
核电管道的现场安装技术
2015-05-30 10:48:04杨建华
科技创新与应用 2015年36期
杨建华

摘 要:近年来核电技术的发展,为新能源的发展带来了一股小高潮。核电的建设,离不开管道安装,所有的管道系统组成一个大循环,形成一个发电体系。关于管道的安装技术,有一体化的流程,必须严格要求严格控制,一步到位才能做好核电建设。
关键词:核电站;安装工艺;焊接技术;检验
1 核电管道安装的基本流程
开启质量计划;先决条件检查;领取合格材料;支架放线钻孔;一阶段支架(根部)安装;管段(阀门或附件)就位调整;据图下料;坡口制作;尺寸验证及清洁度检查(QC部、业主);组对、标识并点焊;组对间隙、错边和法兰平行度检查(QC部、业主);管口焊接; 焊接后管段及法兰变形量检查(QC部、业主)焊缝外观检查;焊口检验(渗透、磁粉或射线);二阶段支架安装(管部);按照调试需要安装阀门及附件;系统符合性检查;系统消缺;临时管线安装;系统冲洗/吹扫、试压;试压后系统恢复;系统移交(EESR的B版签字);配合业主调试;开工作票完成遗留项;关闭质量计划。
2 安装工艺
关于管道吊装就位原则,我们必须遵循“先内(靠墙侧)后外,先上后下,先大后小”的基本原则。特殊情况可根据系统的进度要求进行适当调整先后顺序,但先安装的管道不能妨碍后吊装的管道就位。
2.1 坡口加工工艺
对于“V”型坡口加工,有一系列的工艺要求,必须严格按照规范进行。管工在坡口加工的时候要细心处理,QC1要进行严格的检查,等待业主签名同意之后才可以进行焊接。
另外,QC1对坡口的尺寸检查,必须使用相关的测量工具,不允许用目测或者凭感觉推测。一般要使用焊缝检查尺、游标卡尺等测量工具经行测量。还有要注意:坡口角度允许偏差α±2°30′;式中α:图纸或技术规程中的加工角度,边允许变差为0.5mm。管口表面加工必须符合焊接工艺的要求,不能出现容易产生夹渣的深度划痕。深度划痕指:划痕宽度大于3mm、深度大于2mm、长度大于5mm的加工划痕。加工管道坡口时,管道内壁应加工圆滑,不能有任何会影响焊接后射线检验底片的机加工痕迹,内倒角的过度圈应与焊缝RT检验区域错开。
还有坡口的检查和验收:坡口及内、外壁10-15mm范围内,不能有油脂、油漆、氧化皮、铁锈、毛刺等。由QC1与QC2、业主MQC按相对应系统《管道预制质量计划》中设置的停工待检点(H)、见证点(W)对坡口加工质量进行检查、验收。未经检查,严禁施工人员越点施工。对检查不合格的坡口,须重新加工至检查合格。
2.2 焊口组对工艺
焊件在对口的时候一般应该做到内壁整齐,如有错口,其错口值应该符合以下要求:
(1)对接单面焊的局部错口值不得超过焊件厚度的10%,且不大于1mm;
