钛合金表面激光熔覆固体自润滑涂层
2015-05-12 08:36:20叶源盛
钛工业进展 2015年4期
王 培,叶源盛
(西北有色金属研究院,陕西 西安 710016)
钛合金表面激光熔覆固体自润滑涂层
王 培,叶源盛
(西北有色金属研究院,陕西 西安 710016)
综述了激光熔覆技术在钛合金表面制备固体自润滑涂层的研究现状。采用激光熔覆技术可以在钛合金表面制备出具有优异减摩性能的固体自润滑涂层,其减摩效果与所选用的激光器、熔覆材料的成分配比、添加剂的添加方式等有密切关系。最后指出了今后该技术的发展方向:①开发高水平的激光熔覆设备;②开发新型熔覆材料体系,使其能应用于不同的环境和很宽的温度范围中;③开发多层涂层、智能涂层(如自修复功能)和梯度涂层;④对激光表面熔覆处理过程进行数值模拟,实现激光熔覆过程的定量控制。
钛合金;表面改性;激光熔覆;自润滑涂层
0 引言
钛的硬度低,耐磨性能差,在使用过程中由摩擦所导致的磨损失效是其应用的瓶颈。虽然通过提高钛合金运动副的表面硬度,可以提高其耐磨性,但在很多情况下却会导致对磨件的严重磨损,危害更大。在钛合金零件实际承受接触摩擦磨损的表面制备一层具有优异耐磨性能、低摩擦系数、与基体材料为可靠冶金结合的固体自润滑涂层,是解决钛合金磨损失效的有效方法[1]。早期常见的固体自润滑涂层的制备工艺主要有化学镀、电镀、热喷涂、PVD、CVD等,存在的缺点为涂层较薄,且与基体机械结合,结合强度低,涂层受一定摩擦时易剥落,反而加速零件磨损。目前较先进的制备工艺有等离子增强化学气相沉积、等离子辅助物理气相沉积、非平衡磁控溅射、超音速火焰喷涂等,虽然在很大程度上提高了涂层的组织致密性,减少了裂纹、孔洞等缺陷,但是这些方法与早期传统制备工艺存在同样的缺点,即涂层与基体属机械结合,结合强度低,可靠性差[2]。
激光熔覆技术用于制备固体自润滑涂层的时间较短,但其拥有独特的优点,如能量密度高、热影响区小、厚度可控、熔覆层致密,特别是熔覆层与基材实现冶金结合、可以选择性的处理工件特定表面等,被认为是目前最具发展前景的技术之一。目前,国内外不少研究人员开始利用激光熔覆技术制备固体自润滑涂层,避免了传统涂层制备工艺和润滑方式(如气体润滑、油脂润滑和液体润滑)的缺点,而且该技术已经逐步在各种特殊工况中得到推广应用。图1为钛合金表面激光熔覆自润滑涂层过程照片。

图1 钛合金表面激光熔覆自润滑涂层过程Fig.1 Process of solid self-lubricating coatings on titanium alloy surface by laser cladding
1 常用的激光熔覆材料
