机载高分辨率加固LCD显示器的设计
2015-06-08 09:59:08赵小珍杨宗阳
电子设计工程 2015年16期
赵小珍 , 敬 敏 , 杨宗阳 , 刘 波
(1.中航华东光电有限公司 安徽 芜湖 241002;2.特种显示技术国家工程实验室 安徽 芜湖 241002;3.安徽省现代显示技术重点实验室 安徽 芜湖 241002;4.中国人民解放军驻电子十四所军事代表室 江苏 南京 211100;5.总参陆航部军事代表局驻南京地区军事代表室江苏 南京 211100)
机载显示器是现代军、民用飞机的一种必不可少的部件,其性能的优劣是座舱显示设备能力的决定因素。飞行员靠座舱各种显示器的显示获得信息,进而做出决策操纵和控制飞机。因此,机载显示器与其控制系统在飞机的人机界面中,占有非常重要的地位。
随着数字作战模式的发展,飞行员所接受信息的范围将越来越广,机载显示系统为飞机驾驶员提供文字、图形和图像信息量必将越来越大。在机载显示系统中将越来越多地使用高清晰度、多窗口和彩色大屏幕等高新显示技术,这就需要使用超宽式屏幕、高分辨率、高清晰度、彩色大屏幕来显示图像[1]。这种显示器件不但可以自然地进行人机交互,而且还可以灵活地实现图像的融合与分配,具有自由分割窗口的功能,使人们所需要的文字、图形和图像信息量最大化地显示出来。同时,又能满足人们对机载显示系统越来越趋于轻、薄和节能的要求。LCD凭借自身高清晰、高分辨率以及轻薄等优点,在此领域必将具有巨大的潜力[2]。
目前,由于机载高分辨率显示器要求苛刻,而且使用量相对较少,拥有设计和生产军品级液晶屏的厂家只有少数几家。而且,如果要开发高分辨率大尺寸显示屏,还要投入大量人力、物力和财力,进行大尺寸显示屏的设计、开模研制,这使得国内军用机载高分辨率大尺寸显示器的研制受到阻碍。目前,所采用的机载LCD显示屏都是购进普通的商用液晶屏后,根据用户的要求,有针对性地对其性能加以改善,使其满足用户对显示屏性能提出的具体要求。随着我国军事现代化的进程,军事装备中的机载显示系统也迫切要求采用符合军品标准的体积小、重量轻、功耗低,尺寸大的LCD显示系统。
基于以上特点,本文提出采用液晶屏切割拼接设计方法,使其拼接物理缝隙小于1.5 mm,在不影响显示效果情况下,很自然地实现了超宽双屏幕显示,具有很高的军事应用价值。
1 总体方案设计
显示器的总体方案设计主要从功能设计、性能设计以及环境适应性,三大方面进行考虑设计。其显示器的预期技术指标如表1所示。

表1 显示器预期指标Tab.1 Anticipated index of LCD
一个完整的机载显示器通常包括视频接口电路、显示器控制电路、驱动电路和显示设备这几大部分。而表征TFTLCD产品的关键特性的指标主要有分辨率、像素节距和颜色深度等参数。分辨率体现的是有效显示区域的像素总数,分辨率越高,画面的解析图越高;像素节距是表征TFT-LCD有效显示区内相邻两个像素间的距离,像素节距越小,画面越细腻;颜色深度表示TFT-LCD显示不同画面时,一个像素能够使用的颜色数量,颜色深度越大,最亮与最暗之间明暗度的层次越多,彩色显示的色数就越多,所能够呈现的画面效果也就越细腻。综合以上特点和要求,本文针对显示器的液晶屏选择、切割、拼接设计以及加固设计等方面进行了深入设计和研究,成功地研制出了可用于机载显示系统的高分辨率LCD加固显示器。而且,该显示器显示系统具有很强的扩展性、优秀的驱动性能和出色的画面质量[3]。
该机载高分辨率LCD拼接显示器由红外触敏组件、加固型彩色液晶显示屏及膜组件、LED背光灯组件、电路板组件和结构组件等组成。红外触敏组件主要完成操作人员对加固型彩色液晶显示屏上显示的图形进行拖拉、旋转、点击等操作;加固型彩色液晶显示屏是终端显示设备,是图像显示的载体;膜组件及LED背光灯组件是给液晶屏提供高亮光源,是实现强光环境下可视的一个必要组成部分;电路板组件是完成图像生成、控制、输出以及背光驱动控制;结构组件是实现各组件装配以及显示器的安装。其机载显示器总体原理框图如图1所示。
2 液晶屏设计
2.1 液晶屏选型设计
为了实现显示器的高分辨率,该显示器采用切割、拼接设计方法,使液晶屏的分辨率从1 600×1 200扩充为3 200×1 200。本显示器的液晶屏选用型号为HV150UX1-101的液晶屏。该液晶屏为有源矩阵液晶屏,对角线尺寸为15英寸,分辨率为1 600×1 200,每个像素被分割成红、绿、蓝3个子像素,并且以竖直条纹排列[4]。其液晶屏基本参数如表2所示。

