一种普通车床的自动安全保护装置的设计
2015-05-14 08:33:16万铮孙莹
机械工程师 2015年9期
万铮, 孙莹
(四川交通职业技术学院,成都 611130)
0 引言
车削加工占到机械加工的60%比重。由于普通车床无防护罩,无自动安全保护功能,在高速旋转的工作状态下,对于安全意识薄弱、操作不熟练和具有恐惧心理的初学者,很容易发生安全事故。
车床操作过程中,对于初学者通常隐藏的非安全状态有如下几种:一是卡盘扳手在主轴卡盘上忘记取下,便开启主轴,导致扳手飞出伤人;二是刀架自动走刀靠近卡盘时,因紧张和经验不足,使得对刀架与卡盘的实际间距作出错误判断,导致刀架撞上高速旋转的卡盘爪;三是在螺纹加工时,由于习惯性动作,误操作开启快速走刀,造成加工失误;四是小拖板正、反向走刀超过极限,导致丝杠螺母退出,造成设备损坏。
为此,开发针对于普通车床的自动安全保护装置就显得尤为重要。
1 控制装置的功能与结构
1.1 控制装置的功能
根据以上对普通车床常见危险的描述,本装置的安全保护功能为:1)卡盘扳手在主轴卡盘上未取下,机床主轴起动被禁止;2)刀架纵向自动走刀靠近卡盘或尾座时,若超过设定的极限,车床快速自动走刀立即停止;3)在螺纹加工时,车床快速自动走刀被禁止;4)小拖板横向进、退自动走刀时,若超过设定的极限,车床快速自动走刀立即停止。
为此作如下定义:Z-超限保护为刀架向卡盘方向纵向自动走刀至设定的极限位置的保护;Z+超限保护为刀架向尾座方向纵向自动走刀至设定的极限位置的保护;X+超限保护为小拖板横向远离工件自动走刀至设定的极限位置的保护;X-超限保护为小拖板横向接近工件自动走刀至设定的极限位置的保护。
针对以上安全保护功能的控制逻辑如表1所示。
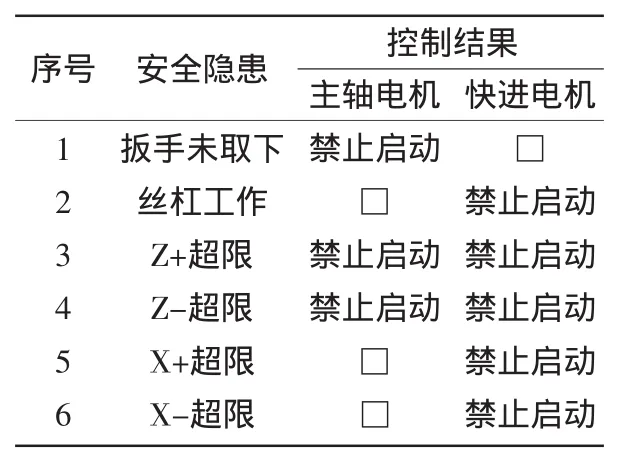
表1
1.2 控制装置的总体结构
控制装置的主要功能是对车床的安全信息进行采集、处理和判断,并做出正确的控制决定。同时,考虑到装置能将非安全状态实时显示出来,起到提醒操作者的作用。
整个控制装置由三部分组成:一是显示控制模块,安装在车床主轴箱上表面;二是安装于车床各部件上的检测系统;三是安装于车床电气控制箱的电气控制模块。
显示控制模块主要由显示部分(液晶显示屏+LED状态显示)、单片机系统、I/O接口等组成。单片机采用Atmel公司的AT89C51系列单片机。
2 软件设计
