铁路机务段标准化机车整备场作业模式优化探讨
2015-06-05 09:37白晋生
山西建筑 2015年10期
白 晋 生
(大秦铁路股份有限公司太原机务段,山西 太原 030003)
铁路机务段标准化机车整备场作业模式优化探讨
白 晋 生
(大秦铁路股份有限公司太原机务段,山西 太原 030003)
对电力机车整备场设施、作业人员构成及整备作业流程进行了介绍,并针对现行整备作业模式中存在的问题,探讨了优化机车整备作业模式的思路,以期更好地解决机车整备超时的问题。
铁路,机务段,机车,整备场,作业模式
1 概述
随着我国铁路跨入电力牵引时代,货车重载、客车高速和机车长交路、跨局轮乘的实施,机车整备作业的质量已成为影响机车运用效率的决定因素。电力机车整备作业主要由保洁、上砂、安全设备数据转储和检测、机车全面检查和机能试验、机车故障修理、保养和给油等作业。机车检查和试验是对机车进行“体检”,合格继续担当运输任务,不合格进行碎修或回检修库进行修理。传统电力机车整备场,机车停在25 kV高压接触网下作业,上车顶作业需先打开隔离开关,手续繁琐还存在触电风险。因在露天作业,整备作业受雨、雪、风、雾等不良天气影响,不能实时监控职工简化作业和不安全行为。按照中国铁路总公司整合整备资源、规范整备模式、统一整备标准,完善整备设施的要求,结合近期生产及远期发展的需要,对太原机务段(北区)整备场进行标准化改造工程于2014年10月29日正式竣工启用。标准化整备场基本消除了上述缺点,并使用计算机网络信息化技术采集机车质量和作业、安全信息,对整备作业安全、有序、可控。但是,若标准化整备场及采用传统整备作业模式,图定库内作业时间90 min内完不成一台机车的整备;如果压缩作业时间,安全与质量没有保障。本文作者从整备场标准化改造前、后的作业模式分析入手,探讨利用好整备资源、优化整备作业模式、确保90 min内完成一台机车整备的思路。
2 电力机车整备场设施及作业模式
1)整备场设施。太原机务段太北整备场改造前,共十股道为电1至电10道,电1道为回库专用线。其上设洗车机和上砂器。电2至电9道均设有接触网隔离开关和机车检查地沟。整备场南头为电动道岔,北头道岔为人工搬动道岔。分别设有1号至5号搬道房,2号搬道房兼作与太原北站分界点闸楼。整备场标准化改造是围绕两个点(入库、出库)和中间过程的闭环管理,重点
是跟踪整备作业、质量评价、作业安全和机车质量几个环节。实现机车整备标准化、集中化和智能化管理,达到为运用提供良好机车的目的。并根治了机车停在25 kV高压接触网下作业触电风险、露天作业受不良天气影响、道岔手工搬动效率低和不能实时监控职工作业过程等弊端。a.整备场区道岔由人工搬道作业改为电气集中控制;b.新建在线动态检测棚,机车回库过闸楼后进入检测棚进行走行部、动轮和受电弓动态检测,所采信息传输到综合信息大厅;c.更新改造气力输送上砂设备和自动洗车机;d.取消电4至电9道接触网隔离开关;e.新建整备棚供机车检查作业使用,棚内为无电区,六股道每两道设一座三层整备作业平台,第三层通过翻转渡板上下车顶;f.设置牵车机或库用牵车电源,大棚内该股道无车门禁杆升起后牵引机车出入大棚;g.新建整备棚东边跨二层班组楼,分别有检查组、给油组和电务、通信段人员待班室,其中还设油脂发放室、机车牵车电源控制系统室;h.新建机车整备调度室(厅),设置有:整备场综合视频监控、机车实时状态和轨迹追踪、整备检查质量评价、整备作业综合管理、机车受电弓动态检测、动轮动态检测、机车走行部动态检测、整备外勤调度管理八项功能的《机车整备作业综合管理系统》;i.为“机车整备作业综合管理系统”数据传输新设工位终端、手持终端、机车定位器、车号识别校验装置等设备。
