
广西某多金属矿锌硫分离无氰工艺研究
2015-06-05 14:42:57荆正强彭雪清
湖南有色金属 2015年3期
荆正强,彭雪清
(长沙有色冶金设计研究院有限公司,湖南 长沙 410011)
广西某多金属矿锌硫分离无氰工艺研究
荆正强,彭雪清
(长沙有色冶金设计研究院有限公司,湖南 长沙 410011)
广西某多金属选厂浮选工艺流程中使用了氰化钠以改善硫锌分离效果,但该有氰工艺属于国家明令淘汰的落后工艺。试验采用巯基乙酸钠取代氰化钠并通过系列试验得到品位46.72%,回收率94.64%的锌精矿,该指标略优于氰化钠的工艺,并试验探讨了巯基乙酸钠抑制黄铁矿的机理,为选厂进行药剂改造实施无氰工艺提供了技术支持。
锌硫分离;无氰工艺;巯基乙酸钠
在多金属硫化矿的选矿中,锌硫分离通常是用石灰作为硫铁矿的抑制剂,当只用石灰不能有效地抑制硫化铁时,则加少量氰化物以改善锌硫分离效果。氰化物是剧毒药剂,对环境存在污染,故有氰工艺属于国家明令淘汰的生产工艺。
研究选择新型低毒高效的氰化物替代品是选矿领域的重要研究课题之一,目前研究的主导方向已趋向有机药剂方面发展。巯基乙酸钠在选矿中是氰化钠及硫化钠的理想替代品,主要用作硫化铜、硫化铁等硫化矿物的抑制剂[1~3],它具有药效高、用量少、毒性小的优点,是迄今广泛应用于矿山浮选工艺的有机抑制剂。是国家环保部门积极推荐的环保型无污染产品。
广西某复杂多金属矿硫化矿,选矿的工艺流程为“铅锑浮选—锌硫混浮—锌硫分离”的流程。锌硫混浮以硫酸为调整剂,以丁基钠黄药为捕收剂,2#油为起泡剂,硫酸铜为活化剂,锌硫混合精矿分离,以石灰作为硫铁矿的抑制剂,辅之以氰化钠改善分离效果,经过一粗三精三扫作业,最终获得含锌品位45.56%,回收率94.49%的锌精矿。本试验研究的目的是寻找新型环保低毒的药剂替代氰化钠实现锌硫无氰分离。
1 矿石性质
锌硫精矿试验样取自选厂生产的锌硫混合浮选机泡沫槽,桶装后送往实验室。锌硫混合精矿中锌品位为20.65%,硫品位为36.19%。
矿石中锌矿石的主要存在形式为铁闪锌矿;硫的主要存在形式为黄铁矿、磁黄铁矿;脉石矿物主要为方解石,其次为绢(白)云母、石英等。矿石的矿物含量测定结果见表1。
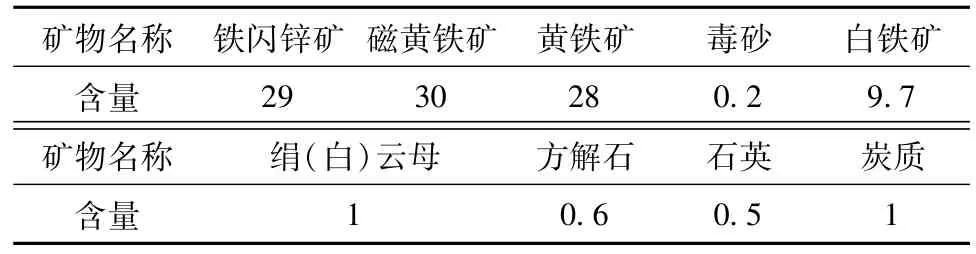
表1 试验样矿物组成及含量测定结果 %
2 试 验
2.1 试验流程
试验主要为现场药剂方案调整提供依据,故试验流程延用原有试验流程,条件试验采用开路流程,具体如图1所示。
2.2 条件试验
2.2.1 硫酸铜用量
固定石灰用量为6 000 g/t、巯基乙酸钠用量350 g/t,进行硫酸铜条件试验,试验结果如图2所示。
从图2试验结果看:硫酸铜用量对锌硫分离效果影响很大,随着硫酸铜用量的增加,锌精矿锌回收率逐步提高,但锌品位呈下降趋势。硫酸铜用量达到60 g/t时,锌精矿锌品位仅32.95%,下降幅度较大。综合考虑,硫酸铜用量40~50 g/t较适宜。
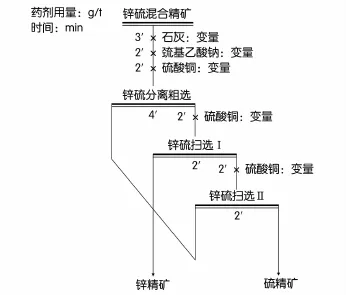
图1 开路条件试验流程图

图2 硫酸铜用量试验结果
2.2.2 石灰用量试验
固定试验条件为:巯基乙酸钠用量350 g/t,硫酸铜用量(40+15+5)g/t。试验结果如图3所示。
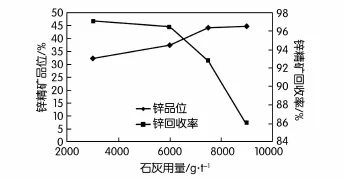
图3 石灰用量条件试验结果
