
全自动液压压砖机液压压制系统仿真与优化
2015-06-09 12:34:08蒋淮同李亮李明陆宝春
机械设计与制造工程 2015年7期
蒋淮同,李亮,李明,陆宝春
(1.江苏腾宇机械制造有限公司,江苏 宿迁 223812) (2.南京理工大学机械工程学院,江苏 南京 210094)
全自动液压压砖机液压压制系统仿真与优化
蒋淮同1,李亮2,李明2,陆宝春2
(1.江苏腾宇机械制造有限公司,江苏 宿迁 223812) (2.南京理工大学机械工程学院,江苏 南京 210094)
为解决1 100t全自动液压压砖机工作过程中存在的冲击振动和轰鸣问题,基于液压仿真软件AMESim建立液压系统仿真模型,对上缸进行动态仿真分析,找出了产生问题的原因,并通过加装减速回路和改进释压回路解决了问题,最后对优化后的液压系统进行了仿真验证,结果证明优化后的液压系统达到了理想效果。
液压压砖机;AMESim仿真;液压系统
随着粘土烧结砖退出城市建设舞台,使用高参量粉煤灰生产的粉煤灰蒸压砖作为一种新型环保墙体建材已被广泛使用,它以利废、节能、环保和资源综合利用为主要特征,国家产业政策的支持使其具有广阔的发展前景[1]。
全自动液压压砖机作为粉煤灰蒸压砖生产成型过程中的关键设备在我国已获得极大的发展。随着液压压砖机技术的不断进步和发展,对液压压砖机液压系统的稳定性、可靠性和精确性提出了越来越高的要求。尽管我国液压压砖机技术水平已达到或部分超过国外先进水平,但液压系统的设计更多的是根据经验,理论研究较少[2]。某公司生产的1 100t全自动液压压砖机在工作过程中存在冲击振动和轰鸣噪声问题,为解决该问题,笔者使用仿真软件AMESim对该型压砖机的液压压制系统进行仿真分析,并在此基础上进行了优化设计。
1 液压系统工作原理
该全自动液压压砖机采用三梁四柱式结构,立柱上下两端的固定横梁中分别镶有液压缸套,安装有压头的上、下活动横梁与上、下液压缸活塞杆刚性连接,并通过立柱导向。上固定横梁上置一低压充液灌,提供0.2MPa左右的低压使上活动横梁快速下落,同时为液压缸上腔提供大流量液压油。工作过程中主要由上、下活动横梁上的压头对固定模框中的粉料进行双向加压成型,其中上压头为主动加压,加压成型后由下压头将砖坯顶出。
压砖机液压压制系统工作原理图如图1所示,在不影响工作性能的前提下已简化掉液压顶出系统和布料系统。
在完整的砖坯压制成型过程中,上活动横梁按快下、加压、保压、卸荷和返回顺序循环动作。各液压阀电磁铁得失电情况见表1,表中●表示对应电磁铁得电。
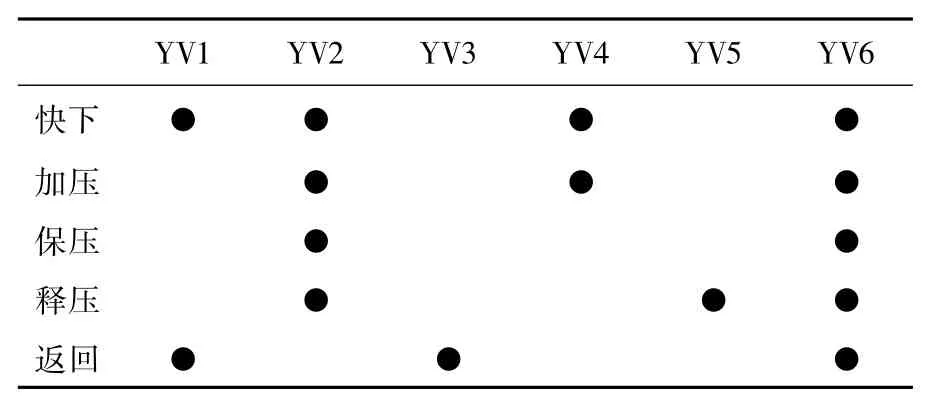
表1 电磁铁得失电状态表
2 液压系统建模及分析
2.1 建立液压系统AMESim模型
对于一个具体的液压系统,当分析的目的不同时建立的仿真模型也不尽相同。在满足要求的前提下,仿真模型越简单、越小越好。为全自动液压压砖机液压压制系统建立动态仿真模型时,一些对系统动态特性影响不大的因素可以忽略[3]。
由于二通插装阀在AMESim标准液压库中没有具体模型,需根据插装阀结构和工作原理,使用液压元件设计库(HCD)来搭建具体仿真模型。所搭建的插装阀模型如图2所示。

