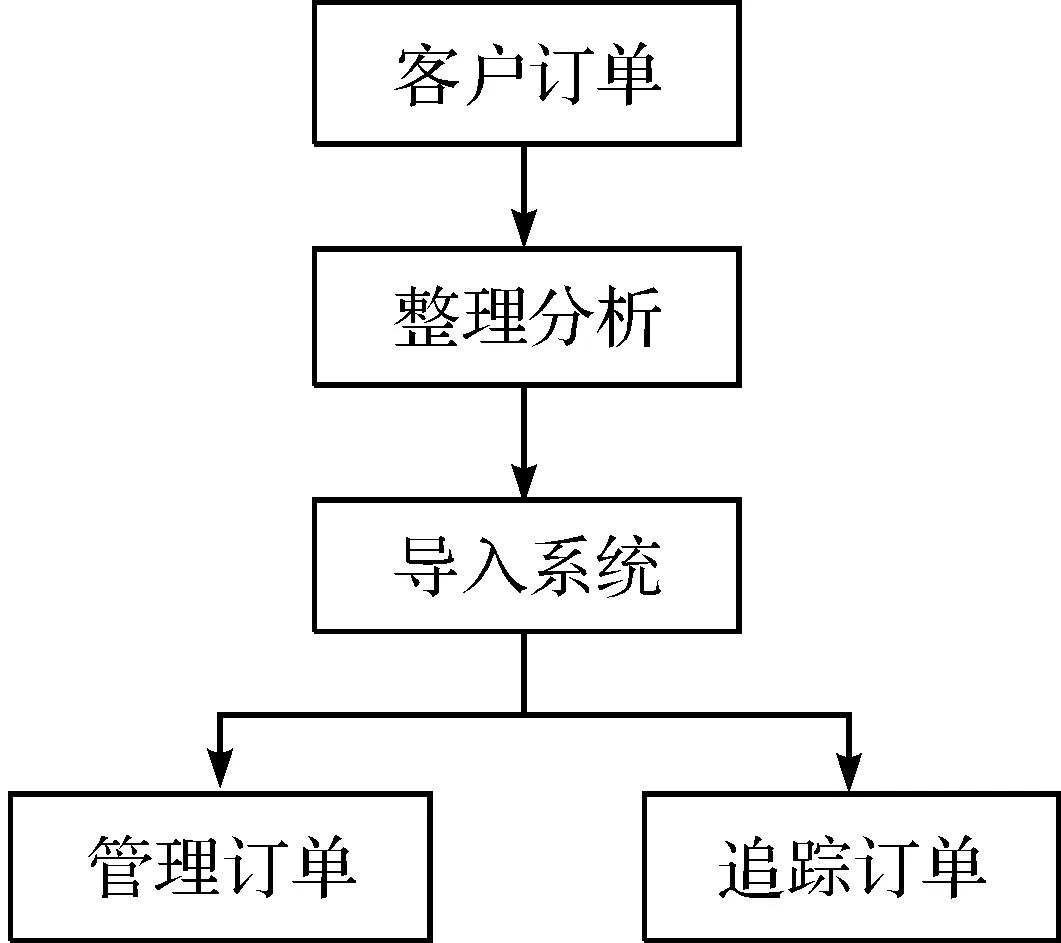
图1 订单追踪管理业务流程
1.1 功能设计
订单追踪管理系统主要包括订单查询、订单管理和订单追踪三大功能,其功能模块如图2所示。
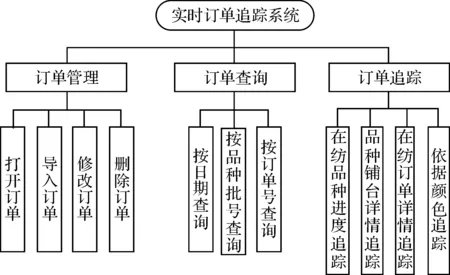
图2 功能模块
a) 订单查询
订单查询用于实现对系统中已有订单信息的筛选和查询,用户可以按照下单日期、品种批号和订单编号等关键词进行查询。
b) 订单管理
订单管理用于实现将企业订单导入系统,以及对已经存在的订单进行修改和删除等维护操作。
c) 订单追踪
订单追踪用于实现追踪订单的实时生产状况,功能上分为在纺品种进度追踪、在纺品种铺台详情追踪、在纺订单详情追踪和依据颜色追踪四个部分。
1.2 架构设计
本系统总体采用两层网络架构。底层完成订单生产数据的采集和传输,上层实现订单生产数据的管理与追踪。
整个订单追踪系统架构如图3所示。

图3 系统架构
系统底层基于PROFIBUS现场总线技术实现数据传输,采用S7-300 PLC作为现场控制的一类主站,通过EM277通讯模块和RS-485/DP通讯模块将底层设备接入到PROFIBUS-DP(decentralized periphery)网络中,采用触摸屏HMI(human machine interface)作为二类主站实现现场人机交互,并集成在就近DP网络中与一类主站通信。其中,一类主站主要完成产量数据的逻辑计算和控制任务,二类主站HMI主要完成现场品种、线密度以及工号等关键管理数据的采集并实现各个机台生产情况的实时显示。
系统上层由主服务器、冗余服务器、客户机及相关网络部件(路由器、交换机、打印机等)组成,两台服务器采用冗余技术,互为备用,当其中一台服务器出现故障时,可自动切换到另一台服务器,以防止数据丢失或控制失效。服务器实现与底层DP网络的通信,完成数据采集、数据集成和数据处理等功能。客户机与服务器构成C/S(Client/Server)结构,运行系统的客户端程序,用于显示订单在现场实时生产的状况;而远端客户机则与服务器构成B/S(Browser/Server)结构,通过浏览器实现对系统的远程访问。除此之外,在控制室配置了一台共享打印机,用于中央控制室的日常打印处理工作,可实现对各种数据的打印输出。
1.3 数据库设计
系统主要设计了实时产量表、订单表、品种表和订单目标产量表。实时产量表主要描述机台号、品种、产量等信息;订单表主要描述订单编号、品种、订单箱数和交货期等信息;品种表主要描述品种、品种编号和状态等信息;目标产量表主要描述订单在每个工序需要纺出的目标产量。数据表的功能及主要字段如表1所示。
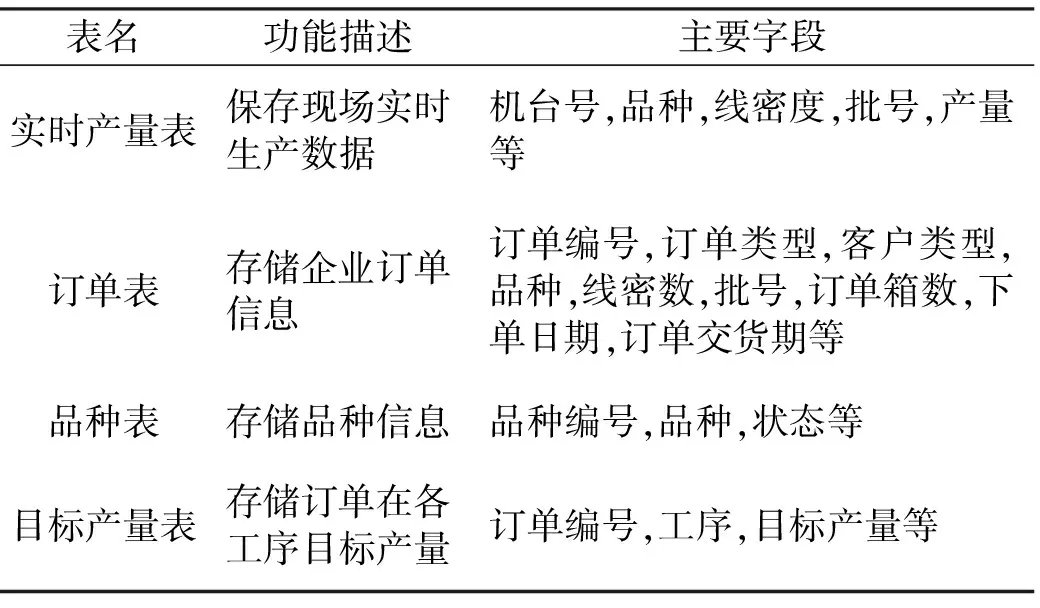
表1 数据表功能及主要字段
2 系统实现
