充分利用DCS功能,提升预警能力
2015-05-22 08:08常山民孙晓光曾军年邱霞殷爱军
仪器仪表用户 2015年6期
常山民,孙晓光,曾军年,邱霞,殷爱军
(新疆乌鲁木齐石化分公司 化肥厂仪表车间,乌鲁木齐 830019 )
引言
中国石油天然气集团公司乌鲁木齐石化分公司化肥厂有4套主要生产装置,总计年产合成氨75万t、尿素130万t,为全国最大的氮肥生产基地之一;其中第一合成氨装置建成于1985年,设计能力为日产合成氨1000 t,年产合成氨30万t。装置包括空气分离(4111)、气化(4112)、碳黑回收(4113)、一氧化碳变换(4114)、酸性气体脱除(4115)、液氮洗(4116)、氨合成(4117)、氨冷冻及储存(4118)等8个主要工段。
2008~2010年,一合成装置实施了原料油改气及扩能增产50%的改造,主要包括新建20000Nm3/h的空分装置,两套气化系统(包括天然气压缩、3套气化原料气脱硫)油改气改造,新建CO变换(中、低变)、原有CO变换更换催化剂,新建MDEA脱碳,新建甲烷化,原有低温甲醇洗系统改造,改造氨合成系统(包括合成气压缩机、合成塔及换热系统)。全装置于2010年改造完成,并于2010年10月打通全流程,转入正常生产。生产能力达到日产合成氨1500 t,年产合成氨45万t。
1 背景
乌鲁木齐石化公司化肥厂一化装置采用了日本横河公司CENTUM-CS3000系统 ,该系统由两个域构成,所有操作站通过双冗余V-NET网与控制站连接,实现控制信息的读取与传递;工程师站与操作站之间通过E网连接,实现信息的传递,CS3000系统实现的功能有:通过功能模块实现工艺过程复杂控制,通过顺控表实现空分等装置的程序控置;通过MODBUS实现与ESD系统的数据通讯,系统具有事件记录功能可打印历史趋势和过程报告,分析事故事件。该系统功能强大,组态灵活,应用方便,便于控制功能的实现。
2013年3月,因为一块仪表伴热冻,从而造成仪表指示一直画直线,工艺操作时未发现该表故障,打开放空阀泄压过大,造成停车。仪表冻结造成的指示画直线属于外部原因,仪表本身和DCS系统不能检测到,所以不能产生报警提示。仪表车间计划利用”李华山工作室”的优势资源,在DCS上开发出对仪表的指示画直线进行预判,并及时发出报警信息的功能,提醒工艺操作人员及时判断、及时处理,大大减少因仪表故障而造成的停车。
2 方案
判断仪表指示是否画直线,就需要对仪表的指示进行采样,当一段时间内的采样值都一样时就认为仪表有冻凝的可能性,报警提示工艺人员。所以制定2种通过采样判断仪表画直线的方法:
方案一:CS3000有一个数值批量数据采集块BDA-L可以同时处理16个数据,在一个扫描周期内同时监视16块仪表,这样可以比较本周期内的仪表的测量值与前一次的测量值是否一致,从而做出判断该。当本周期内的仪表测量值等于前一周期的测量值时,立刻发出最新的报警信息,及时提醒工艺人员确认仪表的指示,并作出相应的判断。
具体实施方法是,由工艺技术员提供各工段的仪表位号,仪表按照DCS的控制站分类进行实施。下面以控制站FCS0103为例说明:
需要监控的位号:4113-PIA-3 /4113-PIA-4/4113-LIA-8/4114-TIA-15/ 4114-LIA-3/ 4113-FIA-6 /4114-LIA-2 7块仪表。首先在FCS0103控制站组态图DR0046,增加数值批量数据采集块BDA-L、13BDA001及13BDA002、13RL010、联锁块13LC001。其中13BDA001及13BDA002均为数值批量数据采集块可以同时监控16通道,见图1。

