
以PLC为基础的自动生产线实验平台构建分析
2015-05-30 19:45:51刘国强
科技创新与应用 2015年23期
关键词:实验平台
摘 要:当前我国正处在全面改革的深化阶段,在诸多的领域发展过程中都有着很大的变化,其中的自动生产线是实现产品生产过程自动化的重要机器体系,是采用能够自动加工和检测等为一体的机器设备所组成的生产线对产生生产进行实现的。基于此,文章主要就自动生产线实验平台构成以及基于PLC控制系统设计进行详细分析,并对各个单元的状况详细化探究,希望此次理论研究对实际操作起到一定指导作用。
关键词:自动生产线;PLC;实验平台
引言
自动生产线是对产品生产过程自动化实现的机器体系,自动生产线主要是在流水线基础上进行逐渐发展起来的,其要求线体上的各种机械加工装置能够自动完成预定工序来达到其要。为能顺利达到这一目标就要采用自动输送以及其他的辅助装置结合工艺的顺序将不同机械加工装置组成整体,这样对生产的效率提升就有着很大的促进作用。
1 自动生产线实验平台构成及PLC基础上控制系统设计
1.1 自动生产线实验平台构成分析
我国的科学技术不断进步,在PLC性能方面也有着很大的提升,其在实际发展过程中控制规模得到了扩大,并且在所组成的模块方面也有着增多,开放性以及互操作性也得到了很大程度的发展,在互联网的能力方面以及PLC的功能方面都有着缺额增强。从自动生产线实验平台的构成要素方面来看,其主要是通过加工单元以及供料单元和输送单元等组成,在这其中的每个工作单元都能够成为独立系统[1]。其中的输送单元以及装配单元是通过机械手装置,而输送单元则是通过电机进行驱动。自动生产线实验平台所采用的是多种类型传感器,同时分别是用于对物体运动位置以及材质等的判断,在实际的控制方面是采取的互连分布式控制方式。
1.2 PLC基础上的自动生产线控制系统设计分析
对基于PLC的自动生产线控制系统的设计要能按照相应的方案进行,首先在计算机控制系统方面,通过计算机对常规模拟控制器的替代使其成为控制系统当中的重要组成部分,主要是以自动控制理论和计算机技术的结合为基础的。其能够实现常规控制方法难以实现的更为复杂的控制规律,并能有效避免模拟电路实现的困境。在进行采样时刻主要是将实测信号转换成数字形式时刻,而被控对象则是指所要控制的设备,计算机控制系统当中包含有典型数字控制系统,采样控制系统方面不仅有连续信号,同时也有采样信号以及不同信号混合在一起[2]。
自动生产线系统硬件方面的控制器,主要由机架部分以及以太网等所构成,被控额对象主要是气动自动化流水生产线系统,以此来完成对现实自动生产流水线的缩小化全方位模拟。在整个系统方面是通过工作平台以及过程单元等构成,在工作平台上提供了公共信号端子以及接口,这一平台还配备了电源操作箱来用于交流电源介入及总电源开关的操作,在控制装置作用下对时空复用实施了最优化的处理。被控对象的物料是通过供料单元开始,经过了加工单元将其成为半成品,然后在存放单元完成整套任务。
另外在信号的采集环节,对气动自动流水线系统的采集信号要进行设计,其中输入信号的采集硬件有光微开关盒色标传感器等,而在供料单元则主要有三个输入信号,加工单元则有七个输入信号,装配单元有七个输入信号,存放单元有三个输入信号。在I/O口的规划过程中,为能够使得其设计和实际的应用相结合,主要采用Flex I/O模块,这是一个应用于分布式场合的灵活、价格低廉的模块式系统,其在提供的大框架式I/O方面的功能较为完备。
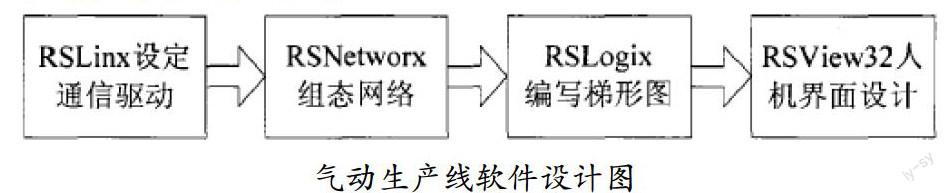
对气动生产线的软件设计过程中,总体的设计过程如下图,主要是通过几个重要的软件所组成,也就是通信驱动以及组态网络和编写梯形图、机界面设计。