(2)对接双面焊的局部错口值不得超过焊件厚度的10%,且不大于3mm;
针对以上要求,都是有规定的,不是随意性,是必须的遵守相关的要求进行对口。
例如玻璃钢管对接情况:玻璃钢管直径100mm以下的切割采用钢锯,100mm以上的采用砂轮切割机切割;公称通径500mm以上(包括500mm)的管子内外面都必须多层粘合。公称小于500mm的管子,一般只贴外面。对于多层粘合的最终最小宽度,应符合下表规定,内部粘贴层为耐蚀层,不作为强度层。
2.3 钢骨架管的连接
钢骨架复合管道切割下料后,端面钢丝出现裸露,可采用封口环或电熔焊丝熔接处理,具体要求应符合生产厂家说明;下料后,承插口在结合前进行清理,用布擦去灰尘和杂物,接口表面应干燥,如需可采用电加热器等烘干;钢骨架复合管管道安装主要是以电熔或热熔的方式进行管道的连接。现场管道连接时可由厂家进行现场指导,并需厂家提供相关电熔或热熔连接的方法、技术要求说明及专用熔接设备。
2.4 UPVC管道的连接
UPVC管道的连接方式一般有粘接和螺纹连接两种;下料则采用硬质合金钢踞或其它切割工具切割;连接时管口要保证管道两边的承插(螺纹)口完好,清除杂物去除油渍。 粘接时将粘合剂先薄薄地涂抹在承插口内表面,再适量地涂抹在插入接口的外表面;立即将插入管端插入承插口,在插入过程中同时把插入管旋转约1/4圈,使达到规定位置,且粘合剂各方向上分布均匀;粘合后管道应保持至少1小时不动,并在24小时内管道不准充压,气温超过16℃情况下,粘合需要24小时凝固时间,当气温在0℃-15℃之间时,凝固时间不少于48小时;应避免在超过35℃气温条件下进行粘接作业;螺纹连接的UPVC管道,一般不采用在管道上制螺纹,而是通过带螺纹和承插接口的管接头实现与管道的连接,密封垫材料只能采用聚四氟乙烯,不准使用麻绳和黄油等,螺纹连接的扭紧力不能过大,安装时应根据经验,以达到不破坏密封为准。
2.5 管道与法兰连接的要求
关于管道与法兰的连接,依据《DL-T-1118核电厂常规岛焊接技术规程》的相关规定进行,对此有误差范围:法兰中心与管道中心偏差A≤1.5mm。
法兰工作面与管道中心线不垂直度偏差:尺寸“B”沿端面垂直方向的偏差不超过2.5mm/m。(如图4所示)。
2.6 对阀门的安装工艺要求
阀门安装时,阀门上的工作介质流向指示应与管路的工作介质流向一致,一般单向流动的阀门(如截止阀),当“指示”不明确时,一般以低进高出的原则;旋塞、闸阀,允许从任意一端流入或流出;对于止回阀,必须特别注意介质的流向(阀体上有箭头表示),保证阀瓣能正常开启和关闭; 对于油系统的阀门安装时的方向不能垂直安装;针对广东火电在台山核电厂一期1、2#机组常规岛及BOP安装工程中的国产阀门进行水压严密性检验。国产阀门按100%比例进行严密性试验。涉及的阀门主要有截止阀、衬胶隔膜阀、球阀、止回阀、蝶阀。根据现场实际条件,我司对DN≥600的国产阀门可采用渗油或渗水方法代替水压严密性试验,其余阀门严格按照《电力建设施工及验收技术规范》(管道篇)DL5031-12的要求对阀门进行检验。