显示控制模块为单片机控制系统。当车床强电接通后,显示控制模块通电进入工作状态。此时,采集和分析车床相应部件的工作状态信息,在车床无安全隐患的情况下,接通车床主轴电机和快速进给电机电源。车床进入正常工作状态。此后显示控制装置仍时实采集车床工作状态,若检测到非安全信号,控制装置将切断主轴电机或快速进给电机电源,并显示出非安全信号的类型,以警示操作者。显示控制模块的软件流程如图1所示。
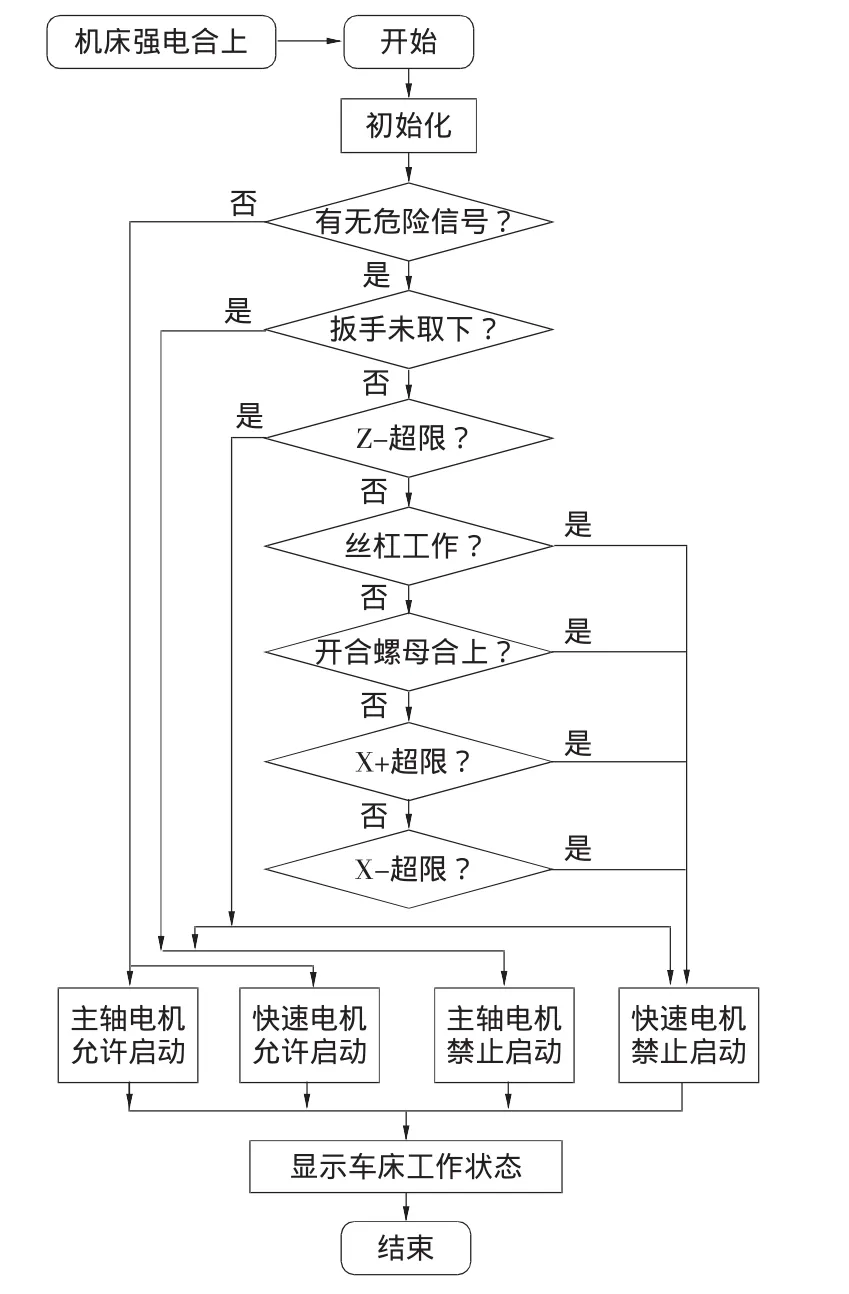
图1 下位机软件流程图
3 车床安全状态的检测
控制装置的检测系统主要功能是完成以上6个工作状态的检测,分别是卡盘扳手状态、丝杠工作状态、刀架纵向两个极限状态(Z+超限、Z-超限)和横向(X+超限、X-超限)两个极限状态。本装置采用各个检测方案如下:
3.1 卡盘扳手的状态检测
车床正常工作的条件是卡盘扳手必须从卡盘上取下。卡盘扳手正常取下的信号获取是利用在机床主轴箱面板的左侧,安装一个带检测元件的卡盘扳手套的方式。若本车床扳手从卡盘上取下,并插入对应的扳手套中,检测元件便产生“扳手取下”信号,此时,下位机接通车床主轴电机的电源,主轴电机允许启动。考虑到生产现场人多手杂,在“扳手取下”信息检测方案上做到了卡盘扳手与本车床的一一对应关系,即如果误将其他车床的卡盘扳手插入本车床的扳手套中,不会产生“扳手取下”信号,主轴是无法开启的。
3.2 丝杠工作状态的检测
车床的螺纹加工状态,是通过光杠、丝杠档位手柄的位置检测来判断的。车床加工螺纹时,光杠、丝杠档位手柄应打在5、6、7、8档上,开合螺母合上,刀架由丝杠带动。此时,不允许开启快速自动走刀。本系统对光杠丝杠档位柄的位置检测采用了一种简单、可靠的方案,如图2所示,在档位手柄的外圆柱面贴上一段软磁条,箱体对应位置上安装磁性开关,当软磁条与磁性开关处于正对位置关系(即手柄在5、6、7、8档位)时,磁性开关便产生“丝杠工作”信号。显示控制装置在检测到“丝杠工作”信号时,将切断快速进给电机的电源,快速自动走刀被禁止。
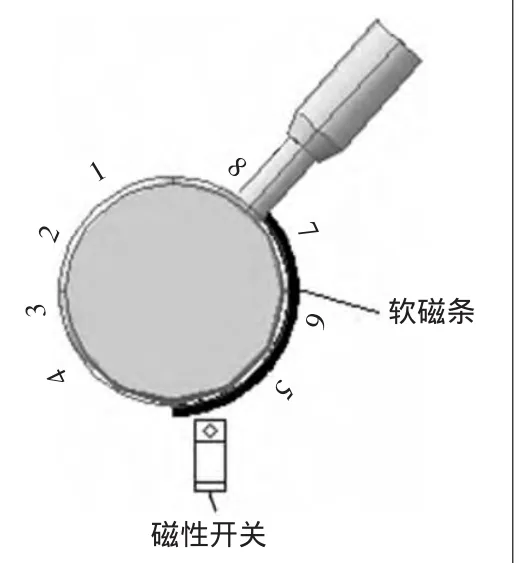
图2 丝杠状态检测
3.3 Z+、X+、X- 极限状态的检测
机床限位控制需要准确、及时,可靠性高。但环境较差的切削加工,由于切屑和切削液的原因,常常导致机械式行程开关被腐蚀和卡死,导致控制失灵,为此,本系统对大、小拖板的行程位置的检测采用了电磁检测原理,此方法不仅能保证信号采集的可靠性。同时,延长了检测元件的使用寿命。