图1 液压压制系统工作原理图
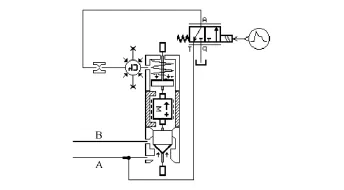
图2 AMESim建立的二通插装阀模型
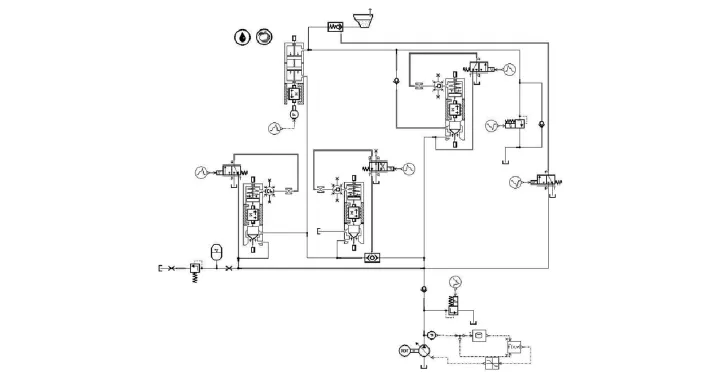
图3 液压系统仿真模型
根据图1,使用AMESim建立的液压压制系统仿真模型如图3所示。由于AMESim液压库中没有充液阀的模型,这里使用液控单向阀来替代,并通过加大液控单向阀最大允许流量值和管道直径来实现充液阀功能。
液压系统仿真时设置合理的参数对于加快仿真速度、提高结果的精确性和系统的稳定性有着重要的作用。为尽可能使仿真接近于系统实际工作状态,这里以实际应用中选用的液压系统元件参数来设置仿真模型中各元件的参数。本液压系统选用的电动机功率为90kW,变量泵选择派克PV270型恒功率柱塞变量泵。主要模型和仿真参数设置见表2。
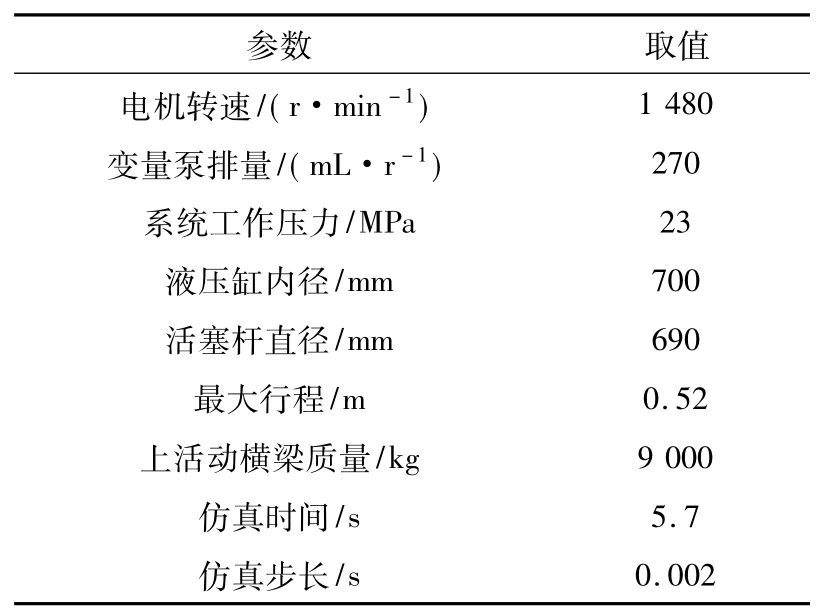
表2 液压系统仿真模型元件参数
2.2 系统分析
通过分析液压系统中上缸位移、压力、速度和加速度等的动态特性曲线可以预测该系统的实际工作状态。
运行仿真得到液压系统完整工作过程的上缸位移、压力、速度和加速度动态特性曲线如图4~7所示。其中0~0.40s为快下阶段,0.40s~2.00s为加压阶段,2.00s~4.00s为保压阶段,4.00s~5.00s为释压阶段,5.00s~5.70s为返回阶段。
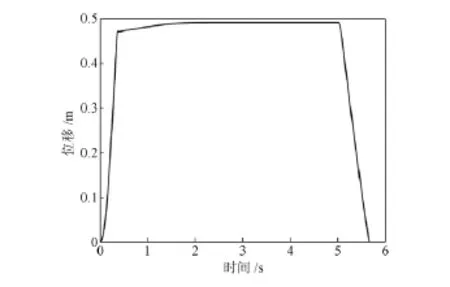
图4 上缸位移曲线
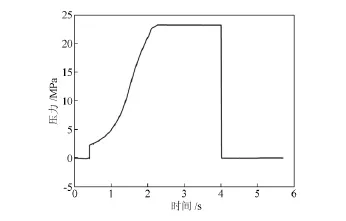
图5 上缸压力曲线

图6 上缸速度曲线

图7 上缸加速度曲线
由图6可知,在0.35s时上缸速度达到最大值2m/s,并在0.40s时迅速降为0 m/s,由图7可知,上缸在0.38s时瞬时加速度达到最大(-94m/s2),这主要是由于快下阶段上缸在充液罐内0.2MPa的油压和上活动横梁自重的作用下加速下落,当上压头接触到固定模框中的粉料后实现惯性加压,同时对上缸产生负载,随着粉料压缩率升高,粉料的密实度随之提高,对上缸产生的负载迅速增大,上缸短时间内快速停止。由图5上缸压力曲线可知,在4.00s时系统释压,电磁阀YV5失电,高压油通过换向阀14释压,上缸上腔压力由23.2MPa骤降至约0.0MPa。
在对全自动液压压砖机的调试过程中发现,在上缸快下骤停和换向释压时机器会产生巨大的“轰鸣”噪声和强烈的振动。由前文对液压压制系统的仿真分析可知,这是因为质量为9 000kg的上活动横梁快速停止引起的惯性冲击,以及液压系统在保压过程中液压油压缩性和机械部分产生弹性变形,储存了相当的能量,由于释压速度过快,系统内会产生液压冲击,造成瞬间产生强烈的振动,引起机器和管路的振动,影响液压机正常工作。
2.3 液压系统改进
由以上分析可知,要解决压砖机快下和释压时的冲击振动和巨大声响问题,应使上缸快下时减速停止和换向时有控制地释压,为此可以在液压系统中增加减速回路和改进释压回路。