其中的通信驱动主要的功能就是对现场设备和计算机间的数据传输进行构建,其主要是位于整个软件体系结构最底层,是真正的三十二位应用程序,能够为PLC产品以及其他在计算机应用软件基础上提供数据通信驱动以及接口。网络组态方面对NctLinx网络构建进行构建过程中,要对成本问题进行考虑,软件配置上可采取RSNetWorx for Control Net,其能够提供图形用户界面并将其用于在线配置以及离线配置,并能够通过沟通逻辑来控制以及过程控制系统[3]。对程序的设计过程中,RSLogix5O00编程软件工作环境下自带主程序,倘若有需要编写子程序的也要能构建新的任务以及子程序例程和相关设置。
2 基于PLC的自动生产线系统各单元分析
PLC基础上的自动生产线系统的各个单元方面要能够保障其完整性,其中在输送单元是自动生产线实验平台比较重要的工作单元,其所要完成的任务就是抓取机械手装置的精确定位到指定单元物料台。之后在物料台上进行获取文件并将其输送到指定地点,这一单元在PPI网的系统当中担任着主站角色,其主要是接收来自按钮模块系统的主令信号并对站的状态信息进行读取,从而达到对整个系统工作的协调目的。从其需要完成的任务方面主要就是对网络的控制以及抓取机械手装置控制和步进电机定位的控制。实验平台还采取光电来接近开关,而在步进电机传动组件方面,步进电机是通过步进电机驱动器所驱动,进而带动固定在滑动溜板上的抓取机械手装置作往复直线运动[4]。
供料单元方面是自动生产线实验平台当中的起始工作单元,并在整个系统当中起着向系统中其它单元提供原料的重要作用。从具体的功能方面来看主要就是要能依照着实际需求把放置在料仓当中待加工工件自动的推出到物料台这样就比较便于传送单元机械手的抓取。在供料单元的PLC控制方面,传感器信号占有七个输入点并留出一个点提供给启停按钮作为本地的主令信号。供料单元的本地控制以及网络控制方面,本地控制主要是通过一个按钮产生启停信号程序,而网络控制则是按照主站单元发送进行的控制。
另外就是加工单元,在这一加工单元的结构当中,物料台和滑动结构是加工单元的主要构成部分,滑动物料台主要是在系统正常工作后初始状态在输送机构将物料送到物料台上之后,物料检测传感器对工件进行检测,PLC在通信网络作用下将加工完成的信号回馈给系统来协调控制[5]。对加工单元的PLC控制方面,其I/O分配以及电路的设计上,加工单元编程要点就是在自动生产线的实验平台加工单元过程中提供启停按钮及急停按钮,采用的是顺序控制,另一加工子程序则主要是完成加工工艺的控制功能。
3 结束语
总而言之,当前随着我国的科学技术不断的进步发展,对自动生产线实验平台的构建将会得到进一步的优化,此次的理论研究主要简要对这一实验平台的设计进行分析,由于篇幅的限制没有进一步深化探究。在今后的研究过程中可以在诸多方面进行优化处理,例如在控制算法的改进方面以及数学模型方面的改进等,都能对这一实验平台的优化起到重要促进作用。
参考文献
[1]王玉琳.三相反應式步进电机的一种实用型驱动器[J].电力电子技术,2014(3).
[2]龙华伟,翟超,刘小威,等.步进电动机及其驱动电路检测系统[J].电机与控制学报,2014(6).
[3]刘德栋,刘任,张树礼.汽车发动机缸体柔性生产线的研制[J].组合机床与自动化加工技术,2014(8).
[4]万加桔,赵志英,罗良玲.顺序控制设计法在组合机床中的应用[J].微计算机信息,2013(24).
[5]韩庆瑶,刘崇伦,李巧红,等.基于PLC的数控定位控制系统研究[J].煤矿机械,2014(8).
作者简介:刘国强(1993-),男,安徽省明光市人,工作单位:河海大学文天学院,职务:学生,研究方向:PLC。
猜你喜欢
海峡科技与产业(2016年12期)2017-01-16 20:30:24
电子技术与软件工程(2016年19期)2016-12-19 19:44:29
中国教育技术装备(2016年20期)2016-12-12 10:34:03
科教导刊·电子版(2016年27期)2016-11-18 09:43:31
电脑知识与技术(2016年10期)2016-06-16 22:11:46
科技视界(2016年2期)2016-03-30 08:54:58
