
基于S7-300PLC的蒸发器液位控制系统设计∗
2015-05-16 10:56李宇华高彬彬姜波高丙朋
新疆大学学报(自然科学版)(中英文) 2015年2期
李宇华,高彬彬,姜波,高丙朋
(新疆大学电气工程学院,新疆乌鲁木齐830047)
0 引言
番茄酱生产包括原料卸料、流送、刮板提升、挑选、破碎、预热、打浆精制、蒸发、杀菌、灌装、成品等十一个工艺过程,是典型的流程工业.其中,蒸发过程采用的装置为列管式蒸发器,它是整个生产线的关键设备之一[1].在实际生产中,为了保证番茄酱蒸发浓缩过程的连续正常进行,蒸发器需要不断获得新鲜番茄汁的补充,并且不停地把蒸发浓缩好的番茄酱输出到后续的杀菌与灌装工艺,蒸发器中酱的液位始终处于一个变化状态.当蒸发器中酱的液位高度超过上限时,酱在蒸发器中的循环效果变差,易被烧糊,影响产品质量,甚至可能使蒸发器列管堵塞,造成停机停产等严重事故.而当蒸发器中酱的液位低于下限时,虽然酱在蒸发器中循环良好,但由于酱很少且热容量较低,在蒸发浓缩过程中酱的温度会迅速升高,同样会使番茄酱被烧糊,降低酱的质量.因此,实现对番茄酱液位的恒值控制,使得番茄酱液位稳定在某一设定范围内不仅是蒸发过程得以良好进行的重要保证,更是获得优质番茄酱的必要条件[2].本文以此为研究背景,借助于实验室的蒸发器模拟装置,通过对番茄酱蒸发工艺过程的模拟,完成基于S7-300PLC的番茄酱液位控制系统设计.
1 蒸发器模拟装置工艺特点及技术指标
蒸发器模拟装置结构如图1所示.由主筒、副筒、电磁阀、电动调节阀、离心泵、电动机等主要部件组成.其工艺流程如下:若将番茄汁从副筒1抽入主筒,须先打开电磁阀3,关闭电磁阀1、电磁阀2、电磁阀4、电动调节阀1,电动调节阀2开度不能为0,满足上述条件后,再启动离心泵.