改进后的液压原理图如图8所示,双点划线框I内为增加的使用节流阀的减速回路[4]。上缸下降时,换向阀5、25得电,上缸下腔液压油通过插装阀6、26流回油箱实现快速下降,当上压头接触到粉料时,换向阀25失电,上缸下腔液压油经节流阀27流回油箱实现慢速下降,调节节流阀开口大小可调整下降速度。
双点划线框Ⅱ内为改进后使用先导溢流阀的释压回路。当压砖机处于非释压阶段时,YV6得电,换向阀14位于右位,溢流阀28始终处于最大调定压力状态。开始换向释压时,YV6失电,换向阀14位于左位,溢流阀28的远程控制口通过节流阀29和单向阀30流回油箱,实现上缸上腔释压。调节节流阀29的开口大小,可调节高压油的释压速度[5]。

图8 改进后的液压原理图
根据改进后的液压原理图建立的AMESim仿真模型如图9所示,释压回路可简化为一个先导溢流阀和一个控制信号的组合,如图9中点划线框II中所示。
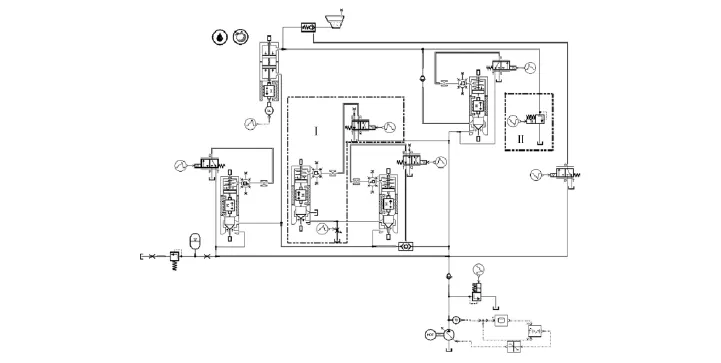
图9 改进后的AMESim模型
通过减速回路控制上缸快下速度,上缸快下惯性压制距离变短,加压压制距离变长,故加压时间由1.60s增加至3.00s。对改进后的模型进行仿真,得到改进后的工作缸上腔压力曲线和活动横梁加速度曲线如图10、11所示。相比图7,图10所示上活动横梁快下最大加速度由改进前的最大-94m/s2变为改进后的-32m/s2,效果明显;相比图6,图11所示系统换向释压时工作缸上腔油压压力在1.00s内由23.0MPa平缓的降至0.1MPa,液压系统换向释压由瞬时骤降变为有控制的平稳释压。可以看出优化后的液压系统在快下和释压阶段较优化前有很大改善。
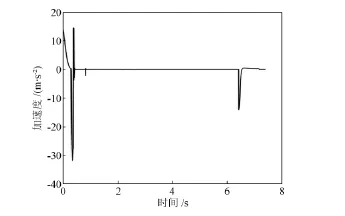
图10 改进后加速度曲线
3 结束语
优化后的全自动液压压砖机液压压制系统在实际生产中进行了应用验证,结果表明上活动横梁的惯性冲击强度大大降低,换向释压时的“轰鸣”声基本消失,这些将大大延长全自动液压压砖机的使用寿命。优化后的液压系统工作周期较原系统有所延长,如何缩短工作周期将是进一步研究的方向。
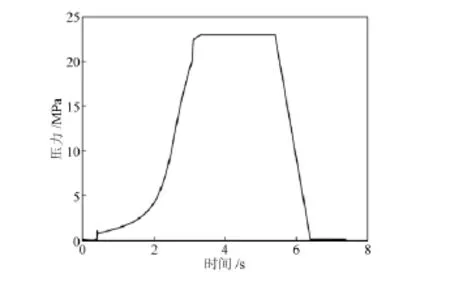
图11 改进后压力曲线
[1]朱雅丽,蔡辉.粉煤灰蒸压砖的发展前景[J].砖瓦,2007 (8):26-27.
[2]许兆美.30 000kN全自动液压机液压系统仿真与优化[J].机床与液压,2011,39(16):12-16.
[3]姚佳烽,陆宝春.粉煤灰蒸压砖成型机液压系统设计与仿真研究[J].机床与液压,2011,39(3):79-82.
[4]李良光.全自动液压压砖机动梁减速和排气液压回路分析[J].机床与液压,2012,6(3):15-19.
[5]徐铭,韩玉坤.液压机释压回路分析[J].机床与液压,2013,41(20):155-156.
Simulation and optimization on the hydraulic system of automatic press machine of brick
JIANG Huaitong1,LI Liang2,LI Ming2,LU Baochun2
