
低纤涤纶长丝加弹网络一步法工艺探讨
2015-06-01 09:02:46邓顺涛
纺织器材 2015年1期
邓顺涛
(无锡宏大纺织机械专件有限公司,江苏 无锡 214161)
低纤涤纶长丝加弹网络一步法工艺探讨
邓顺涛
(无锡宏大纺织机械专件有限公司,江苏 无锡 214161)
为填补低纤涤纶长丝FDY20D24f加弹网络一步法工艺空白,介绍了K5118型加弹网络机的主要技术参数及加弹网络一步法工艺,并以涤纶长丝FDY20D24f丝条为例进行了实地工艺理论试验和核心工艺参数分析。指出:经加弹网络工艺加工的FDY20D24f长丝丝束平滑、富有弹性和规律网络风格;但由于假捻器转速、网络喷嘴孔径限制,生产效率低、耗气成本高,制约了技术发展;提出了袖珍型摩擦式假捻器的设想。
低纤涤纶长丝;加弹网络一步法;工艺参数;热定型;加弹;网络;假捻;假捻器;喷嘴孔径
1 K5118型加弹网络机概况
K5118型加弹网络机是无锡宏大纺织机械专件有限公司为特定客户研发的,该设备的主要技术参数见表1[1]、丝条行程示意见图1(部分零件经过简化处理)。经该设备加工的低纤涤纶长丝(FDY20D24f)丝束平滑、富有弹性和规律的网络风格,布料柔软、透气、略带弹性,市场空间很大。设备通过送丝、热定型、加弹、网络、上油、筒子成型、卷绕完成对丝条的一步法加工,核心工艺集中在一步法加工中的热定型、加弹、网络3个方面,其中包含热定型温度、假捻捻度、加捻张力、解捻张力、网络张力这些核心工艺参数。下文将对加弹网络一步法的工艺及参数两个部分进行探讨。
2 加弹网络一步法工艺
2.1 工艺行程
如图1所示,低纤涤纶长丝丝条从固定的原丝(牵伸丝)丝饼自然退解,穿过下张力器、上张力器,

表1 K5118型加弹网络机主要技术参数
经第1超喂罗拉进入热箱中的导丝管定型,经导丝轮进入转子式假捻器加弹(假捻),经第2同轴双超喂左罗拉进入网络器网络。然后经导丝轮、上油器、再经导丝轮完成上油,最后经第2同轴双超喂右罗拉、移丝杆导丝成型卷绕至筒子上。
2.2 主要工艺分析2.2.1 加捻丝条热定型工艺
众所周知,当纤维受热温度超过其玻璃化温度时,纤维中的约束减弱,从而产生收缩,使丝条产生牵伸作用,受到牵伸的丝条纤维长度会成倍增加,同时低缩率丝条分子的热运动可以消除丝条因加捻而产生的扭曲应力。因此,加弹加捻段的丝条被加热装置加热就可将加捻变形定型,从而使丝条具有预期效果。因此,热定型工艺在加弹网络一步法中必须存在。
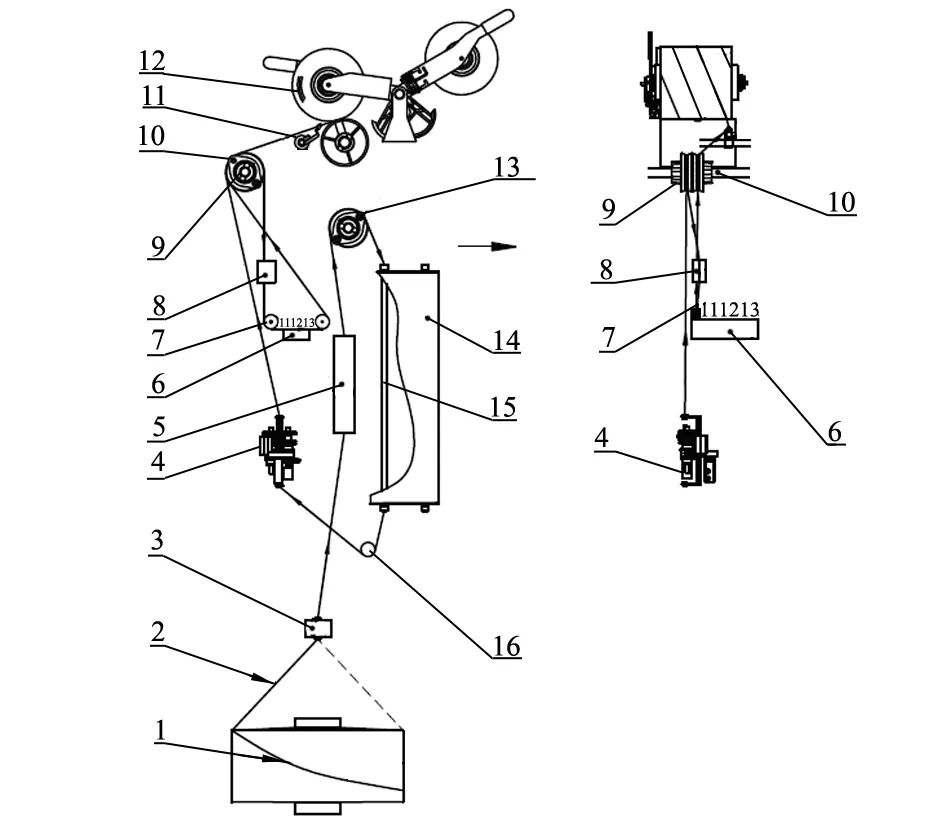
1—原丝丝饼;2—丝条;3—下张力器;4—转子式假捻器;5—上张力器;6—上油器;7—导丝轮;8—网络器;9—第2同轴双超喂左罗拉;10—第2同轴双超喂右罗拉;11—移丝杆;12—筒子;13—第1超喂罗拉;14—热箱;15—导丝管;16—导丝轮。图1 加弹网络一步法丝条行程示意
2.2.2 加捻解捻(假捻)加弹工艺2.2.2.1 加弹丝条捻向
捻向是指丝条加捻的方向,它是根据加捻后纤维在纱中或单纱在股线中的倾斜方向而定的,有Z捻和S捻两种,如图2所示。纤维(或单纱)倾斜方向由下而上且自左而右的称为Z捻,又称反手捻;纤维(或单纱)倾斜方向由下而上且自右而左的称为S捻,又称顺手捻[2]。
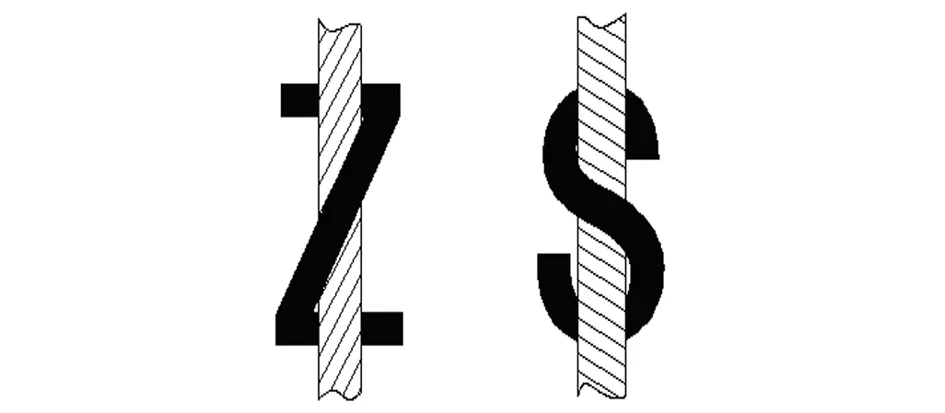
