一种往复式送料设备
2015-06-07 09:41梁永俊王国娟
锻压装备与制造技术 2015年1期
梁永俊,王 伟,王国娟
(扬州锻压机床股份有限公司,江苏 扬州 225127)
0 引言
近年来,冲压生产线的自动化已渐成趋势。以往通常是用一台落料机床,通过人工集料,放到集料架上,再送至多工位机床进行冲压成形,或者通过输送带进行送料。以上两种方法,前者不能高效利用资源,使产品成本增加;后者对两台机床的间距要求较高,且输送带有一个支架安装在机械手的箱子上,机床震动对其影响较大,且片料容易重叠在一起。同时,现有技术中的送料装置结构复杂,不能用于任意间距的两机床之间的物料运送。
本文提出一种新颖的往复式送料设备,其安置在两台机床之间,用于在两台机床间运送物料,尤其适用于片料的输送。能够用于任意间距的两机床之间的物料运送。其特征在于:往复式送料设备包括支座、N个往复送料装置、2N-1个中转站和活动取料装置,其中N≥1。
1 结构方案
如图1所示,往复式送料设备其支座包括卧式支架和立式支架,其中,卧式支架沿纵向固定在立式支架上;往复送料装置包括往复移动部件、导向部件和送料平台,其中,往复移动部件能够沿导向部件作往复运动,且送料平台固定在往复移动部件上,往复送料装置被安装在卧式支架上。
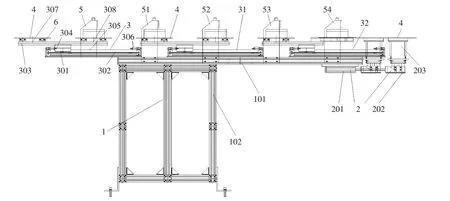
图1 往复式送料设备
中转站包括升降装置和固定保持架,其中,升降装置通过固定保持架安装在卧式支架上,往复式送料设备布置使得往复送料装置能够通过送料平台将物料从第一机床处运送到中转站的升降装置上;能够通过送料平台将物料从中转站的升降装置处运送到下一个中转站或活动取料装置上;活动取料装置能够将物料从其上运送到第二机床上。
本技术的往复式送料设备为机床在厂房中的布置提供了巨大的灵活性,有利于节省厂房面积和工业用地。
2 实施方式
本技术的主要设计思想是:根据两机床之间的间距大小,使用一个或一个以上的往复送料装置和一个或一个以上的中转站来满足不同的距离要求,如需要,可对往复送料装置的行程进行调整,以达到精确调整目的。
往复送料装置和中转站数量视两台机床之间的距离而定。对于最短距离的情况,使用一个往复送料装置和一个中转站就能实现两台机床之间的物料运送。对于稍长的距离,使用两个往复送料装置和三个中转站就能实现两台机床之间的物料运送。对于更长的距离,使用N个往复送料装置和2N-1个中转站可实现两台机床之间的物料运送,其中N≥1。
支座包括卧式支架和立式支架,其中,卧式支架沿纵向L固定在立式支架上,立式支架可以固定在地面上、轨道上或机架上。卧式支架的长度可根据两机床间的距离适当调整,以能够安装相应数量的往复送料装置和中转站为准。
往复送料装置包括往复移动部件、导向部件和送料平台,其中,往复移动部件能够沿导向部件作往复运动,且送料平台固定在往复移动部件上;往复送料装置安装在卧式支架上。往复送料装置在卧式支架上的位置可方便调整,例如,卧式支架上沿纵向制出有长形孔槽,固定螺栓能够借助于长形孔槽将往复送料装置安装在卧式支架上的适当位置。
往复移动部件可以是螺母-丝杠型、齿轮-齿条型、液压缸型或者气缸型。其中,优选机械接合式无杆气缸。
中转站包括升降装置和固定保持架,升降装置通过固定保持架安装在卧式支架上,确保物料可由往复送料装置一个接一个地从一个中转站运送到另一个中转站。
3 实例
以第一机床为落料、第二机床为冲压成形为例。第一往复送料装置的送料平台第一端被移动至落料机床的模具下方,接住落下的物料,并向第一中转站移动并进入其中,第一中转站的升降装置抬起物料使之离开,然后第一往复送料装置送料平台的第二端向第一中转站移动并进入其内,第一中转站的升降装置下降,并使物料搁置在第一往复送料装置的送料平台第二端,第一中转站的升降装置继续下降一确定距离并与物料脱开,载有物料的第一往复送料装置送料平台的第二端移动向第二中转站并进入其中,第二中转站的升降装置抬起物料使之离开第一往复送料装置送料平台的第二端,这样物料就从第一中转站被运送到第二中转站。依次类推,物料最终被运送到第2N-1个中转站,再被运送到活动取料装置上,最后,活动取料装置将物料从其上运送到冲压机床上。
4 结论
对于包括多台机床设备的生产线,可以在两相邻的机床间设置本文所述送料设备,构成送料系统。该设备为机床在厂房中的布置提供了很大的灵活性,有利于节省厂房面积和工业用地。
[1]王建明.自动线与工艺机械手技术[M].天津:天津大学出版社,2009.
[2]黄雨华,董遇太.现代机械设计理论及方法[M].沈阳:东北大学出版社,2001.
[3]权修华.冲压自动化与压力机改造[M].合肥:安徽科学技术出版社,1992.
猜你喜欢
军事文摘(2023年2期)2023-02-17
防爆电机(2022年2期)2022-04-26
上海建材(2021年1期)2021-11-22
化工管理(2021年7期)2021-05-13
有色设备(2021年4期)2021-03-16
活力(2019年17期)2019-11-26
北京汽车(2019年1期)2019-03-13
电子制作(2017年20期)2017-04-26
当代化工研究(2016年7期)2016-03-20
安全(2015年6期)2016-01-19