基于对系统的分析与设计,本系统以德国西门子公司的工业组态软件WinCC(windows control center)作为开发工具,以SQL Server作为系统数据库。运用ODBC(open database connictivity)方式连接数据库,并利用VBScript脚本语言和ADO(active x data object)技术实现对数据的分析与处理,采用上述组态和编码技术完成了系统的开发工作。系统主要包括订单查询,订单管理和订单追踪3大模块。下面对各模块的具体实现进行详细介绍。
2.1 订单查询模块实现
订单查询模块主要为用户提供查询检索功能,可以根据不同的查询条件精确地查找订单信息。查询方式分为3种,分别是按下单日期、品种批号和订单编号查询。按下单日期查询,可以选择一个日期范围,将符合条件的订单查询出来;按品种批号查询,即根据订单中的品种和批号信息进行查询;根据订单编号可精确查找到某一条订单信息。
具体实现时,在 WinCC的VBS编辑器中编写程序实现与数据库的连接,然后设置查询条件,根据查询条件的不同生成对应的SQL语句,再通过Command 对象执行SQL语句返回数据集RecordSet实现数据过滤,将用户需要的数据从数据库中查询出来进行显示[6]。
2.2 订单管理模块实现
订单管理模块可以实现将企业订单导入到系统中,并可对已有的订单进行修改删除等数据维护。由于企业订单格式多样且很难实现统一,给导入系统造成一定的困难,因此本部分预先设计一个订单模板。用户在导入订单时,按照订单模板的格式将最新订单信息放入模板中进行统一导入。
具体实现时,编写VBS脚本调用Application对象、Workbook对象、Worksheet对象和Range对象,实现与Excel的连接。通过程序读取Excel中的数据并写入到数据库订单表中进行保存,实现订单导入操作。连接Excel的主要代码如下:
Set objapp=CreateObject(“excel.application”)
Set objworkbook=objapp.Workbooks.Open “文件名”
Set objworksheet= objworkbook.Wooksheet(“表名”)
订单管理部分可以对查询出来的订单信息进行修改和删除操作。用户选中某一条订单记录后,可以对该订单中的目标产量、状态、交货期等关键信息进行修改,如果订单失效或者错误可以直接删除该订单。
2.3 订单追踪模块实现
订单追踪模块用于实现追踪订单的实时生产状况,功能分为在纺品种进度追踪、在纺品种铺台详情追踪、在纺订单详情追踪和依据颜色追踪4个子功能。
具体实现时,首先在WinCC的VBScript脚本编辑器中编写代码,循环读取各个工序所有机台的实时产量信息。然后系统根据实时的产量数据统计出当前车间所有在纺的品种,将产量数据与订单表对比,进而实现数据追踪。
a) 在纺品种进度追踪
在纺品种进度追踪用于实现追踪车间当前所有在纺品种的生产进度信息,包括生产工序、在纺品种名称、线密度、批号、铺台数量、已纺产量、目标产量、已纺比例和距离交货期天数等信息。
b) 在纺品种铺台详情追踪
在纺品种铺台详情追踪是针对当前的在纺品种,追踪出每个品种的具体铺台情况,包括所铺机台号、品种名称、批号和产量等信息。