图2 加弹丝条捻向
2.2.2.2 转子式假捻器穿丝方向与捻向
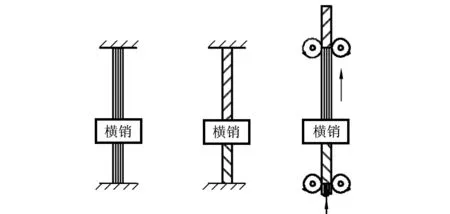
丝条只有正确穿过转子式假捻器的横销才能获得所需的捻向和纱线风格,通常横销固定在中孔的细管上,转子式假捻器穿丝方向与捻向如图3所示[3]108-109。

图3 穿丝与捻向
2.2.2.3 转子式假捻器加弹原理
取未经加弹的原丝穿过转子式假捻器,将丝条两端固定,即不作轴向运动,如图4a)所示,使转子按图4b)所示方向自转,可见图示效果,假捻器上区(解捻区)获得了Z捻捻向,下区获得了S捻捻向,即在假捻器上下两区产生了捻向相反、捻数相等的捻线。如果分别用+n和-n标示捻度,则整段被固定丝条上捻度的代数和为零,即(+n)+(-n)=0,所以称其为假捻[3]109。但在实际生产中,如图4c)所示,丝条是以恒定速度在运动的,恒定运动丝条段
a) b) c) 图4 加弹原理示意
捻度的真实分布是这样的:+n、-n、+n横销-n,因此,整根连续运动的丝条的两端(头、尾)很微小的部分其实是存在真捻的,真捻数分别为+n和-n,只有中间部分丝条才是没有捻度的。假捻器横销前方的丝条在加捻的同时被热箱加热、定型,被加捻定型的丝条离开热箱后不断冷却,然后经过横销离开假捻器被解捻,丝条只保留了在热箱中加捻的捻回形状而不存在捻度,从而形成对丝条的假捻(加弹)。因此,转子式假捻器加弹工艺为加弹网络一步法中的核心工艺之一。
2.2.3 加弹丝条网络工艺2.2.3.1 丝条网络原理和网络器
网络加工是在纺丝、拉伸或假捻工序中利用压缩空气网络喷嘴,对正在行走的丝条进行压空喷射,如图5所示。由网络器中喷出的高速压缩空气流近似垂直于丝条进行剧烈地喷射、冲击和碰撞,产生与丝条平行的涡流,这种涡流将丝条充分开松、旋转和扭合,从而使丝条中的单丝间呈完全不规则网络,形成集束性、平滑性良好的网络丝,而且网络点在连续加工中呈一定的规则性和周期性。网络点的个数、牢度与丝条运行速度、网络喷嘴规格(主要是喷嘴孔径)、压缩空气压力等密切相关[4]266-268。
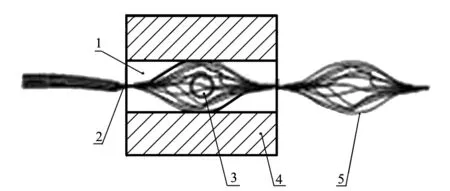
1—丝路;2—网络点;3—气流;4—网络器;5—跳过。图5 丝条网络原理示意
2.2.3.2 加弹网络一步法网络器工艺位置
制取网络丝的重要条件是要求丝条通过网络器时的张力均匀、大小适当,择优选择网络器的设置区域是获得丝条理想网络点的加工关键。在加弹网络一步法加工中加弹前网络是没有任何意义的,因此选择丝条加弹后网络,但丝条经加弹后的张力如不经处理,无论如何也达不到网络所需要的张力要求,所以在丝条加弹后增加了第2同轴双超喂功能,如图6所示。网络器位于第2同轴双超喂的左超喂罗拉与右超喂罗拉之间;为了降低上油部件对丝条网络张力的影响,而将网络器设置在上油部件之前。

1—加弹丝;2—左超喂罗拉;3—网络器;4,6—过丝轮;5—上油部件;7—右超喂罗拉;8—产品丝。图6 一步法网络位置示意
3 加弹网络一步法工艺参数
3.1 丝条热定型工艺参数
3.1.1 热定型温度:工艺要求为180 ℃~230 ℃,这里选用195 ℃~200 ℃,温控精度为±1 ℃。
3.1.2 热定型时间:工艺要求不小于0.15 s,实际选用0.4 s(0.2 s~0.5 s均可)。