图1 机载显示器总体原理框图Fig.1 General scheme of avionics display

表2 液晶屏基本参数Tab.2 Basic parameters of LCD screen
通过分析液晶屏参数以及要达到的技术指标要求,需要对型号HV150UX1-101的液晶屏采取切割、拼接设计,并且要求两屏之间的拼接物理缝隙小于1.5 mm;显示器的分辨率扩充至3 200×1 200,并且液晶屏切割、拼接设计完成后,完全不影响显示器图形、字符等显示的效果,实现显示器高分辨、双屏显示的要求。此外,液晶屏还需要采用加固设计,满足机载显示器抗振动、冲击的要求。通过以上设计,显示器才能完全满足军用机载显示领域的应用要求。
2.2 液晶屏的切割、拼接以及工艺加固设计
2.2.1 液晶屏切割、拼接设计
液晶屏的切割,在国内只有为数不多的几家厂家。除了切割设备之外,还要配备专业技术人员,对液晶屏进行切割设计和工艺设计。另外,为了满足机载显示器抗振动、冲击要求,还要对液晶屏进行加固设计[5]。
对于液晶屏的切割,分以下3个步骤进行操作。
第一步,液晶屏偏振片的切割。首先,将液晶屏的上偏振片朝上,放置在偏振片切割夹具上,沿着切割刀具内侧,裁切液晶屏的上偏振片。切好后,用裁纸刀片挑起偏振片(由偏振片切割夹具切割的区域)的一角剥离下偏振片,在剥离偏振片的过程中,需使偏振片与液晶屏面呈45°夹角,避免出现断裂现象。在整个操作过程中,要注意以下几点:1)不可反向弯曲,避免柔性带受损,锋利物刮伤液晶屏表面及柔性带。2)用切割刀具切柔性带时,避免伤及电路连接部分。3)取下偏振片过后,若液晶屏玻璃上有残留胶,需擦拭干净,保证整个液晶屏面清洁。
第二步,液晶屏切割。将切好偏振片的液晶屏下偏振片面朝上,液晶屏的驱动板朝下,由液晶屏切割机的下方向上放入槽中。液晶屏所固定的位置与切割机的台面上所标记的位置对齐,用标定好的刻度板调整液晶屏的露出夹具的高度,使液晶屏的标记线与刻度板上的标记线相重合,确定重合后固定液晶屏,对液晶盒进行切割。
第三步,液晶屏拼接和固化。用偏光镜片观察切割端面液晶分子是否正常,切割端面有无崩边、裂纹,如果一切正常,则采用装好紫外固化胶的一次性针管沿着切割端面,从一边向另一边均匀的将紫外固化胶涂在液晶屏切割端面上,涂覆过程中不可有气泡,紫外固化胶不可超过液晶屏上下玻璃。然后,打开固化炉开关,开始固化。最后,将液晶屏放到垫有拷贝纸的防静电盒内静至(12±0.5)小时,待硅橡胶完全室温固化后,完成液晶屏的固化。在整个操作过程中,需要注意以下两点:1)对切割端面涂胶的过程中,避免手或其它东西直接接触切割端面;2)封口时,防止污染液晶。
通过以上步骤,完成了液晶屏的切割、拼接设计。当然,如果在切割拼接过程中,其拼接屏拼接缝处显示缺陷对比图如图2所示。
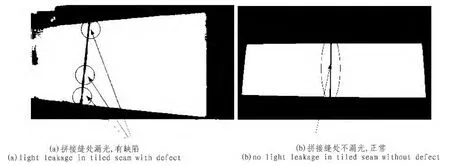
图2 拼接屏拼接缝处显示缺陷对比图Fig.2 Compared graph of display effect for tiled LCD
2.2.2 液晶屏工艺加固设计
液晶屏为显示器的关键部件,通过建立结构的整体模型,对结构的整体强度进行分析后,对易损、薄弱环节进行加固处理,满足国标军功能、耐久振动等要求。
COF主要用于液晶显示屏和TCON板之间的信号传输。一般为聚酰胺薄膜内置导电线路构成,整体材质较软,两端采用ACF连接到液晶屏玻璃和TCON板上。相较于普通尺寸的加固型显示器,该显示器线路更密集,普通的加固工艺手段还不能达到加固、抗振的目的。
相对于TCON板和液晶盒玻璃而言,COF是弹性材料振动过程中形变量最大的一个部件。在液晶屏TCON板上质量不均衡(板上的元器件密度各个区域不一致),更易造成柔性带的应力集中。
针对以上对COF分析,采取在垂直方向和水平方向进行加固工艺处理,提高显示器的可靠性。在下玻璃基板处涂覆加固胶,增强垂直方向上的抗震能力。同时,提高了弯曲装配加固时的抗拉伸能力。在COF和TCON板衔接处涂覆加固胶水,增强水平方向的抗震能力。由于TCON板是刚性体、质量相对较大,装配时和结构件进行刚性连接,会导致COF和TCON板在振动过程中有相对位移,造成应力集中,长时间的工作时,ACF可靠性降低,造成隐患。所以,需要在COF和TCON板连接处进行额外的加固处理[6]。其加固好的高分辨率拼接屏实物图如图3所示。
3 试验结果