c) 在纺订单详情追踪
在纺订单详情追踪用于追踪当前车间在纺订单的详细信息,包括生产订单编号、客户类型、订单状态、订单箱数、下单日期、订单交货期等。
以上3个子模块的操作均是以数据的形式进行追踪,其效果如图4所示。

图4 订单追踪—依据数据追踪的效果
为了更加直观地反映出某订单或某品种在车间中的生产状况,还设计了依据颜色追踪模块,以醒目的颜色展示订单或品种在车间的生产分布情况。
d) 依据颜色追踪
颜色追踪可以根据用户设置的品种以及订单对应的颜色直观地显示出某订单或某品种在车间中的铺台状况。用户选择订单信息,然后设置该订单显示的背景颜色和字体颜色,点击“跟踪”按钮后即可将当前生产该订单的机台号以设定的颜色显示出来,使用户可直观地看到该订单在车间中的生产分布情况。依据颜色追踪订单部分实现效果如图5所示。

图5 订单追踪—依据颜色追踪的效果
3 结束语
本文基于WinCC组态软件,结合底层数据采集系统,利用数据库技术和ADO技术设计并实现了纺织企业实时订单追踪系统。与传统的粗放式订单追踪方式相比,该系统实现了订单的车间级实时追踪,数据更加精细和全面,操作更为便捷,提高了纺织企业的生产管理水平。本系统作为纺织生产过程及数据处理系统的子系统,已经在多家纺织企业中得到应用,达到了预期目标,提升了生产效率,得到了用户的一致好评。
[1] 孙芹芹. 基于订单的纺织生产计划系统设计开发及应用[D] 合肥:合肥工业大学,2013:1-2.
[2] 陈思云,刘天竹. 汽车装配车间零部件订单跟踪系统的设计研究[J]. 武汉理工大学学报,2005(4) :75-78.
[3] 陈晓明,唐任仲,王正肖. 面向离散制造的订单跟踪管理系统研究[J] . 轻工机械,2010(3):111-115 .
[4] 蒋红梅,陈荣秋. 虚拟企业任务订单的跟踪[J] . 工业工程与管理,2002(3):36-40 .
[5] 蒋南云,文尧奇,路致远,等. 基于订单管理的纺纱企业生产调度研究[J] . 江苏纺织, 2008(10) :54-57.
[6] 周小龙,刘芙蓉,范敏毅.WinCC自定义数据库的数据查询和报表生成[J] .工业控制计算机,2013,26(4):22-23.
(责任编辑:张祖尧)
Design and Implementation of Real-Time Order Tracking System of Textile Enterprises
LIXia1,GUOHaolong1,ZHANGBaowei1,WANGYonghua1,2
(1.Zhengzhou University of Light industry, Zhengzhou 450002, China;2.Collaborative Innovation Center of Textile and Garment industry, Zhengzhou 451191, China)