图1 批量数据采集块组态画面Fig.1 Bulk data collection configuration screen
13RL010是RL功能块,是将为了13BDA001的J01~J16通道数据和13BDA002的J01~J16通道数据做比较用,见图2、图3。
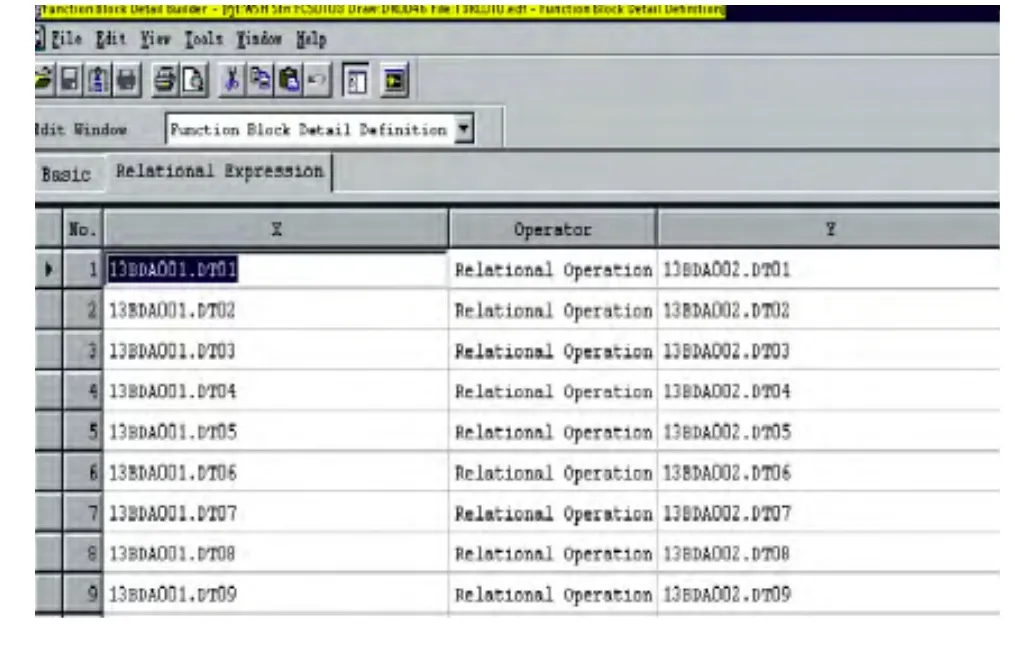
图2 比较块组态画面Fig.2 Compares configuration screen