图3 高分辨率加固拼接屏实物图Fig.3 The picture of high-resolution rugged LCD
对产品的各个组件进行装配,形成最终的显示器产品。对显示器产品进行高低温试验,通过试验表明,该显示器产品完全满足总体方案提出的各项技术要求,分辨率达到3 200×1 200,拼接物理缝隙为1.2 mm,满足显示器预期技术指标。而且,不影响大尺寸显示器显示的效果,完全实现了高分辨率超宽双屏幕显示的目的。其机载高分辨率拼接显示器产品图和动态画面显示效果如图4所示。其中,图4(a)为机载高分辨率拼接显示器产品图,图4(b)为显示器产品在-45℃动态画面的显示效果图。
4 结 论
本文针对机载高分辨率LCD显示器的设计,从功能设计、性能设计以及环境适应性要求出发,详细分析了显示器的各参数要求,对液晶屏进行深入设计和研究,特别对显示器的液晶显示屏采用切割、拼接和加固设计,显示器分辨率能够达到3 200×1 200,拼接物理缝隙小于1.5 mm,不影响大尺寸显示器显示的效果,完全实现了高分辨率超宽双屏幕显示。另外,对显示器产品做了高低温、振动试验,保证产品可靠性。该显示器已经交于用户使用,其性能可靠、稳定,并且成本低,实用性强。

图4 机载高分辨率拼接显示器产品图和动态画面显示效果图Fig.4 The dynamic display effect graph and product of high-resolution tiled LCD for avionics display
[1]赵小珍,刘波,朱标,等.基于FPGA实现多路机载冗余图像处理系统的设计和实现[J].机械与电子,2013,36(23):161-164.ZHAO Xiao-zhen,LIU Bo,ZHU Biao,et al.Design and implementation of FPGA based multi channel airborne redundancy image process system [J].Modern Electronics Technique,2013,36(23):161-164.
[2]刘杰.机载高分辨率LCD控制器的软硬件设计 [D].成都:电子科技大学,2007.
[3]马群刚.TFT-LCD原理与设计[M].电子工业出版社,2011.
[4]BOE.HV150UX1-101 Product Specification for Customer Rev.A[M].CHINA:BOE,2006.
[5]秦焕宇,舒振杰,陈安,等.机载有源矩阵液晶显示器通用规范.GJB5187-2003[S].北京:国防科工委军标出版发行部,2003.
[6]金诗玮,赵小珍,刘波,等.一种大尺寸双冗余机载液晶显示器的设计[J].机械与电子,2014,4(259):31-34.JIN Shi-wei,ZHAO Xiao-zhen,LIU Bo,et al.A kind of double-redundancy design of a big size TFT-LCD for avionics[J].Machinery&Electronics,2014,4(259):31-34.
猜你喜欢
物理实验(2023年2期)2023-02-27 09:05:08
雷达学报(2020年3期)2020-07-13 02:27:16
知识就是力量(2020年4期)2020-05-20 15:08:31
液晶与显示(2020年5期)2020-05-06 13:46:58
火力与指挥控制(2019年4期)2019-06-14 09:26:10
单片机与嵌入式系统应用(2017年4期)2017-04-25 06:06:46
电脑知识与技术(2016年17期)2016-07-23 20:33:15
太空探索(2015年8期)2015-07-18 11:04:44
浙江大学学报(工学版)(2015年1期)2015-03-01 01:17:19
航天返回与遥感(2014年4期)2014-07-31 17:47:42