铝合金壳体端法兰角焊缝TIG焊打底MIG焊填充盖面气密性研究
2015-05-30 07:28:13姜文博等
科技创新与应用 2015年29期
关键词:气密性
姜文博等


摘 要:作为气体绝缘件数封闭开关设备[以下简称GIS(Gas Insulated Switchgear)]铝合金壳体的制造厂家来说,气密性是衡量GIS产品质量的标准之一,也是衡量壳体焊接质量的重要标准之一,为进一步提高GIS铝合金壳体端法兰角环缝的焊接质量,文章针对端法兰角环缝漏气的原因进行分析,并对铝合金筒体端法兰角环缝焊接方法:TIG焊打底、MIG焊填充和盖面的焊接可行性进行阐述,尽而提高铝壳体端法兰角环缝的气密性。
关键词:GIS;铝合金壳体;角环缝;气密性;TIG;MIG
前言
当前,GIS铝合金壳体端法兰传统的焊接方法为:MIG打底、填充、盖面和TIG重熔焊接工艺。这种焊接方法虽然焊脚尺寸和外观质量能满足产品需求,但是由于MIG焊的特点(焊接过程中易产生未焊透、夹渣等缺陷),在制造过程中经常出現筒体角环缝内部存在未焊透、未融合、夹渣等缺陷,这些问题一定程度上影响焊缝质量,存在漏气隐患,见图1。
为解决上述问题对产品质量的影响,尽量消除其质量隐患,我们尝试通过焊前保持焊缝清洁、焊前辅助预热(见图2)等措施尽量消除焊接缺陷。
通过采取上述措施,虽然在一定程度上缓解MIG焊对焊缝质量的影响,但是存在如下问题:(1)需要额外增加一套加热设施,无形增加制造成本;(2)操作者的劳动量额外增加;(3)无法从根本上消除MIG焊的固有缺陷。
1 TIG打底焊原理
TIG焊是在惰性保护气体(Ar2)环境下,使钨电极和母材间产生电弧,使母材以及添加焊材熔融、焊接的方法[1],在焊接过程中,待母材熔化后再添加焊丝进行熔焊,这样就避免了工件母材与焊缝不能很好熔合的情况,由于TIG焊的焊接速度较慢,我们设想在端法兰角环缝打底焊过程中采用TIG焊进行焊接,这样就能够清楚的观察熔池的状况,这样就能避免焊缝根部出现缺陷。
2 技术方案
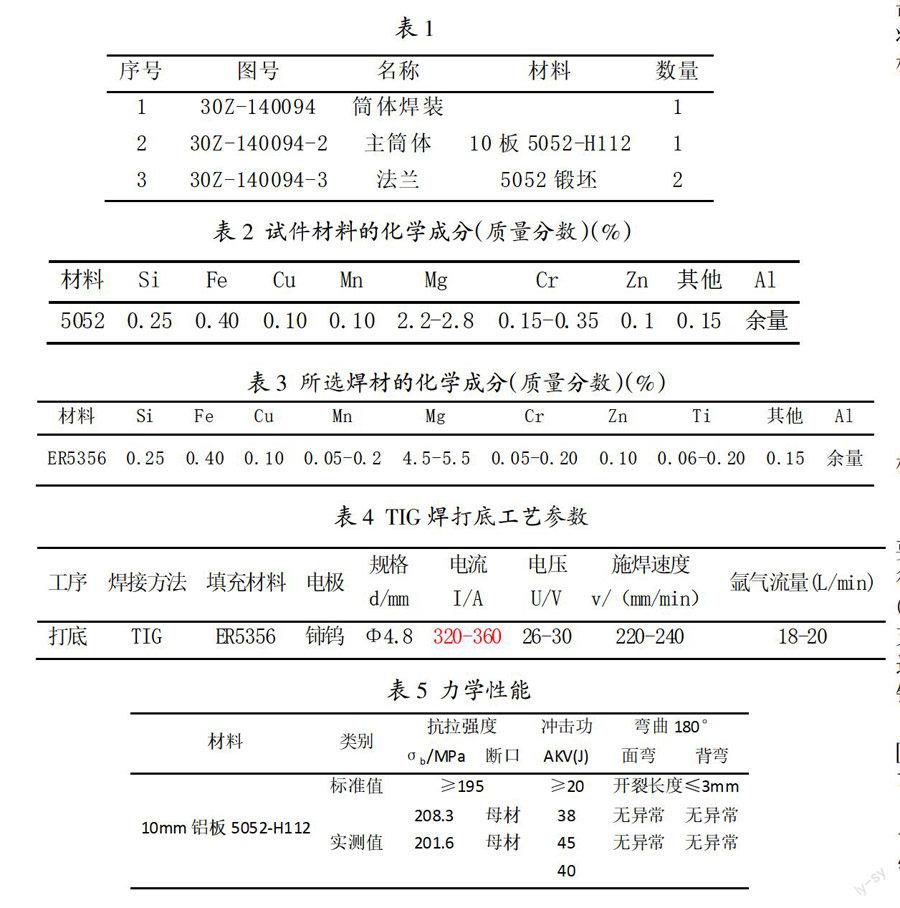
(1)焊接试件的准备(表1)。(2)投制实验焊件的主筒体的材质为5052-H112,具体的化学如下(详见表2)。(3)所选焊接材料为ER5356,焊丝直径φ1.6mm,具体化学成分如下(详见表3)。(4)焊接方法:外角环缝外缝TIG打底(少量送丝),MIG填充、盖面,外角环缝TIG焊,其中TIG打底焊接工艺参数如下(详见表4)。由于TIG打底的时候焊接速度较慢,可以通过焊帽清晰的观察到焊缝熔池的状态,待主筒体与端法兰根部都熔化后,再添加焊丝,这样就避免了焊缝根部产生不必要的缺陷。(5)观察焊缝内部组织。我们将所焊试件焊缝处进行剖析,观察焊缝内部组织结构,如图3所示:
焊缝内部未发生有裂纹、未焊透的缺陷。
(6)焊接工艺评定。试件按JB/T4734-2002进行机械性能试验,检测试验结果合格(表5):
3 结束语
(1)根据JB/T4734-2002附录焊接工艺评定的要求,对10mm厚铝板5052焊接试件的对接环缝进行机械性试验,达到要求,拉伸、弯曲试验均合格。(2)铝合金壳体端法兰角环缝采用TIG打底、MIG填充、盖面的焊接方法焊接后角环缝焊缝内部无未焊透、裂纹的缺陷,焊接质量良好,可有效的降低GIS铝合金壳体端法兰角环缝的漏气率。
参考文献
[1]潘际銮,郭世康,王其隆.焊接手册(第一卷)[M].北京:机械工业出版社,100-101+151-152.
作者简介:姜文博(1987-),男,2009年7月毕业于河南科技大学材料成形及控制过程专业,本科,工学学士,现从事铝筒体焊接方面的制造及研究工作。
猜你喜欢
交通科技与管理(2022年8期)2022-05-07 23:54:10
汽车工程师(2021年12期)2022-01-17 02:30:00
科学与财富(2021年34期)2021-05-10 15:54:23
装备制造技术(2020年12期)2020-05-22 09:25:12
数理化解题研究(2019年22期)2019-08-26 08:05:04
数理化学习·初中版(2009年7期)2009-11-23 02:46:24