In the order-oriented production environment of textile enterprises, enterprises need to obtain the real-time production situation of orders accurately. At present, extensive management in order tracking cannot track the real-time production situation in every process. Aiming at this situation, the real-time order tracking system is designed and realized. in this system, the bottom layer adopts PRofIBUS bus technique to collect production data in real time. The upper layer uses industrial Ethernet technology and database technology to process the data. This system achieves real-time tracking of production data such as order and output. Actual application results show this system can monitor and track the real-time production situation of orders so that enterprises can know order production situation, conduct corresponding adjustment and improve production management ability and level.Key words:textile production process; order tracking; order management; real-time supervision
2014-10-28
李 霞(1962—),女,河南济源人,教授,主要研究方向为计算机网络技术及应用。
TS108.8
B
1009-265X(2015)04-0035-04
猜你喜欢
今日农业(2022年4期)2022-11-16
今日农业(2022年15期)2022-11-09
纺织报告(2022年8期)2022-08-25
云南畜牧兽医(2022年4期)2022-08-19
今日农业(2021年15期)2021-10-14
纺织科学研究(2021年7期)2021-08-14
中国蔬菜(2019年5期)2019-06-04
当代陕西(2018年9期)2018-08-29
创业家(2015年6期)2015-02-27
农家顾问(2009年5期)2009-05-27