3.1.3 热定型张力:略小于假捻中的加捻张力,工艺要求为0.07cN/D~0.10cN/D,实际张力为(2±0.5)cN。
3.2 丝条转子式加弹工艺参数3.2.1 加弹(假捻)捻度
选用瑞士海勃林公司提出的假捻数公式[4]197:
式中:
α——捻系数,一般选用0.80~1.00;
D——长丝纤度,单位为丹尼尔。
20D捻度带入公式为:T=5813.7T/m~7 267.2 T/m,实际选择为6 000 T/m,效果尤佳(兼顾效率)。
3.2.2 丝条加捻张力
丝条加捻张力应略大于热定型张力,工艺要求为0.08 cN/D~0.11 cN/D,实际为(2.5±0.5)cN。可以通过调节送丝张力和第1、第2同轴双超喂率调节。
3.2.3 丝条解捻张力
工艺要求加捻张力为2.0倍~3.5倍,实际张力为(6.5±0.5)cN。
3.3 加弹丝条网络工艺参数3.3.1 网络器喷嘴直径
工艺要求为φ0.8 mm,如果选用φ0.5 mm或φ0.6 mm效果会更佳(市场上很少)。
3.3.2 丝条与网络器丝道角度
通过实践证明,丝条与网络器丝道成一定的角度进出,有利于丝条网络的形成,也有利于提高丝条的网络度。K5118型丝条与网络器丝道的角度约为10°±2°。
3.3.3 丝条经网络器张力
工艺范围为0.01 cN/D~0.2 cN/D,实际选用不大于1 cN(张力仪显示精度只有1 cN)。
3.3.4 网络器压缩空气压力
网络器压缩空气,工艺为0.08 MPa~0.15 MPa,实际压力为0.1 MPa。
3.3.5 网络度
网络度是指长丝和加弹丝上网络点的多少。丝条张力越大,丝条网络度越小;压缩空气压力越大、网络度越大。K5118型网络度为90个/m~100个/m,控制丝条张力和压缩空气压力是控制网络度最有效、最快捷的方法[4]276-278。
4 结语
4.1 低纤涤纶长丝FDY20D24f的加弹网络一步法工艺目前仍是空白,经加弹网络的低纤涤纶长丝丝束平滑、富有弹性和规律的网络风格,布料柔软、透气、略有弹性,市场潜力很大。
4.2 K5118型加弹网络机主要针对FDY20D24f低纤度的涤纶化纤长丝,但由于技术能力制约,采用最高转速只有20 kr/min的转子式假捻器,目前市场上最小的网络喷嘴孔径只有φ0.8 mm,耗气成本较高。因此,生产效率严重制约了其发展,如果在低纤加弹领域有更好的假捻器与之匹配(例如袖珍型的摩擦式假捻器),则化纤纺织领域将会得到进一步拓展。
4.3 文中加弹网络工艺参数仅为FDY20D24f丝条在无锡宏大纺织机械专件有限公司提供的K5118型加弹网络机上实地试验获取,部分参数与理论工艺参数略有出入,欢迎探讨指正。
[1] 无锡宏大纺织机械专件有限公司.K5118型数控一步法加弹网络丝机技术协议[Z].
[2] 姜怀.纺织材料学[M].上海:东华大学出版社,2009.
[3] 王显楼,余荣华.高速纺丝拉伸变形工艺与设备[M].北京:纺织工业出版社,1992.
[4] 蔡栋才,辜昌基,董义强.涤纶后加工[M].北京:纺织工业出版社,1991.
Discussion on One-step Process of the Draw Texturing Network for Manufacturing Low PET Filament
