
基于Pro/E三维建模的汽车车身产品整体化设计及快速成形
2015-05-15 06:57:40杨财刘晓晶贺永辉刘恒李续博刘训达王哲
应用科技 2015年3期
杨财,刘晓晶,贺永辉,刘恒,李续博,刘训达,王哲
哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨 150040
基于Pro/E三维建模的汽车车身产品整体化设计及快速成形
杨财,刘晓晶,贺永辉,刘恒,李续博,刘训达,王哲
哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨 150040
随着汽车行业的发展,对汽车产品的研发周期要求越来越短,同时对产品质量和外观设计水平的要求也越来越高,如何快速设计新型汽车车身产品成为汽车行业发展的关键问题之一。应用Pro/ENGINEER软件,设计出新型汽车车身整体的CAD模型,评价分析了成型型面质量并修改了问题型面;通过选择设定合理的工艺参数,使用熔融挤压快速成型机实现了汽车车身模型的快速原型制造。方便、快速地实现了新型汽车车身产品的设计开发,缩短了研发周期。
汽车车身;快速成形;MEM技术;Pro/E建模;工艺参数
快速成形(rapid prototyping,RP)技术是一种集计算机辅助设计、计算机数字控制、精密机械、激光、高分子材料等学科于一体的高新技术,能快速将CAD三维模型制成实物原型。它的基本原理是离散与堆积,其不同于传统的加工方法,采用逐层增材的方法直接制造实体原型[1]。可迅速实现产品开发的闭环反馈,进而修改CAD模型制造出产品。
文中所研究的是Pro/E(Pro/Engineer)三维建模与熔融挤压快速成型(melted extrusion modeling, MEM)技术的结合在新车型开发领域的应用。Pro/E是个全方位的3D产品开发软件,集合了零件设计、产品组合、模具开发、数控加工造型设计、逆向工程等多种功能,专门用于管理并行工程对同一产品进行开发[2-3]。可以对汽车覆盖件进行整体化设计,调整并优化各各型面参数,设计新型汽车三维模型。
现阶段新车型的开发是利用油泥雕塑汽车车身模型,这种方法需要耗费几个月的时间。首先用一个月的时间来制作1∶4的油泥模型,对外观评审修改后,再根据车型总布置图,构建1∶1的主模型线型图;接下来用2个月的时间制作1∶1的油泥模型,直到冻结油泥模型。而通过Pro/E三维建模结合快速成型技术,几天就能制作出汽车模型。大大缩短了开发周期[4]。
1 汽车车身模型快速成型工艺
快速成型工艺过程是一个涉及CAD/CAM、数据编程、材料制备及后处理等环节的集成制造过程。在整个工艺过程中每一个环节都会对成型件的精度、成型时间及材料利用率产生影响。而成型件的精度和成型时间是MEM工艺中的2个主要技术指标。材料利用率也是一个比较重要的问题。同时,还要防止加工过程中由于热应力而出现的翘曲变形。所以,合理地设计加工方法及加工工艺至关重要。MEM工艺原理如图1所示。

图1 MEM工艺原理
由于要加工的新型车身模型的尺寸较大,超过HTS-300MEM快速成型机的加工尺寸范围(280 mm×250 mm×300 mm)。因此,需要在保证车身关键特征因素不受影响的前提下同比例缩小模型尺寸进行加工。为减小加工过程中的台阶效应,提高精度,需要合理放置加工件,尽量使加工过程中加工件的主要表面与水平面的夹角最大。因为零件的切层面形状千差万别,很难保证某一种扫描方法和扫描速度对于各层均是合适的[5]。为防止成型零件出现翘曲变形现象,有必要对扫描方法加以改进。由于车身模型曲面及圆角较多,所以将原有的顺序扫描法改为逐层交织法,使之能根据不同的切层形状自适应地调整扫描方式和扫描速度,这样既可以改善表面的光滑程度又可以减少翘曲变形,这种方法对于由ABS材料收缩引起的外轮廓缩小内尺寸增大和扫描畸变等变形误差是有效的[6]。
控制MEM加工过程中控制熔融挤压的各项参数包括分层厚度、喷头温度、环境温度、挤出速度、填充速度、理想轮廓线的补偿量及延迟时间等。针对ABS树脂材料性能设定挤料速度因子,同时设定合理时间参数并调整理想轮廓补偿量[7]。
2 车身模型整体化设计
利用Pro/E进行新车型三维实体模型整体化设计,调整并优化各型面参数,绘制新型汽车三维模型。完成的三维模型如图2所示。设计过程中通过三维实体上色、立体旋转美化汽车覆盖件模型;通过对车门、翼子板等关键型面进行观察,对不够美观的型面进行拉伸去除材料并重新造型成面[8];对车灯,散热器中倒角、凹槽、孔等细节型面利用特征驱动这一工具进行修改完善[9]。将设计的三维实体模型进行三维实体划分保存为STL格式文件。三角网格划分如图3所示。

