精轧机入口导卫立导辊设计
2015-05-30 10:48:04刘长青
科技创新与应用 2015年29期
刘长青

摘 要:钢厂实际生产过程中,精轧机组中的入口导卫耐磨板总是会出现很严重的划痕,影响钢厂的生产。文章讨论了利用增加立导辊的方法,把原来面接触摩擦改成线接触摩擦,减小了耐磨板上的划痕。此方法已应用于实践中,取得很好的效果。
关键词:入口导卫;耐磨板;立导辊
精軋机间入口导卫的主要作用是引导带钢进入轧机实现正常轧制,同时使轧件对准轧制中心线,防止带钢头部跑偏。其是由导卫本体和宽度调整机构等组成。内部装有耐磨板的导卫本体装在导卫框架上,宽度调整时沿框架上的滑道滑动,导卫框架装在两机架间托梁上。
1 问题产生
在热连轧设备中,精轧机组前面一般会设置小立辊轧机,目的是将中间坯对准轧制中心线导入精轧机组并进行齐边轧制[1]。但实际过程中,部分钢厂会取消小立辊轧机。这种做法的不足之处在于:导卫本体内部的耐磨板,经过长时间和带钢边部的摩擦和频繁冲击,表面就会出现很严重的划痕,尤其以F1入口导卫本体上耐磨板的磨损最为严重,磨损量至少有10mm,影响带钢边部质量。
2 改进思路
在导卫体的入口和出口分别加入一个立导辊装置,并且立导辊的母线要高于耐磨板的表面,带钢进入导卫体时,先接触立导辊,而后可能接触到耐磨板。当穿钢结束,带钢张力建立起来,正常轧制时,带钢仅会与立导辊接触。这样带钢由原来与耐磨板的面接触就改为了与立导辊的线接触,大大减少带钢和耐磨板的接触面积。
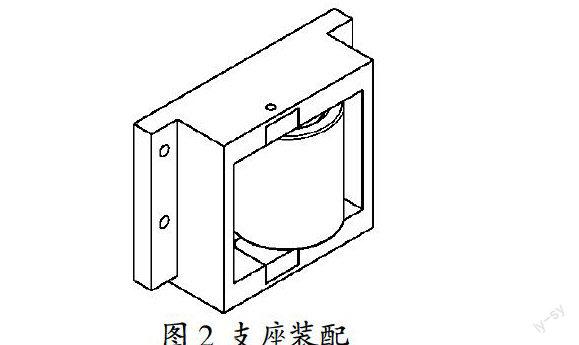
支座两侧的边板,用于固定在导卫体上,通过螺栓把合。立导辊装置放到支座槽里,用固定块定位,防止立导辊装置发生窜动,同时用螺栓将固定块固定,立导辊轴并不转动。设计固定块同时也方便了立导辊的拆卸。对于导卫体的修改如下:在原有基础上,在导卫体靠近出口侧的边上开两个矩形窗口,并且在外侧加上凸台,以便固定支座。在支座两侧的边板上增加垫片组,以弥补立导辊辊身的磨损。由于带钢温度高,立导辊要进行辊身冷却,并且是内部水冷。外部冷却的话,冷却水会喷到钢板上。轴承要采取自动润滑,减少工人工作量。其次,立导辊装配有两种,分为入口立导辊装配和出口立导辊装配,主要是立导辊轴长度上的区别。
3 生产实例
以某厂1450为例,根据该热连轧线入口导卫的尺寸,设定入口立导辊轴的长度为260mm,立导辊为191mm;出口立导辊轴的长度为247mm,立导辊为175mm。
立导辊外径尺寸定为158mm,安装到导卫本体之后,立导辊母线高于耐磨板10mm。F1入口导卫最大开口度1630mm,最小开口度750mm,产品带钢宽度830-1520mm,所以高出耐磨板10mm不会影响正常轧制。立导辊不能在导卫宽度调整时,与轧机机架干涉。立导辊设计成空心的,减小了转动惯量,能快速响应。轴承由于工作在冲击频繁,温度高的环境下,并且在承受径向力的同时,要承受轴向力。故选用双列向心轴承,该轴承径向负荷能力大,亦能承受重大荷重及冲击负荷。
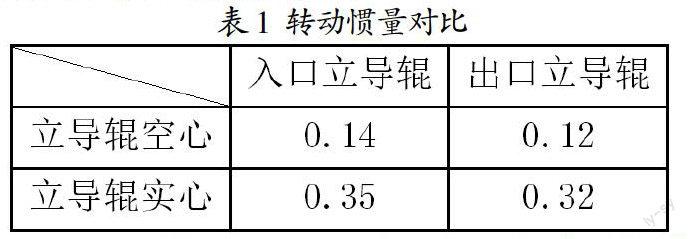
3.1 立导辊转动惯量的计算
对于圆柱体当回转轴是圆柱体轴线时:J=mr^2/2,其中m是圆柱体的质量,r是圆柱体的半径[2]。对于空心圆柱体关于中心轴的转动惯量,可以看成是两个实心圆柱体组成。经过推导计算得到空心圆柱体的转动惯量计算公式:
通过对比可以看出采用空心立导辊设计,可以减少转动惯量,提高响应速度。
4 结束语
以上的关于精轧机入口导卫立导辊的设计已在某厂得到实现,实践的结果证明此种改进设计合理有效,可以提高带钢边部质量。同时,增加立导辊的设计也可以应用到连轧机的其它设备上,比如卷取机前侧导板。其结构可以根据设备情况进行具体设计,但同样可以减少耐磨板的磨损。
参考文献
[1]胡国栋.轧钢生产工艺及设备(上册)[M].燕山大学,2003:91.
[2]哈尔滨工业大学理论力学教研室.理论力学(Ⅰ)(第六版)[M].高等教育出版社,2005:267-273.