4 车床上电气控制模块
控制装置的电气控制模块的主要功能是提供显示控制模块的电源、接收在线检测信号、输入控制信号。因此,此模块由电源、继电器电路和I/O接口组成。
普通车床的主轴和刀架快进由2个电机独立控制。电气控制模块中的2个继电器电路接至2个电机的接触器回路。当继电器接收到显示控制模块的控制信号后,将对2个电机的接触器回路进行相应的接通与断开的控制,从而实现了电机的自动控制。
在Z-超限保护方案中,设计主轴和快进电机同时停止,由于普通车床主轴电机无制动控制电路,为保证Z-超限时主轴电机能立即停止,本系统在原车床主轴电机控制电路中增设反接制动电路,通过延时反向制动控制原理,实现了主轴的急停。
5 结 论
基于现代机械设备向更人性化、更智能化方向发展的要求,普通车床上安全保护装置实现了车床的安全自动保护,推进了传统机械设备的技术革新,改变了传统机械设备操作危险、功能单一的现状。它在各级学校的实习工厂和大型制造企业中都具有广泛的应用前景。
[1] 刘安杰.数控机床中常用的安全电路[J].可编程程序控制器与工厂自动化,2005(8):125-126,132.
[2] 宋小红,曹峰.普通车床保护系统[J].河南科技,2010(21):69-70.
[3] 彭瑜.无线通信在工控领域的应用现状与前景[J].电机产品市场,2007(12):18-21.
[4] 庞崇禄.普通车床“加装限位安全保护装置”技术改造[J].职业,2010(35):174-175.
猜你喜欢
青少年科技博览(中学版)(2023年9期)2023-11-30 03:42:26
内燃机与配件(2022年2期)2022-01-17 23:46:44
装备维修技术(2021年20期)2021-03-29 00:44:06
制造技术与机床(2018年12期)2018-12-23 02:41:06
凿岩机械气动工具(2017年3期)2017-11-22 07:21:50
军营文化天地(2017年7期)2017-09-25 07:43:48
制造技术与机床(2017年2期)2017-05-04 04:17:34
军事文摘(2016年16期)2016-09-13 06:02:51
机床与液压(2015年16期)2015-04-27 02:46:28
机械工程师(2014年6期)2014-11-28 08:16:48