图2 新车型三维图

图3 三角网络划分图形
3 利用HTS-300MEM快速成型机整体加工实体模型
3.1 MEM快速成型机工艺参数选择
HTS-300MEM成型机对设计三维模型进行分层处理后开始加工,加工之前首先要调整工艺参数。新车身模型的加工过程中的主要工艺参数如下:材料为ABS树脂,扫描速度为20~60 mm/s,喷嘴直径为0.5mm,层厚为0.2 mm,主要工艺参数如表1所示[10]。
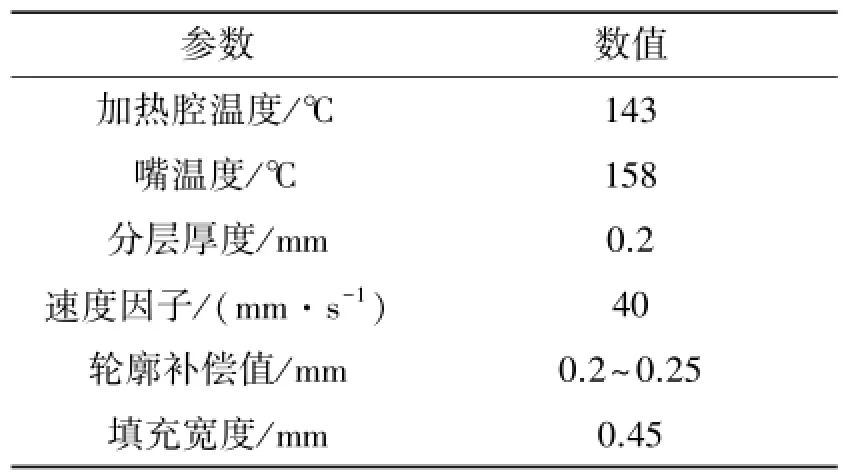
表1 主要工艺参数设定
3.2 利用HTS-300专用软件调整工艺参数
参数调整如图4所示。导入STL文件→旋转至易加工面→调整X,Y移动喷头至合适位置→参数设置→生成支撑→生成文件存储路径→下移喷头至加工起点→开始加工→成功加工车体。

图4 参数调整
3.3 车身模型后处理
在快速成型机中原型叠层制作完毕后,需要去除支撑结构。然后进行打磨、抛光、喷漆。新车型车身实体模型如图5所示。

图5 新车型车身模型实体
4 结束语
利用Pro/ENGINEER软件能够快速构建新型汽车车身产品的三维模型,并方便对问题型面的修改完善。通过分析并设定合理的工艺参数,利用HTS-300MEM成型机能够快速成型汽车车身产品实体模型。快速成型技术是先进制造技术的重要分支,利用快速成型技术可对产品设计进行立刻评价和修改,并自动迅速地将设计转化为具有相应的结构和功能的原型件或直接制造出零部件,从而大大地缩短新产品的开发周期。
[1]安芬菊,师文庆.基于MEM技术的概念车身模型的制造[J].机电工程技术,2008(5):30-31.
[2]张俊,侯琳,殷镜波,等.快速成型技术及其发展[J].山东水利职业学院院刊,2006(12):9-13.
[3]夏鹏,王丞,马明亮.快速成型技术应用现状及发展趋势[J].九江学院学报,2008(3):55-58.
[4]罗辑,黄强,杜柳青,等.快速成型技术及其应用[J].起重运输机械,2006(2):1-3.
[5]宋丹路.熔融沉积快速成型的翘曲变形分析和解决方法[J].组合机床与自动化加工技术,2004(3):106-109.
[6]陈葆娟,梁延德,何福本.熔融沉积成形试件翘曲成因的分析与优化[J].电加工与模具,2012(4):33-36.
[7]吴仁东,唐果林,魏大中.MEM成型大型零件原型工艺研究[J].快速成型,2010(5):315-319.
[8]倪红军,吕帅帅,裴一.基于Pro/E的手机外壳三维造型与快速原型制造[J].工具科技,2013(7):17-20.
[9]许洪斌,王泗国,陈康.薄壳类零件的快速成型精度工艺[J].重庆大学学报,2005(3):5-8.
[10]罗晋,叶春生.FDM系统的重要工艺参数及其控制技术研究[J].锻压设备与制造技术,2005(6):77-79.
Overall design and rapid prototyping of automobile body products based on Pro/E 3D modeling
YANG Cai,LIU Xiaojing,HE Yonghui,LIU Heng,LIXubo,LIU Xunda,WANG Zhe
School ofMaterials Science and Engineering,Harbin University of Science and Technology,Harbin 150040,China
With the development of automobile industry,the research and development cycle of automobile body products is getting shorter and shorter than before.At the same time,the requirements for product quality and ap-pearance design level are also getting higher.How to design a newmodel of the automobile body becomes one of the key issues in the auto industry development.A new type of automobile body CAD modelwas designed by using Pro ENGINEER software.Then the quality ofmolding surfaceswas evaluated and analyzed and themolding surface that has problem was revised.The rapid prototyping of the automobile body model wasmanufactured by choosing and setting reasonable process parameters,and using themelted extrusion modeling(MEM)prototypingmachine,the design and development of a new type of automobile body product are realized conveniently and quickly,which shortens the research and development cycle.
automobile body;rapid prototyping;melted extrusion modeling technology;Pro/E modeling;process parameters
TP391.9
A
1009-671X(2015)03-071-03
10.3969/j.issn.1009-671X.201405015
2014-05-16.
日期:2015-04-20.基金项目:哈尔滨理工大学大学生创新创业计划项目.作者简介:杨财(1992-),男,学士;刘晓晶(1966-),女,教授,博士.
刘晓晶,E-mail:419401848@qq.com.
http://www.cnki.net/kcms/detail/23.1191.U.20150420.1012.009.htm l
猜你喜欢
世界汽车(2022年11期)2023-01-17 09:30:50
制造技术与机床(2019年9期)2019-09-10 07:36:18
制造技术与机床(2019年4期)2019-04-04 12:22:12
制造技术与机床(2018年9期)2018-09-19 06:48:02
中国铸造装备与技术(2017年3期)2017-06-21 11:33:45
山东工业技术(2016年15期)2016-12-01 05:30:53
工业设计(2016年6期)2016-04-17 06:42:45
汽车维修与保养(2015年7期)2015-04-17 02:12:44
设备管理与维修(2015年11期)2015-03-16 05:57:46
汽车维护与修理(2015年6期)2015-02-28 12:17:31