从图3试验结果可知:随着石灰用量的增加,锌精矿锌品位逐步提高,但锌回收率下降。当石灰用量大于6 000 g/t时,虽然锌精矿的锌品位得到明显提高,但锌回收率下降幅度较大。综合考虑,石灰用量在6 000 g/t左右较为合适。
2.2.3 巯基乙酸钠用量试验
固定试验条件为:石灰用量6 000 g/t,硫酸铜用量(40+15+5)g/t。试验结果如图4所示。
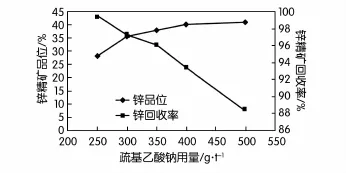
图4 巯基乙酸钠用量试验结果
从图4试验结果可知:巯基乙酸钠对黄铁矿的抑制作用亦较为明显,巯基乙酸钠用量250~400 g/t范围内,随着巯基乙酸钠用量的增加,锌精矿锌品位不断提高,但锌回收率下降。当巯基乙酸钠用量大于350 g/t以后,锌精矿品位提升缓慢,但回收率大幅下降,故确定巯基乙酸钠用量为350 g/t。
2.2.4 闭路流程对比试验
确定石灰用量为(6 000+1 000+1 000+1 000)g/t,硫酸铜用量为(40+15+5)g/t,巯基乙酸钠用量为350 g/t(氰化钠65 g/t)进行闭路试验,试验流程如图5所示,试验结果见表2。
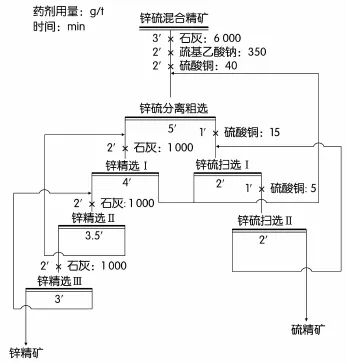
图5 闭路试验流程
从表2锌硫分离试验结果可知:单用石灰抑制黄铁矿难以获得合格的锌精矿,需要辅助其它抑制剂一起抑制黄铁矿;锌硫有氰分离指标:锌精矿锌品位45.56%,锌作业回收率94.49%;锌硫无氰分离指标:锌精矿锌品位46.72%,锌作业回收率94.64%。在锌回收率相同的情况下,无氰分离工艺锌精矿质量较高。说明巯基乙酸钠完全可以取代氰化钠,实现锌硫分离无氰工艺。
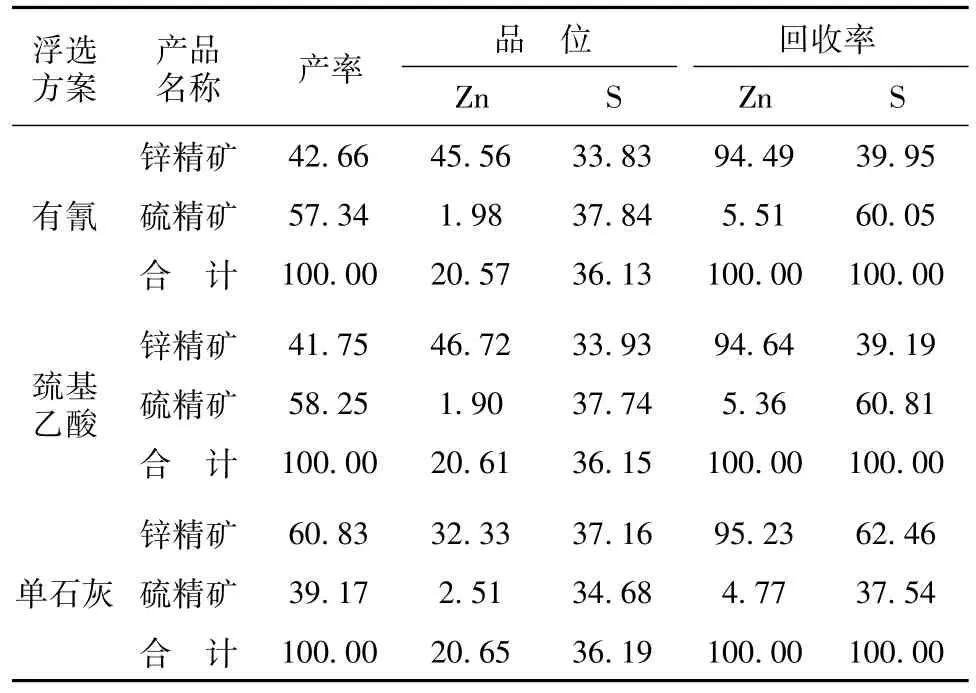
表2 闭路试验对比结果 %
3 作用机理探讨
巯基乙酸钠作为抑制剂抑制黄铁矿主要是利用其中的—SH基和—COOH基,按照Pearson软硬酸碱理论[4],羧基为硬碱,容易和硬酸发生作用,而巯基属于软碱,容易和软酸发生作用,闪锌矿为软酸[4],黄铁矿为硬酸或者交界酸[5]。由于—SH基较难以与闪锌矿结合,故优先—COOH基和黄铁矿结合,而在强碱环境中—SH亲水,而且—SH基程电负性,不利于黄药的附着,故在黄铁矿的外围形成水膜,抑制了黄铁矿的上浮。
当巯基乙酸钠用量过大时,矿浆中过多的—SH基也会吸附在闪锌矿表面抑制了闪锌矿的上浮,故图4所示当巯基乙酸钠用量过大时闪锌矿的回收率直线下降。
4 结 论
1.通过试验表明巯基乙酸钠完全可以取代氰化钠,实现锌硫分离,其试验锌精矿品位为46.72%,回收率为94.64%,比氰化钠获得指标略好。
2.巯基乙酸钠添加需要控制的一个范围,过量的巯基乙酸钠也会抑制闪锌矿的上浮,降低锌精矿的回收率。
3.试验为该选厂对药剂进行调整,采用无氰工艺生产提供了技术支撑。
[1] 林辉,吴海燕,王波.巯基乙酸钠在锌硫分离中的应用[J].中国钨业,2014,(8):32-34.
[2] 陈慧杰,蒋升国,李吉云,等.巯基乙酸钠在铜铅分离中的应用研究[J].矿业研究与开发,2011,(6):68-70.
[3] 陈建华,冯其明,卢毅屏.巯基乙酸对闪锌矿和黄铜矿的抑制作用研究[J].矿产保护和利用,2002,(5):22-24.
[4] 龚明光.矿物可浮性分类与软硬酸碱原则[J].有色金属(选矿部分),1980,(2):51-57.