图3 比较快调整画面Fig.3 Adjusting the picture
13LC001是LC64功能块,用来实现数据按周期采样和比较后产生报警逻辑。假如当13RL010功能块中9个通道成立,即13BDA001通道1的数值等于13BDA002通道1的数值时13LC001就发出一条报警信息AN001表示4113-PIA-3数据没有变化。其他报警信息类推即可见图4。当该功能块中有任何一个条件成立时,均可发出相应的报警信息。
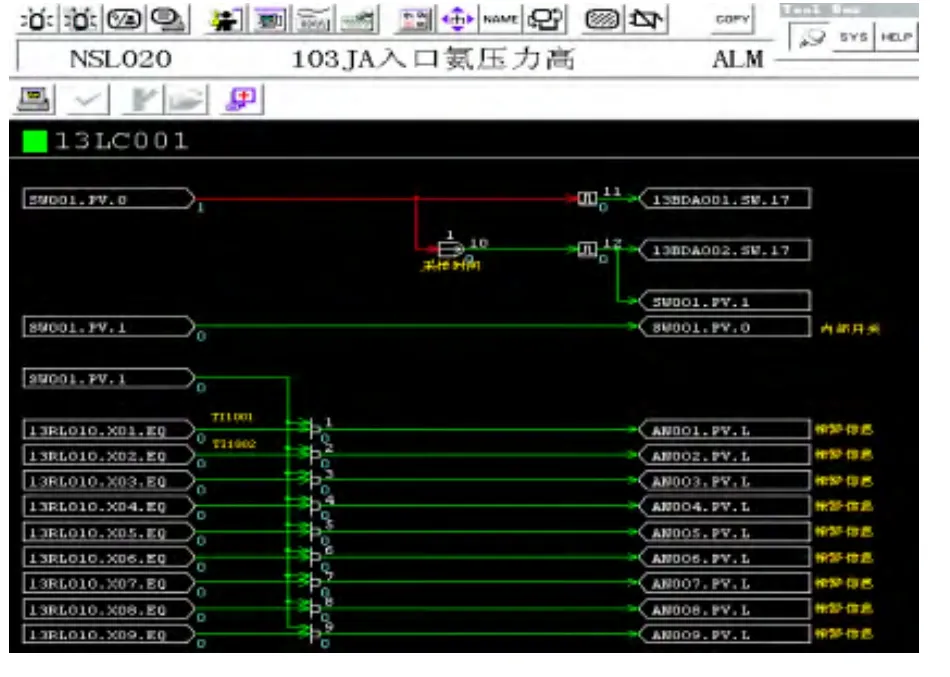
图4 LC64逻辑图组态画面Fig.4 LC64 logic configuration screen
方案二:CS3000系统的SFC功能块是在CPU空闲时间运行的,不影响控制系统的负荷。并且它是利用SEBOL语言编辑的,类似于C语言,有很大的灵活性,利用它可以编制自己需要的功能。本文利用SFC块编辑一个功能,对需要的仪表每隔一段时间采集一个数据(RAW值),共采集3个,然后用当前值分别去与前面的值比较,当偏差的绝对值都小于某个值时,认为此表冻结,出报警信息。程序分为三部分,第一部分是初始化,分配和定义参数,第二部分是数据采集,根据定义的时间间隔采集数据,第三部分是数据的运算,将当前仪表指示与前面的采样值进行相减,当其中有一个相减的值大于偏差设定值就认为此表没有冻结,反之就会触发报警块产生报警,采样间隔和偏差值都可以自由设定。

图5 SFC块调整画面Fig.5 SFC block adjustment screen

图6 SFC块逻辑画面Fig.6 SFC logic pictures
3 方案比较及实施
将上述2个方案对比会发现方案二优于方案一,首先方案二是利用采样3个值和当前值共4个值的指示来判断仪表的画直线,而方案一只是利用2次采样值比较来判断,容易出现误判的现象;第二方案的采样块及逻辑块都需要占用CS3000系统的负荷,而方案二的SFC块是在系统空闲时间运行的,完全不影响系统的负荷;第三采样块采集数据时保留的小数位很多并且无法设置,所以在逻辑块中比较时相等条件基本达不到,就不能及时仪表画直线发现问题报警。
按照方案二目前一合成已有41块仪表完成变化率的报警的监控。当仪表指示不变化时立刻发出报警信息,及时提醒工艺操作人员,作出相应的判断,有力的减少因仪表故障停车的事故,同时减轻工艺监屏。

图7 SFC块组态画面Fig.7 SFC configuration screen

图8 报警流程图画面Fig.8 Flow chart of warning screen
4 总结
横河公司的CENTUM—CS3000系统.一直都平稳可靠,而且它的功能强大、应用范围广、用户操作界面友好,深受工艺操作人员及仪表维护人员的好评,是乌鲁木齐公司化肥厂的主流 DCS系统。因此如何合理使用CENTUM—CS3000系统对系统进行有效组态,是保障故障率和误操作减少的重要途径。另外此项目不需现场及中控增加任何费用、充分利用CS3000的功能,就完全能实现画直线仪表实时、在线的监控报警,保障了装置的平稳运行。
[1]CS3000系统参考手册[Z].
猜你喜欢
建筑与预算(2022年5期)2022-06-09
建筑与预算(2022年2期)2022-03-08
河北农机(2020年10期)2020-12-14
组合机床与自动化加工技术(2019年3期)2019-04-08
通信电源技术(2018年5期)2018-08-23
科技与创新(2017年14期)2017-08-09
凿岩机械气动工具(2017年2期)2017-07-19
汽车维护与修理(2016年10期)2016-07-10
中国铸造装备与技术(2015年5期)2015-12-10
凿岩机械气动工具(2015年3期)2015-11-11