制浆臭气治理实践
2015-05-23 06:44李乾金龚万华袁天能
中国造纸 2015年7期
李乾金 龚万华 袁天能
(四川永丰浆纸股份有限公司,四川 沐川,614500)
造纸行业硫酸盐浆厂臭气主要成分为硫化氢、甲硫醇、甲硫醚和二甲二硫化合物,由于其嗅觉阈值低且有毒,直接排放会对周边空气造成较大污染,不符合环保要求[1]。四川永丰浆纸股份有限公司 (以下简称四川永丰)12万t漂白竹浆林纸一体化项目,于2008年建成投产,当时仅配套建设了高浓臭气(简称CNCG)收集处理系统,制浆低浓臭气 (简称DNCG)只进行了简单洗涤处理后排放,无法较好地去除臭味,因此必须进行技术改造。四川永丰在原臭气处理系统基础上投资了1000多万元,对厂区各槽罐、废水池散排低浓臭气进行收集处理,大部分低浓臭气进入碱炉燃烧;高浓臭气原设计是由简易火炬头燃烧后排放,存在燃烧不完全的问题,现已改为去碱炉燃烧。通过采取上述改造措施,基本解决了厂区臭气处理不彻底、泄漏污染空气的问题。
1 主要臭气处理流程
1.1 高浓臭气入碱炉燃烧流程
高浓臭气入碱炉燃烧流程如图1所示。

图1 高浓臭气处理流程图
全厂高浓臭气主要来自蒸发工段的真空泵和汽提塔,另外,还有一部分来自蒸煮工段。这些高浓臭气分两路进入水封槽,蒸发工段的真空泵和汽提塔汇合后通过管道送入水封槽,蒸煮工段单独一路进入水封槽。水封槽后的高浓臭气通过蒸汽喷射器抽送至液滴分离器,通过阀组后由高浓臭气枪引入碱炉低二次风区燃烧。当碱炉启、停机或运行不正常时通过旁路切换到碱炉顶部放空火炬器燃烧。过程中产生的重污水泵送至蒸发重污水槽。炉顶放空火炬采用石化行业普遍使用的地面型放空火炬,燃烧时采用天然气作为助燃气,燃烧器火焰温度可以达到900℃,燃烧效果较好,尾气排放符合环保标准要求。
1.2 低浓臭气入碱炉燃烧流程
低浓臭气入碱炉燃烧流程如图2所示。
低浓臭气来自制浆车间的蒸煮工段和洗筛工段以及碱回收车间的蒸发工段、燃烧工段和苛化工段。制浆车间低浓臭气通过管网收集进入1#洗涤器,洗涤、降温并通过1#雾沫分离器去除液滴后进入碱炉燃烧;当碱炉故障停机时通过旁路一送到2#洗涤器洗涤并通过3#雾沫分离器去除液滴,再经过光氧催化净化器除臭后排放。碱回收车间蒸发、燃烧和苛化工段低浓臭气分别通过管网收集进入冷却器冷却后再送到2#洗涤器,洗涤、再降温并通过3#雾沫分离器去除液滴后进入碱炉燃烧;当碱炉故障停机时通过旁路二送到3#雾沫分离器去除液滴,再经过光氧催化净化器除臭后排放。蒸发站停机检修或清洗蒸发器时,通过检修风机将低浓臭气引入2#洗涤器等设备洗涤处理后排放或进碱炉燃烧。
制浆蒸煮喷放锅大量排气集中在放锅15 min期间 (排放频率约为每小时1次),因此,需对喷放锅排气进行单独处理,否则对低浓臭气系统冲击较大,影响碱炉供风量的稳定性。为减少真空洗浆机臭气排放收集量,对洗筛漂真空洗浆机刮刀气源进行了改造,即采用气罩内的废气作为刮刀气源。