2)整备作业人员构成及整备作业流程见图1。整备车间实行铁路四班制,每班由整备组、地勤检查组、外勤组三大块组成,整备组由烤砂工、上砂工、油脂发放工、洗车工等组成,地勤检查组由上部检查员、下部检查员、隔离开关值班员、工具管理员和给油员组成,外勤组由值班员、外勤调度员、外勤司机、信号员、搬道员组成。另外,还有检修车间碎修组人员,电务段、通信段安全装备检测人员及外聘保洁人员。标准化改造后,对作业工种进行微调,烤砂工、隔离开关值班员、搬道员工种取消,新增了机车入、出大棚的牵车工,其他工种不变。
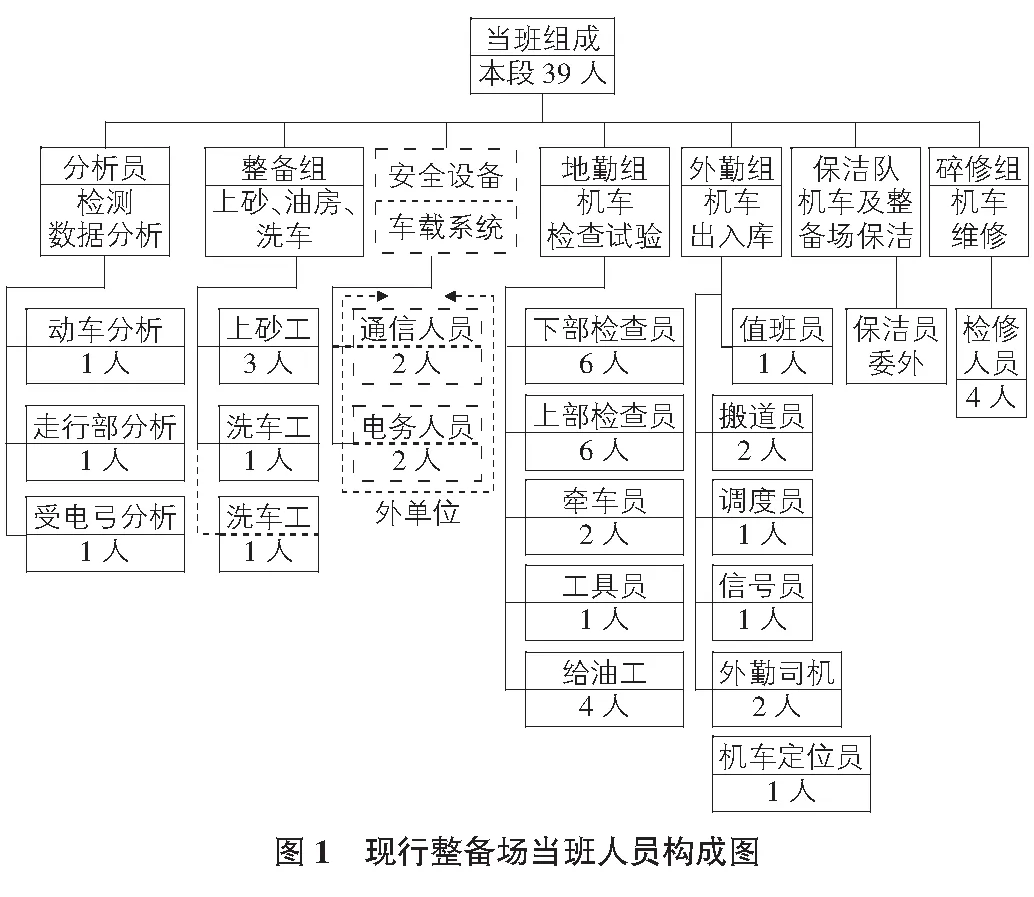
除机车进大棚内机车检查作业为平行作业模式外,其他作业均为顺序作业,整备作业时间为110 min。
3 优化整备作业模式,缩短库内作业时间
3.1 现行整备作业模式存在的问题
1)虽然取消接触网隔离开关分、合操作缩减部分时间,但新增了向整备棚牵入、牵出机车作业,额外增加作业时间。
2)上、下部检查员从牵车开始一直到机能试验结束,增加了作业量。按6组检查员、2名牵车员和1名上砂工计算一台车平均工时,上、下部检查员作业10.1 min,牵车员6.5 min,上砂工6 min。
3)现行作业模式为顺序作业,工位间衔接不紧凑,未规定每个工位提前到位,有效作业时间少。
4)各工种作业时间不均衡,作业时间长的工位是延长整备作业时间的瓶颈。
3.2 缩减整备作业时间可行性分析
1)合理组织整备作业,可压缩分配的时间。
a.上砂作业,因SS4机车16个砂箱,4个人作业,每人4个砂箱用4 min作业,压缩出2 min。b.交车时间(司机办理)可与牵车准备交叉进行,因为司机到工位终端输入信息和到地勤办理手续不影响牵车。c.车顶检查、上部检查、地沟检查、走行部检查平行立体作业,需要2个上部检查员和2个下部检查员。检查员检查一台机车平均工时为7.4 min,减少约3 min。d.机能试验和司机接车合并协同进行,可分别各试验一端。
2)优化作业模式——平行立体作业,实行一岗多职、一专多能制度。
a.洗车工1人和上砂工3人,一岗多职。洗车机为自动控制,班前做好准备工作,就能根据机车位置自动洗车。洗车工兼上砂工,4人一起上砂作业(注:进入冬季防寒期不洗车作业)。b.SS4型双节机车,下部检查员兼牵车工,每进整备大棚一台车,由A组检查员(一个上部和一个下部)负责牵车入、出大棚,并负责A节机车检查,和机车的机能试验全部作业时间为46 min;B组检查员(一个上部和一个下部)待机车入大棚后进行B节机车的检查,作业时间为15 min。c.6轴HXD3CA机车按单结车对待,一组检查员进行作业,作业时间46 min。d.每个工位联结部早出1 min,晚回1 min,做到紧密衔接、人等车。e.现行一上一下检查员,有6对检查组,优化后两上两下4人为一组,分4组还差2个上部检查员才能配齐。可以实行“一岗多职、一专多能”,闲时各司其职,忙时兼顾它职。碎修组配备4名检修人员,对其增技培训为上部或下部检查员作为“备胎”,机车多时可以通过整备调度室派工担当检查员工作。检查员也可进行增技培训为机车钳工或机车电工,当机车有活时先不用提票及时进行处理,可提高机车效率。打破车间班组和工种界限,进行统一调度派工派活。当然,要发挥经济杠杆的作用,鼓励多劳多得,少劳少得,不劳不得。
4 结语
整备场标准化改造是围绕入库点、出库点和整备作业、质量评价、作业安全和机车质量等过程,为机车整备标准化、集中化和智能化管理提供了硬件保证。如何才能最优化地发挥这个硬件的作用,必须有配套软件才行。