DENG Shuntao
(Wuxi Hongda Texparts Corporation Limited,Wuxi 214161,China)
In order to fill the vacumn of the one-step process of the draw texturing network in manufacturing low PET filament FDY20D24f,introduction is made to the main technical parameters of K5118 DTY machine and the one-step process on DTY network.Sampling the FDY20D24f PET yarn,the field process theory test and core process parameters are studied.It is pointed out that the texturing network processing of the FDY20D24f filament is of smooth tow,good elasticity and regular network style.Due to the false twist speed and network nozzle aperture limit,cost efficiency is low and gas production is high,consequently restricting the development of technology.An idea of pocket friction type false twisting device is put forward.
low PET filament;texturing network one-step process;process parameter;hot setting;texturing;network;false twist;false twister;the nozzle diameter
2014-03-03
邓顺涛(1979—),男,河南安阳人,工程师,主要从事纺织机械设备的设计研发与技术质量管理工作。
TS152.2
B
1001-9634(2015)01-0030-04
猜你喜欢
玻璃纤维(2022年4期)2022-09-26 10:39:38
当代水产(2021年8期)2021-11-04 08:48:54
纺织科学研究(2021年7期)2021-08-14 01:42:36
产业用纺织品(2021年9期)2021-08-09 05:02:14
小哥白尼·野生动物画报(2021年6期)2021-07-14 18:20:50
纺织科技进展(2021年1期)2021-01-27 01:36:36
纺织科学研究(2020年1期)2020-05-21 00:30:58
数学大王·趣味逻辑(2019年10期)2019-11-06 03:16:22
广州文艺(2017年8期)2017-09-13 17:07:28
纺织科学研究(2017年8期)2017-09-05 09:46:49