若将主筒中经加热浓缩后形成的番茄酱抽入副筒2中,应先打开电磁阀4、电磁阀1,关闭电磁阀2、电磁阀3、电动调节阀1、电动调节阀2开度均为0;满足以上两个条件后,再启动离心泵.参考生产现场的技术指标,本系统技术指标设定为:系统稳定时液位高度要保持在30 cm左右,正负偏差在2 cm以内.
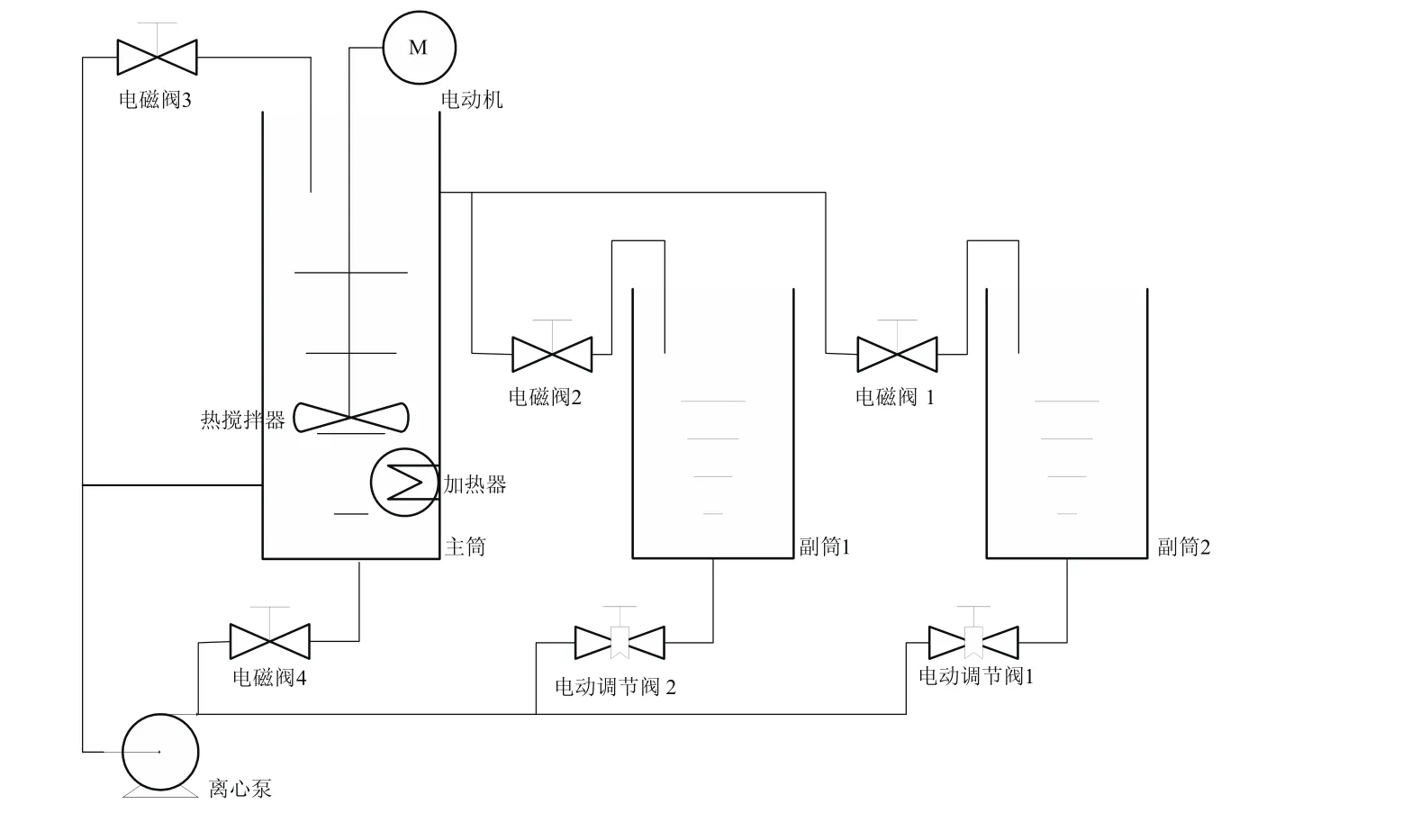
图1 蒸发器模拟装置结构示意图
系统主要针对蒸发器模拟装置主筒的液位进行控制,利用液位传感器、PLC控制器和上位机等构建液位控制系统.根据工艺要求,实时检测蒸发器模拟装置主筒液位高度,并与设定值做比较,通过控制电动调节阀的开度大小进行液位的自动调整.当系统受到扰动作用使液位发生变化时,通过调节能迅速恢复到设定值上[3].
2 液位控制系统硬件设计
2.1 控制系统组成原理
蒸发器模拟装置主筒液位控制系统框图如图2所示.
2.2 系统的数据采集、通讯及上位机设计
本液位控制系统利用计算机作为上位机,用STEP7编程软件编写PLC程序,在组态王软件中运行监控窗口,用西门子S7-300PLC作为下位机对蒸发器模拟装置主筒的液位进行实时控制.通过PROFIBUS网络实现PLC、组态王和STEP7软件之间的通讯[4].系统拓扑图如图3所示.
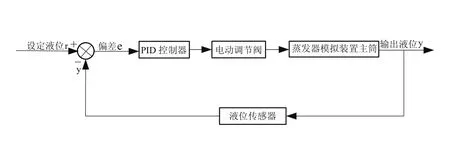
图2 蒸发器模拟装置主筒液位控制系统框图
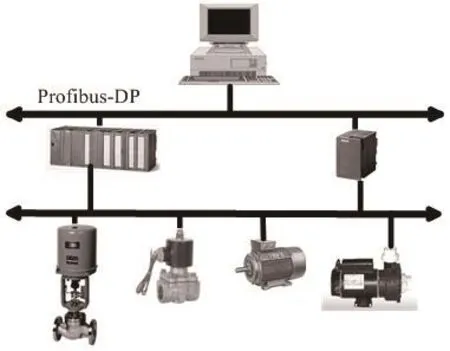
图3 蒸发器模拟装置液位控制系统拓扑图
通过模拟量输入模块采集装置中的传感器信号,PLC进行信号处理及控制参数的调整,通过模拟量输出模块驱动执行装置实时控制执行器参数[5].通过被控参数的采集、记录和输出分析控制策略的实际运行效果,并针对可能出现的问题提出改进方案.