[5] Glembotskii A V.Theoretical principles of forecasting and modifying collector properties[J].Tsvet Metally,1978,51:86-89.
Study on Non Cyanide Process of Zinc Sulfur Separation in Multimetallic Ore of Guangxi
JING Zheng-qiang,PENG Xue-qing
(Changsha Engineering and Research Institute Ltd.Of Nonferrous Metallurgy,Changsha 410011,China)
Sodium cyanide is applied to improve sulfur zinc separation of Guangxi multimetallic process plant,but the cyanide process belongs to the backward process eliminated countries.Sodium thioglycolate is applied to instead of sodium cyanide in flotation separation,and zinc concentrate with grade of 46.72%,recovery rate of 94.64% is obtained by a series of optimization test.The processing index is better than the cyanide process.This paper discusses the mechanism of sodium thioglycollate inhibits pyrite.It can provide the technical support for the the non cyanide agent transformation of processing plant.
separation of zinc and sulfur;the non cyanide process;sodium thioglycolate
TD923
A
1003-5540(2015)03-0018-03
2014-12-19
荆正强(1983-),男,工程师,主要从事有色金属选矿研究及设计。
猜你喜欢
青少年科技创新报(2024年39期)2024-12-02 00:00:00
能源与环境(2022年5期)2023-01-10 02:24:28
化工管理(2022年21期)2022-08-09 01:47:20
煤炭与化工(2021年1期)2021-02-26 05:26:48
山东化工(2019年20期)2019-11-19 01:49:22
——以硫酸铜饱和溶液析出晶体的计算为例
数理化解题研究(2017年10期)2017-05-17 09:56:02
安全生产与监督(2016年5期)2016-09-07 05:33:48
中学科技(2015年11期)2015-11-25 04:46:34
应用化工(2014年12期)2014-08-16 13:10:46
应用化工(2014年7期)2014-08-09 09:20:23