(1.Jiangsu Tengyu Machinery Manufacture Co.,Ltd,Jiangsu Suqian,223812,China) (2.School of Mechanical Engineering,Nanjing University of Science and Technology,Jiangsu Nanjing,210094,China)
Aiming at the impact vibration and fulmination occurred during working process of the automatic hydraulic press machine of brick,it analyzes the principle of the hydraulic system of the 1 100t automatic hydraulic press machine of brick and builds a simulation model for the system based on the hydraulic simulation software of AMESim.The dynamic simulation analysis on the upper hydraulic cylinder obtains some defects.It installs a deceleration loop and optimizes the pressure releasing circuit.The improved hydraulic system is verified to achieve ideal effect.
hydraulic press machine of brick;AMESim simulation;hydraulic system
TH137.7
B
2095-509X(2015)07-0011-05
10.3969/j.issn.2095-509X.2015.07.003
2015-06-01
蒋淮同(1979—),男,江苏宿迁人,江苏腾宇机械制造有限公司高级工程师,主要研究方向为液压机械设计制造。
猜你喜欢
水电站机电技术(2024年2期)2024-02-28 06:55:08
科学咨询(2020年53期)2020-03-19 07:41:46
商品与质量(2019年22期)2019-11-29 02:41:40
科学导报·学术(2019年44期)2019-09-10 22:25:45
测控技术(2018年1期)2018-11-25 09:43:50
无人机(2018年1期)2018-07-05 09:51:02
电子制作(2016年19期)2016-08-24 07:49:48
科技资讯(2016年12期)2016-05-30 05:07:58
弹箭与制导学报(2015年1期)2015-03-11 15:32:27
筑路机械与施工机械化(2014年2期)2014-03-01 02:57:59