2.3 设备选择
系统由上位工控机、PLC、液位传感器、以太网交换机、中间继电器、交流接触器等部件组成.液位传感器采用磁翻板液位传感器,量程为0~60 cm.控制器采用西门子S7-300系列PLC,根据控制系统的I/O点数和程序量通过经验公式计算所需存储器容量{存储器容量(KB)=(1.11.25)×(DI×10+DO×5+AI/AO×100)/1024},IO点数应有20%的余量,选择主控模块为CPU315-2PN/DP,模拟量输入模块选用SM334(AI4/AO2×8/8Bit),模拟量输出模块选用SM332(AO4×16Bit),数字量输入模块选用SM321(DI16×DC24V),数字量输出模块选用SM322(DI8/DO8×DC24V/0.5A),参数可通过模板上的量程模块或编程软件设定[6].还有一个分布式I/O站ET200M.执行器包括2个智能电动调节阀和4个电磁阀.
3 系统控制器设计
3.1 对象数学模型
本实验蒸发器模拟装置主筒内采用的是盘管式热交换装置,它的传递函数为一阶惯性滞后环节,传递函数为

式中K为液位过程的放大系数;T为液位过程的时间常数.经试验测定K=6,T=0.753 6 s.
3.2 控制器控制规律
系统采用PID调节的闭环控制,其PID控制算法可表示为

其中:KP为比例系数;TI为积分时间常数;TD为微分时间常数;e(t)为设定值和实际输出值构成的偏差.
由于液位控制具有纯滞后、大惯性等特性,使得找到一组合适的控制参数比较困难,而STEP7提供的PID控制功能模块,可以在线实现PID参数自调整,使用方便,有较强的自适应性.
4 PLC硬件组态
按照PLC控制屏进行硬件组态,其中PLC与上位机的通信采用以太网通信方式.硬件组态如图4所示.
5 控制程序编写
依据控制流程和对象操作说明编写控制程序,具体程序流程图如图5所示.
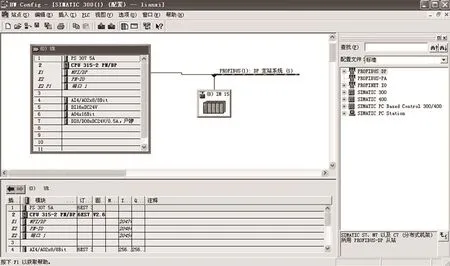
图4 硬件组态图
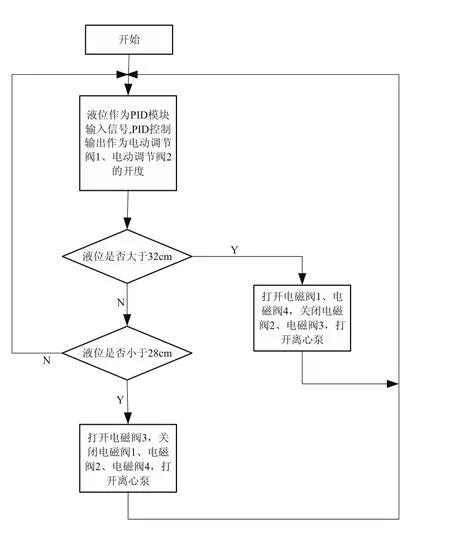
图5 系统控制程序流程图
6 监控软件设计
采用组态王软件通过组态方法实现系统远程监控,通过组态王与PLC通信,从而对系统的各个参数进行监控.根据控制策略组态的需要在组态数据词典中定义与PLC相连的变量名和类型,完成人机交互界面的设置,液位系统的主控界面、实时曲线及动画效果的监控界面.编写应用程序,下载PID控制程序至PLC,运行监控画面,设置参考值,同时调整控制参数,在实时趋势窗口观察液位曲线,直至得到满意的控制效果.系统的组态实时运行状态如图6所示.
