
基于ANSYS的真空玻璃激光焊接温度场分析
2015-05-30 10:48:04刘峻朱敏红
企业技术开发·下旬刊 2015年1期
关键词:激光焊接
刘峻 朱敏红
摘 要:文章运用有限元分析软件ANSYS模拟分析真空平板玻璃激光焊接的成型过程,分析真空玻璃激光焊接过程中温度场的变化状况,找到了温度场变化的规律,即热源加载完成后,玻璃基材随热源升温的速度非常不均匀,靠近焊料的部分温度变化较大,远离焊料的部位没有变化,热量沿垂直玻璃面的Z方向温度梯度变化较大,且热量向四周对流散热量较多,向内部传递热量较少。
关键词:激光焊接;ANSYS;温度场分析
中图分类号:TH132 文献标识码:A 文章编号:1006-8937(2015)03-0001-03
随着社会的发展,人们生活水平的提高,真空平板玻璃在建筑物的门窗、温室等方面的应用越来越广泛。现有真空玻璃的侧封方法主要有烧结法和真空袋法。烧结法是采用较高熔点玻璃粉加热冷却方法对真空玻璃进行侧封的加工。其主要缺点是制作时间长、生产效率低、能耗高、铅含量高、安全性低。真空袋法是在常温或简单加热方式下运用胶片对真空玻璃进行支撑和封边。虽然生产效率高,但真空度较低,特别是容易漏气,产品寿命难以保证。
激光焊接技术在金属或非金属材料的焊接方面运用的越来越多,越来越成熟。真空玻璃属于非金属材料,所以也能运用激光焊接来进行侧封。真空玻璃激光侧封能实现侧封技术的自动控制,因为机械手、计算机的运用能够实现侧封过程的自动加工,能很大程度上提高侧封的效率。
1 真空玻璃侧封装置
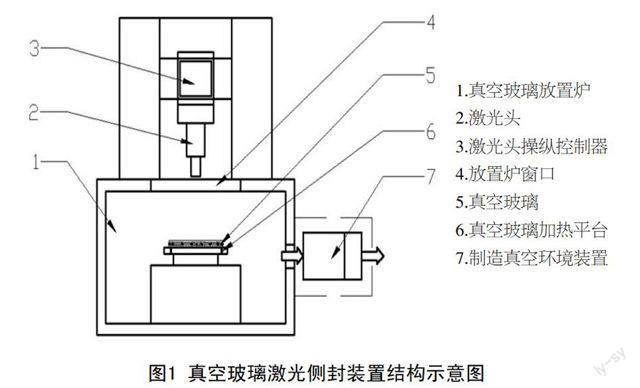
真空玻璃侧封装置,如图1所示,由真空玻璃放置炉、真空玻璃加热平台、制造真空环境装置、激光头、激光头操纵控制器等组成。针对现有的真空平板玻璃侧封装置存在的生产效率低、能耗高、铅含量高,不便于产品的高效率生产及价格较高的问题,该装置将机械手和激光头和程序控制运用于侧封装备,改善现有真空玻璃侧封存在的制作时间长、生产效率低、能耗高的问题,节省了能耗,降低了污染,减轻了对操作人员的危害。
真空玻璃激光侧封装置是在放置炉内制造真空环境,加热平台实现侧封部位加热,通过程序实现激光头操纵控制器的运动,激光头通过放置炉的窗口从真空室外部进行侧封。
真空玻璃加热平台是在玻璃放置平台上加装电热丝,并有通过自动控制的温度传感器测量被加热玻璃的温度,用于防止激光焊接时温度过高造成玻璃应力而破碎的现象。制造真空环境装置与现有真空环境制造装置相同。
激光头是适用于非金属材料激光(玻璃)焊接的激光头。激光头操纵器有机械部分和控制部分组成,其中机械部分为机械手,控制部分使激光头按按程序完成机械路线运动。
真空玻璃激光侧封装置适用于真空平板玻璃侧封,可以根据玻璃块的大小来调整激光头得行程来控制不同形状与大小的真空玻璃的侧封。
同时,可以根据不同的玻璃形状改变激光头的行程轨迹进行真空玻璃的自动控制侧封,能够在保证侧封要求的基础上,降低能源的浪费,减轻操作人员的疲劳。该装置具有结构紧凑、操作灵活、侧封速度快的优点。
2 真空玻璃有限元模型的建立
研究发现,在影响真空平板玻璃焊接性能的诸多因素中,热量的输入是其中的重要因素。实验证明,输入的热量越小,可以精确控制热源性质,相应焊接时的热影响区的热膨胀量就越小,焊接时产生的残余应力越小,焊接过程中不易产生因受热不均造成的破碎现象。