低浓臭气系统能否正常运行的关键因素之一是控制好各收集系统的压力。使管路系统保持适当的负压,必须在管路上安装控制阀,风机采用变频风机,槽罐所有与大气连通的口子全部密封,并在槽罐上安装呼吸阀。
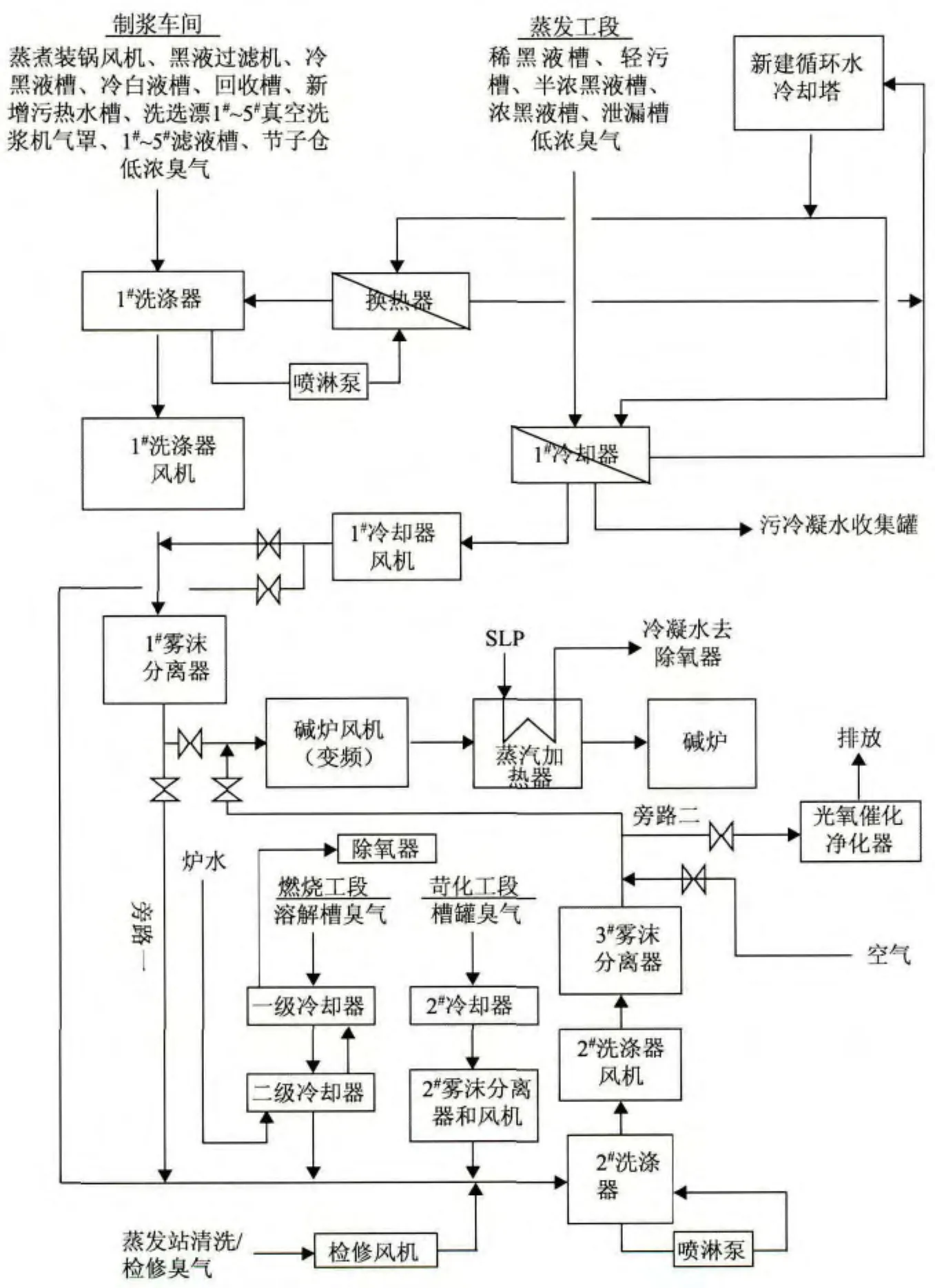
图2 低浓臭气处理流程图
2 其他臭气处理流程
大部分低浓臭气通过处理后送到碱炉燃烧,少部分不能进入碱炉燃烧的臭气,则通过加药洗涤、降温后直接排放,这部分臭气主要是含氯离子的臭气和离主系统较远的臭气,如制浆漂白工段臭气、二氧化氯工段臭气、备料工段臭气和中段水臭气等[2]。
2.1 制浆车间漂白工段臭气处理流程
制浆车间漂白工段臭气处理流程如图3所示。

图3 漂白工段臭气处理流程图
制浆漂白工段臭气主要来自漂白工段真空洗浆机气罩、滤液槽和车间酸水沟,这些废气均含有氯离子,不适合送到碱炉燃烧。因此,酸性废气只能通过酸雾洗涤器洗涤、降温后排放。由图3可知,漂白工段废气通过1#和2#酸雾洗涤器洗涤、降温 [洗涤水中加入适量硫代硫酸钠(Na2S2O3)]去除残氯后排放。
2.2 典型的零星散排臭气处理流程
典型的零星散排臭气处理流程如图4所示。
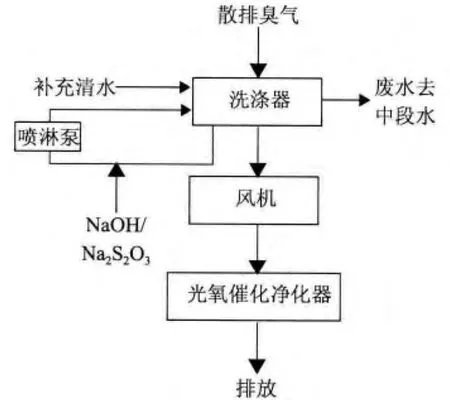
图4 零星散排臭气处理流程图
零星的槽罐、废水池散排臭气收集后送到洗涤器洗涤、降温,再经过风机抽送到光氧催化净化器除臭后排放。洗涤水中可根据废气的化学性质加入适量烧碱 (NaOH)或硫代硫酸钠 (Na2S2O3)等物质,去除臭气中的残氯等酸性气体,提高洗涤效果。
3 臭气治理冷却水系统
低浓臭气系统能否正常运行的关键因素之一是控制好各收集系统的压力,那么另一关键因素是系统的降温除水。降温可以采取直接喷清水降温,喷淋后的废热水直接排入中段水,或者用热交换器将喷淋后的废热水降温后循环使用。从节能减排或成本角度考虑,显然前者不现实,那么只能采用热交换器方案[3]。图2中四川永丰公司新建了一台处理能力为1250 m3/h循环水冷却塔,与低浓臭气系统洗涤器喷淋水热交换后的冷却水降温后循环使用,大大节约清水消耗。
4 DCS控制方案
全厂臭气治理控制系统全部接入原DCS系统,在原控制系统中增加卡件,解决点位不够的问题。高浓臭气DCS系统需考虑碱炉紧急停机情况下具有自动或手动迅速切换功能,如自动或手动切换到炉顶放空火炬燃烧,超压后可以紧急泄压排放到安全地方。炉顶放空火炬采用独立的PLC控制系统或进燃烧工段DCS系统控制均可。为了使远近各点低浓臭气顺利收集,在各收集支管上根据情况安装压力变送器和控制阀,收集的槽罐上安装呼吸阀。
5 需要进一步优化的项目
目前,低浓臭气分别进入碱炉三次风和高二次风燃烧,总风量6万m3/h左右。三次风和高二次风风量约各占1/2,均通过一台蒸汽加热器加热,加热能力明显不足,风温达不到高二次风的需求,对碱炉产汽有一定影响,因此后期还需要增加一台蒸汽加热器。
6 启停机入碱炉燃烧臭气控制方法