在番茄酱蒸发浓缩过程中,由于番茄酱粘稠度不均匀,从而会对蒸发器液位产生影响.为了确保生产过程实现平稳高效运行,控制系统必须具备良好的抗干扰能力.为了验证系统的抗干扰性能,通过迅速增大进料电动调节阀开度的方式对系统添加扰动,由图7可知,在系统稳定运行时遇到外界突加扰动,系统能迅速作出调整,输出的液位曲线能在短时间内趋于设定值并保持稳定.
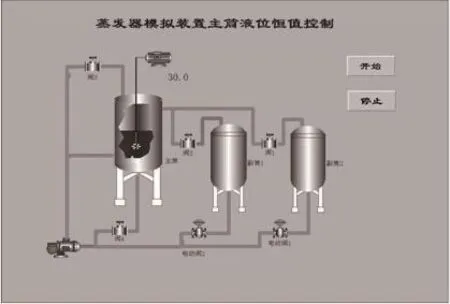
图6 液位控制系统监控界面
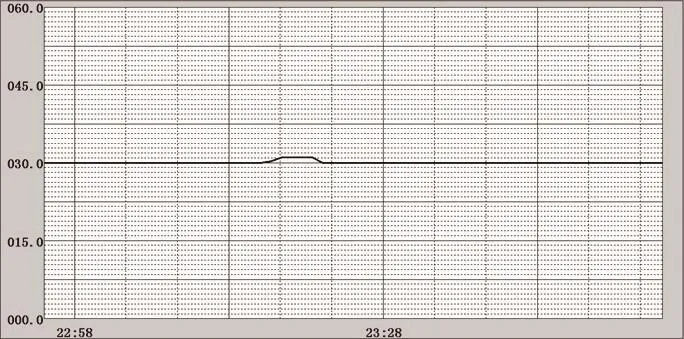
图7 系统受干扰后控制曲线界面
7 结束语
基于PLC及组态技术的番茄酱液位PID控制系统,可以在线实现PID参数的调整,使系统获得较理想的动静态性能,并实现了远程监控、实时数据浏览、实时和历史数据趋势曲线显示等功能.目前系统在实验室番茄酱蒸发器模拟装置上调试成功,液位控制能满足设计要求.同时,也为工业领域中有关热交换工艺液位控制问题提出了一整套控制方案.
参考文献:
[1]张晓燕.基于触摸屏和PLC的番茄酱蒸发器自动控制系统[J].江苏农业科学,2011,39(2):501-502.
[2]刘旭明,吴敏,杭阿芳.基于PID的液体恒定控制系统[J].中国制造业信息化,2012,41(23):72-75.
[3]史岩鹏,齐向东.基于组态软件的锅炉液位控制系统[J].机械工程与自动化,2011(5):137-141.
[4]曹丽婷,田景文,黄桂林.PLC和组态软件在污水处理远程监控系统中的应用[J].机床与液压,2008,36(7):202-204.
[5]李安伏,崔亚量.基于OPC的Matlab与组态王的数据通信[J].电力自动化设备,2007,27(7):113-115.
[6]房向荣,施仁.组态王与智能仪器的动态数据交换[J].工业仪表与自动化装置,2005(3):51-52.
猜你喜欢
仪器仪表用户(2022年11期)2022-11-03
仪器仪表用户(2022年10期)2022-09-29
仪器仪表用户(2022年9期)2022-08-30
知识窗(2022年4期)2022-06-07
仪器仪表用户(2022年4期)2022-04-01
动漫界·幼教365(大班)(2020年1期)2020-02-03
英语文摘(2019年1期)2019-03-21
电子制作(2017年23期)2017-02-02
中国教育技术装备(2016年20期)2016-12-12
幸福家庭(2015年10期)2015-09-10

- 新疆大学学报(自然科学版)(中英文)的其它文章
- WSNs中基于Chebyshev多项式的可认证密钥协商方案∗
- 新疆双峰驼乳清蛋白组分对人宫颈癌HeLa细胞增殖的抑制作用∗
- 新疆加曼特金矿与斑岩型金矿的对比研究∗
- 具有非倍测度的参数型Marcinkiewicz积分交换子在Hardy空间的估计∗
- Periodic Solution of a Two-species Competitive Model with State-Dependent Impulsive Replenish the Endangered Species∗
- Permanence and Extinction for Nonautonomous SIRS Epidemic Model with Density Dependence∗