ANSYS有限元分析软件是一种功能强大的分析软件,融优化、结构、热、电磁、声学于一体的大型通用有限元软件,可以运用ANSYS进行真空玻璃激光焊接过程中的温度场模拟,得到温度场分布图,并分析温度场对焊接性能的影响。用ANSYS软件对温度场进行瞬态分析,需要合理定义材料属性及建立有限元模型。
2.1 材料属性定义
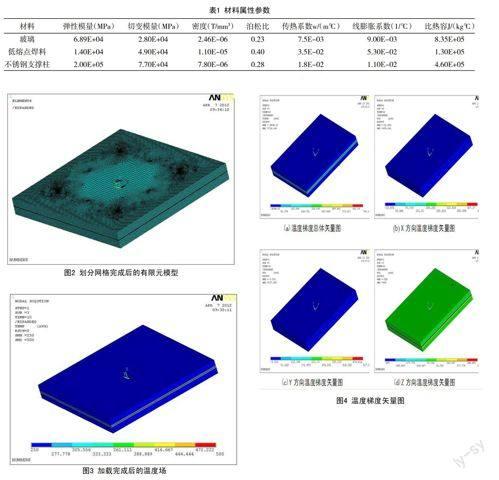
温度场计算属于瞬态非线性传热问题,需要先给定导热系数、比热容、换热系数、密度以及随温度变化值。三种材料的材料属性参数见表1。
2.2 建立有限元模型
首先,运用ANSYS构建正方体玻璃板、长方体焊料和圆柱体支撑柱。在建成几何图形后,采用等分线方式对几何模型中的线进行合理等分,在完成等分线段后,按照由小到大、由规则图形到不规则图形的方式对进行网格划分,网格划分时采用扫略的方式进行。完成网格划分的有限元模型如图2所示,其中有单元286 666个;由图可以看出,距焊料较近处网格、支撑柱周围部分的网格划分的比较均匀细密,而远离焊缝处的部分网格划分较为粗大、较稀疏一些。由于用于分析真空玻璃的模型尺寸较小,适宜采用实体建模,且模型及计算量都不是很大,计算机能够实现求解,所以选用SOLID70作为热分析玻璃基材、封边焊料、支撑柱等组成的有限元模型的分析单元。
3 激光焊接温度场分析
真空玻璃激光焊接采用的工艺参数为:激光能量为10 J,脉冲宽度10 ns,光斑直径2 mm。首先需要对整个模型进行预热,然后用激光对的模型四边涂有焊料的部位进行加载,用ANSYS软件计算得到的焊件上各点的温度云图如图3所示,其中焊料部位的温度最大为500 ℃。可知,玻璃基材随热源升温的速度非常不均匀,靠近焊料的部分温度变化较大,远离焊料的部位没有变化。
在ANSYS的热分析中,温度梯度的矢量图是影响温度变化的重要因素。如图4所示,(a)图为加载完成后温度梯度矢量图,最大值734.164,最小值为0;(b)图为x方向温度梯度矢量图,最大值为494.641,最小值为-20.896;(c)图为y方向温度梯度矢量图,最大值为537.585,最小值为-9.353;(d)图为z方向温度梯度矢量图,最大值为500,最小值为-500。分析可知,以上所述中负号只代表温度变化的方向,由此可知热量主要是从真空平板玻璃封边焊料向外部对流散热,而向中心部位热传递的的热量非常小。
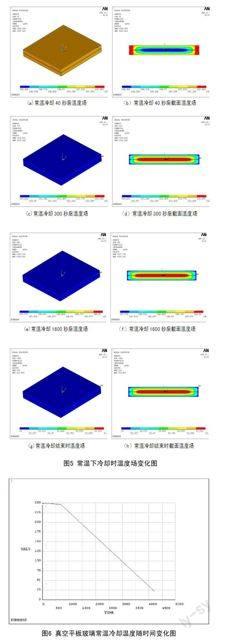
在ANSYS分析中,删除温度载荷后,真空平板玻璃需先在真空环境中保温一段时间,由于先对模型进行了250 ℃的预热过程,激光束热源作用后,焊缝吸收的热量时与玻璃基材的温差不大,并且热量会很快的散发出来,很快进入到250 ℃的保温状态,不会产生太大的应力应变,所以,这里我们主要观察真空平板玻璃在常温状态下的冷却过程。真空平板玻璃在常温状态下冷却时的温度场变化状况图如图5所示。