安装阀门的质量措施有多点:
(1)严格按照《电力建设施工及验收技术规范》(管道篇)DL5031-12的要求对阀门进行检验;(2)阀门检验的操作方法和步骤严格按照《阀门检验》TS-X-CIEN-GHTC-TD-1X223工作程序执行;(3)阀门检验中所使用的量具、表具须校验,并在其有效期内使用,对质量计划中所设的W/H点未经检查,严禁施工人员越点施工;(4)如阀门厂家或图纸设计文件无特殊要求时,则按阀门铭牌压力的1.25倍进行严密性试验;如有特殊规定的,则从其规定;特殊阀门在进行严密性试验时,阀门检验人员根据阀门结构、形状及厂家的技术要求,采取相应措施,进行阀门严密性试验;(5)阀门试压装置由阀门检验人员在阀门检修车间内加工制造、组合安装及调试完毕;(6)每组施工人员对检验的阀门必须配合QC1、QC2、业主对其进行检查验收;(7)不锈钢阀门在进行严密性试验时,应采取措施,防止阀门被铁素体材料污染;(8)阀门试压后,阀门检验人员须及时将阀体内的积水或油清除干净、传动丝杆涂抹黄油、关闭阀门并封好阀口或进行包装、填写并挂好阀门标识牌、分系统妥善存放于“已检合格阀门区”或运回物资仓库专区储存保管,以备安装;(9)对于严密性试验不合格的阀门,应隔离储存,通知QC人员按TS-N-CIEN-GHTC-QC-1D015《不符合项(NCR) 的管理》程序发出NCR对不合格阀门进行处理。同时告知业主并按业主的反馈意见处理;(10)当不合格的阀门出现内漏和外漏情况时,并需要对阀门进行解体时,我方施工人员无需进行阀门解体,由业主通知厂家人员到场对阀门进行解体处理及阀门复装工作。
2.7 流量测量装置、节流孔板安装要求
流量测量装置、节流孔板应在管道冲洗合格后才能进行安装;对于法兰连接的流量测量装置可在安装管道时进行安装,在冲洗管道时采用临时措施过渡,待冲洗合格后再进行复装;流量测量装置安装时要仔细清理干净,并按介质流向正确安装;流量测量装置的取样口应严格按厂家提供的安装资料进行安装;当厂家资料无安装要求时,对于介质为气(汽)体的管道,安装时取样口应在管道水平中心线上半部60°范围内;对于介质为液体的管道,安装时取样口应在管道水平中心线下半部60°范围内。
3 管道焊接技术要求
对于现场安装的焊接技术,是管道安装的重要事项,管道的安装能否合格的基本,核电站对焊接技术的要求也是非常的严格,标准也是非常的高。当然会有一系列不同的焊接标准。