机车整备时间是影响机车运用效率的一项重要指标。如果整备场标准化改造后作业时间比传统整备场所用时间还长,就失去了改造的意义。
本文通过对新旧机车整备场设施和作业模式的比较,找到影响作业时间的工位,并根据标准化整备场的三层作业平台及全程跟踪整备作业过程等特点,提出机车检查平行、立体作业和司机对口交接机车协同作业,各工位结合部提前1 min到位推后1 min退位缩短作业时间。针对岗位人员不足提出一岗多职和一专多能的岗位用工方式。通过优化实现库内作业时间90 min的目标。
综上所述,本文对机车整备作业模式的优化是可行的,对提高机务运用效率是有益的。
[1] 铁总运[2013]90号,中国铁路总公司关于印发加强机车整备能力建设的指导意见的通知[Z].
[2] 童建军.推行铁路机车整备专业化地勤管理的思考[J].铁道机车车辆,2012,31(3):66-67.
[3] 韦时平.机车整备场管理信息系统数据接口方案和实践[J].上海铁道科技,2013(2):55-58.
[4] 申瑞源.构建大功率机车整备体系的研究与思考[J].中国铁路,2012(2):11-13.
[5] 申瑞源.激扬正能量 展示新作为 在铁路改革发展中再创佳绩[Z].2014.
[6] 李京静,孙 丽.生产流程管理实操手册[M].北京:中国电力出版社,2014.
On optimizing the operation mode of standardized locomotive servicing field in railway locomotives
Bai Jinsheng
(TaiyuanLocomotiveDepotofDa-QinRailwayLimitedbyShareLtd,Taiyuan030003,China)
This paper introduced the electric locomotive servicing field facilities, operation personnel composition and servicing work processes, and according to the existing problem in servicing work mode, discussed the thinking optimization of locomotive operation work mode, so as to better solve the timeout problems of locomotive servicing.
railway, locomotive depot, locomotive, servicing field, operation mode
2015-01-29
白晋生(1958- ),男,工程师
1009-6825(2015)10-0252-02
U260.83
A
猜你喜欢
中国设备工程(2023年2期)2023-02-13
农产品质量与安全(2022年3期)2022-05-28
汽车工艺师(2021年7期)2021-07-30
装备制造技术(2021年2期)2021-07-21
中国化妆品(2020年6期)2020-11-14
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
铁道通信信号(2019年2期)2019-03-26
广东第二课堂·初中(2017年6期)2017-06-30
中国铸造装备与技术(2017年3期)2017-06-21