由图5可知,常温下冷却时真空平板玻璃两外表面,温度变化的趋势非常明显,特别是开始时刻变化非常快,在6 min内几乎完成从剧烈到温和的变化过程;与外表面相同,内部真空部分温度变化也较快,但不如外部温度变化快。总之,常温环境中的降温过程是一个比较温和的降温过程。但内外部温度下降的速度不同,这个速度差也是真空玻璃产生残余应力应变的原因。但是,常温下开始降温时刻却是应力应变最小的时刻。
从以上分析结果可知焊后温度场变化历史曲线,如图6所示。在激光束的加热焊粉时,上表面玻璃受其影响较小,几乎不参与能量交换。这里由于焊粉厚度较小,可视焊缝的冷却速度一致。从曲线的变化趋势也可以看出,激光焊接的过程冷却速度非常快,在10 min内就可以结束不稳定变换过程。冷却时,材料内部的热量可以从各个方向周围传热,两玻璃板表面以对流方式和辐射方式向周围环境传热,热量散失的速度比内部真空腔快些。
4 结 语
通过对以上计算结果的详细分析,得出激光焊接真空平板玻璃温度场具有以下特点:激光焊接施加热载荷过程和冷却速度都极快,焊缝处的热影响区很小,在热源作用处有非常大的温度梯度,在玻璃焊接中,热源是透过玻璃对焊料进行加热的,玻璃是绝缘体,只有材料频率和激光束频率相近时才有影响。
由模拟温度场结果可以看出,焊后温度场变化随时间的变化比较明显。焊接时,真空保温室中焊料与玻璃基材温差变化较快,温度场的变化速率较大,很快进入保温过程;当放置于常温常压下进行冷却时,整体温差较小,开始时焊料与玻璃基材温度场存在变化速度小的状况,一段时间(约10 min)后进入稳定的散热过程。所以,模拟过程是非常接近实际焊接过程的。
参考文献:
[1] 张瑞宏,马承伟,张俊芳,等.真空玻璃技术在温室工程中的应用分析[J].农机化研究,2005,(2).
[2] 郑启光.激光先进制造技术[M].武汉:华中科技大学出版社,2002.
[3] 顾乡,高建和.真空平板玻璃支撑应力理论分析与实验研究[J].玻璃与搪瓷,2006,(6).
[4] 张瑞宏,马承伟,缪宏,等.真空平板玻璃传热理论分析及试验[J].农业机械学报,2006,(12).
[5] 张国智,胡仁喜,陈继刚,等.热力学有限元分析实例指导教程[M].北京:机械工业出版社,2006.
[6] 王明友,张瑞宏,王海耀,等.基于ANSYS的真空平板玻璃静态有限元分析[J].扬州大学学报(自然科学版),2009,(4).
[7] 张洪信.有限元基础理论及ANSYS应用[M].北京:机械工业出版社,2006.
[8] 关振中.激光加工工艺手册[M].北京:中国计量出版社,1998.
猜你喜欢
中国新技术新产品(2018年4期)2018-02-23 19:43:40
中国科技博览(2017年48期)2017-12-13 10:52:42
山东工业技术(2017年19期)2017-09-27 10:10:03
山东工业技术(2017年18期)2017-09-12 04:09:59
科技创新与应用(2017年24期)2017-09-08 16:39:04
中国新技术新产品(2017年18期)2017-09-07 12:01:08
中国科技博览(2017年21期)2017-07-21 18:09:23
中国科技博览(2017年7期)2017-05-16 08:39:49
中国科技博览(2016年15期)2016-08-23 00:07:25
中国科技博览(2016年8期)2016-04-25 05:19:05