当全厂停机检修后启动时,制浆车间生产初期产生的DNCG因碱炉未运行,只能去2#洗涤器洗涤再到光氧催化净化器分解除臭后排入大气。蒸煮和蒸发初期运行产生的CNCG则通过碱炉顶放空火炬焚烧后排放,焚烧时加入足量的天然气,保证火场温度达到900℃以上即能完全燃烧分解。检修停机前,蒸发稀黑液槽应保持一定的储量,可以使碱炉在启动初期尽快地点火运行,有利于缩短DNCG和CNCG非碱炉燃烧排放时间。当全厂检修停机时,碱炉停机后,制浆、蒸发和苛化产生的少量DNCG进入2#洗涤器洗涤再到光氧催化净化器分解除臭后对空排放。而蒸发一般在碱炉停机前就已经停止运行,所以CNCG可以全部入碱炉燃烧。蒸发站各效蒸发器逐渐停运期间,CNCG流量和浓度均不稳定,此时可以从碱炉燃烧切换到碱炉顶火炬燃烧排放。当碱炉故障临时停炉检修而制浆等其余工段运行时,入碱炉部分DNCG全部进入2#洗涤器洗涤再到光氧催化净化器分解除臭后对空排放;CNCG则切换到碱炉顶火炬燃烧排放。
7 结语
截至2014年12月,四川永丰浆纸股份有限公司臭气治理项目投入正常运行3个月,预计年减排各类臭气共计92140万m3,使公司厂区及周边环境得到明显改善,空气质量达到国家环保标准要求。
[1]LI Li,JI Yao-yang.Noncondensible Gases Disposal Technology of Modern Kraft Pulping Mill[J].Paper and Paper Making,2009,28(7):55.李 莉,嵇耀扬.浅谈现代硫酸盐法制浆厂的臭气燃烧处理技术[J].纸和造纸,2009,28(7):55.
[2]OU YANG Hui,SONG Bi-yu.Techniques of Pulping and Papermak-ing Wastewater Treatment and Its Progress[J].China Pulp & Paper,2005,24(7):48.欧阳荟,宋碧玉.制浆造纸废水处理技术及其研究进展[J].中国造纸,2005,24(7):48.
[3]Wan Jin-quan,Ma Yong-wen.An Introduction to the Environmental Engineering of the Paper Making Industry[M].Beijing:China Light Industry Press,2005.万金泉,马邕文.造纸工业环境工程导论[M].北京:中国轻工业出版社,2005.
猜你喜欢
中国造纸(2022年9期)2022-11-25
中国造纸(2022年8期)2022-11-24
选煤技术(2022年3期)2022-08-20
山西化工(2022年2期)2022-05-11
养猪(2021年4期)2021-08-26
第二课堂(课外活动版)(2021年7期)2021-01-18
小学阅读指南·低年级版(2020年10期)2020-10-12
造纸信息(2019年7期)2019-09-10
造纸信息(2019年7期)2019-09-10
北方人(2019年10期)2019-06-17