3.1 对现场焊接的环境条件的要求
现场实施焊接的温度环境,对不同的材质有不同的要求,尤其是中、高合金耐热钢必须在零度以上进行焊接,否则焊接质量会受到影响;另外现场焊接的风速也是有规定的,根据GB 50236的有关规定,党采用气体保护焊时候,现场风速不超过2m/s,其他焊接方法超过8m/s的时候,应有防风措施,否则严禁焊接。现场作业尤其注意,决不允许把风扇对着焊缝吹;还有湿度要求,焊接区域1m范围内的相对湿度不得超过85%;最后母材金属表面潮湿、覆盖有冰雪,或者施焊区域有雨、雪、冰雹等直接来袭时候,不得施焊。
还有预热,对于焊接前的预热是一道很严谨的工序,必须严格把关,常用的材料在焊接前都是有预热温度要求的,如图5所示。
3.2 焊接完成后的质量检查问题
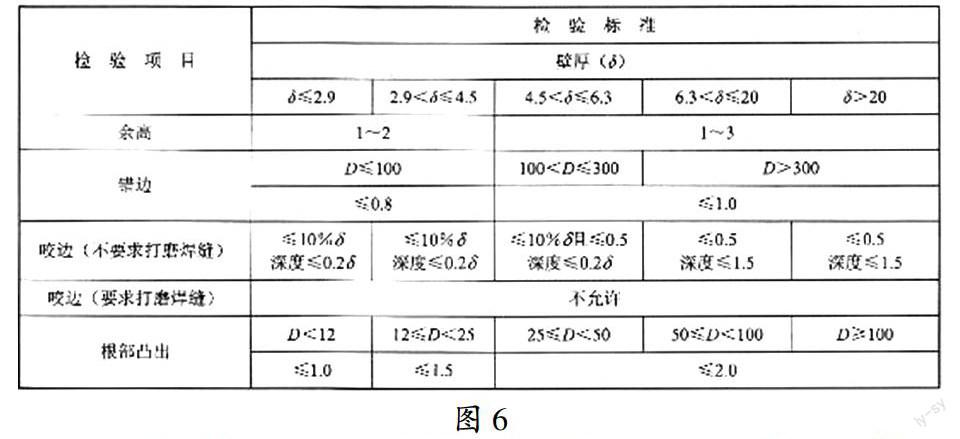
焊接质量评定要分级检验,可采取焊工自检、施工单位专检、监理及业主检验分级实施的验收制度,采用自检与专业检验相结合的方法去进行焊缝质量评定。而分类检验有一定的要求,根据《DL-T-1118核电厂常规岛焊接技术规程》的相关规定进行,其外观检查的标准如图6所示。
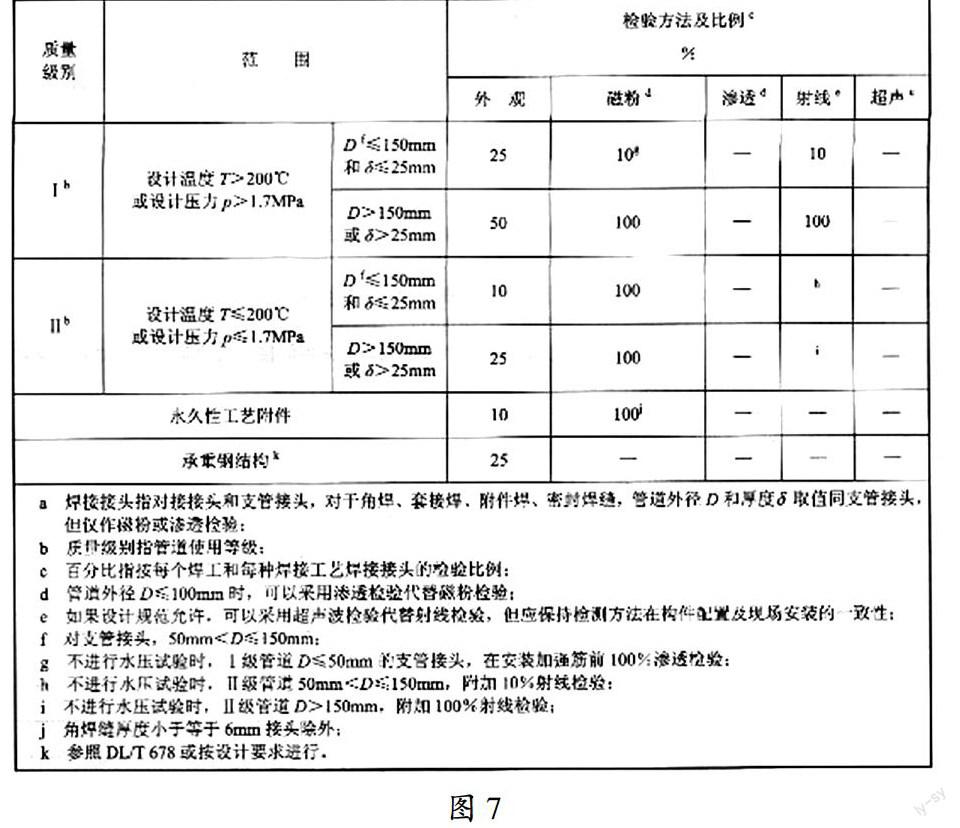
除了外观检查,还有必须进行进一步的深度检验,其检验范围、项目和比例如图7所示。
焊接工艺的标准需要严格遵守,因为,在现场焊装过程中,许多高空作业,安装有序进行,一旦出现焊缝质量不过关,将导致后面的工作无法进行。甚至,需要切除其他焊缝等严重耽误施工进度和工程质量的问题。
参考文献
[1]DL/T 1117-2009.核电厂常规岛焊接工艺评定规程[S].
[2]DL/T 1118-2009.核电厂常规岛焊接技术规程[S].
[3]DL5031-2012.电力建设施工及验收技术规范(管道篇)[S].
猜你喜欢
飞碟探索(2022年2期)2022-05-31 01:28:03
小哥白尼·趣味科学画报(2019年12期)2019-02-28 11:55:02
中国核电(2017年2期)2017-08-11 08:01:12
卷宗(2016年10期)2017-01-21 15:13:33
都市家教·下半月(2016年11期)2016-12-29 22:32:16
中国科技纵横(2016年20期)2016-12-28 12:39:31
科学与财富(2016年29期)2016-12-27 16:07:15
科技创新导报(2016年21期)2016-12-17 12:47:39
祖国(2016年20期)2016-12-12 19:17:09
科技创新与应用(2016年31期)2016-12-03 05:24:42