目前,钛合金表面激光熔覆材料的种类不多,常用的主要有金属粉末、陶瓷粉末和复合粉末等。金属粉末中以自熔性合金粉末最为常用,主要有Ni基、Fe基和Co基三种。陶瓷粉末主要包括氧化物陶瓷粉末和碳化物陶瓷粉末,氧化物陶瓷粉末有Al2O3、ZrO2等,碳化物陶瓷粉末有TiC、SiC和WC等。随着激光熔覆材料的发展,其逐渐由单一粉末材料向多元复合粉末材料组成转变,如在Ni基、Fe基和Co基金属粉末中添加耐磨减摩陶瓷粉末,在钛合金粉末中添加氧化物相等。激光熔覆固体自润滑涂层的熔覆材料是以金属或合金相为基本组元,加入一些陶瓷相和固体润滑剂相,通过一定激光熔覆工艺,与基体发生扩散和凝固,形成具有一定强度和自润滑性能的复合材料涂层。需要指出的是,固体润滑剂的添加形式可以是一种,也可以是多种润滑剂组合添加。实际应用中发现,根据使用需求的不同而进行多元组合可以扩展涂层的使用温度范围。目前,在钛合金表面激光熔覆Fe基、Ni基、Co基、Ni-Cr基等高温耐热合金中添加固体润滑剂的应用研究比较广泛。
常用的固体润滑剂按硬度分为软质类(硬度<10 GPa)固体润滑剂和硬质类(硬度>10 GPa)固体润滑剂两大类(见表1)[3-5]。软质类的减摩效果较为明显,硬质类的耐磨效果较为明显。因此通常在软质类中挑选合适的固体添加剂作为制备润滑涂层的原料。熔覆材料中添加的固体润滑粉末的选取原则需要考虑摩擦构件所使用的工作环境和摩擦学特点,各种润滑剂的性能特点、使用温度范围,并结合激光制备方法的特点进行添加。在这些众多的固体润滑材料中,有的适用于真空条件下润滑,如WS2、MoS2等;有的适用于大气条件下润滑,如石墨、h-BN等;有的适用于高温条件下润滑,如氟化物和金属氧化物。
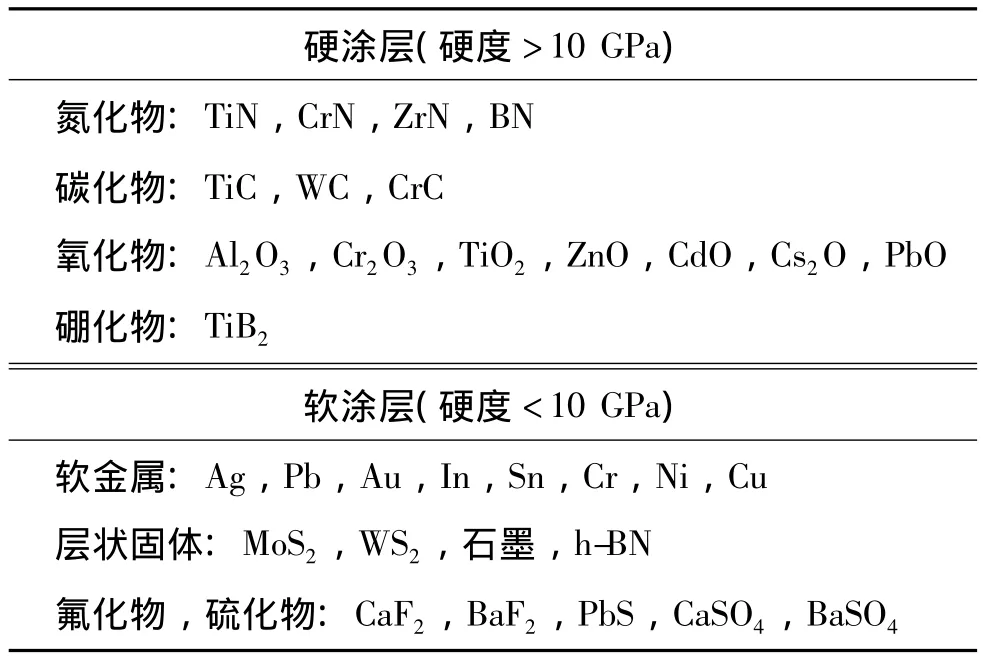
表1 熔覆材料中添加的固体润滑剂分类Table 1 Classification of solid lubricants added in cladding materials
2 固体自润滑涂层的制备
激光熔覆制备固体自润滑涂层的主要方法是采用同步送粉熔覆或将添加润滑剂的混合粉末预置后再熔覆。熔覆材料在高能量密度的激光束作用下迅速熔化、扩散,随后快速凝固,形成具有冶金结合的涂层。由于激光熔覆区温度和冷却速率的不同,熔覆区组织多样,凝固组织多为取向杂乱的粗/细树枝晶和等轴晶(如图2所示)。其自润滑特性取决于熔覆层中固体润滑相在摩擦过程中的析出数量和分布情况,自润滑剂析出越多,且呈均匀弥散分布,则会更好地形成减摩润滑层,可以使摩擦发生在这层膜之间,从而降低材料的磨损[6]。自润滑涂层的润滑减摩特性优良,刻服了钛合金的使用缺陷,而且对于基体材料的力学性能无明显影响。
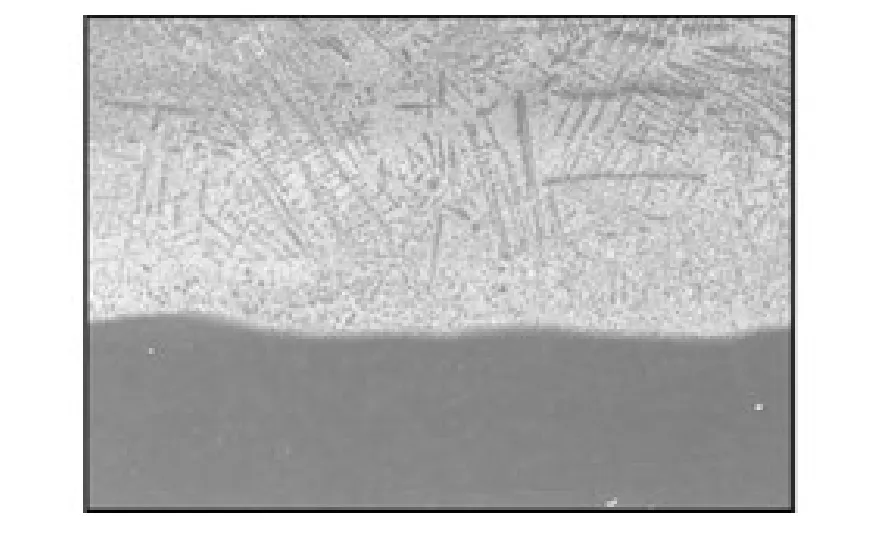
图2 常见激光熔覆层显微组织形貌Fig.2 Common laser cladding microstructure morphology
国内主要使用两种激光熔覆技术在钛合金表面制备固体自润滑涂层,一种是在熔覆材料中直接加入固体润滑剂(如石墨、h-BN、金属氧化物、氟化物等)进行激光熔覆。A.Yakovlev等[7]利用Nd:YAG激光熔覆制备出含增强相WC/Co陶瓷材料和CuSn自润滑材料的耐磨减摩复合涂层,研究了熔覆材料中各种成分的配比对涂层性能的影响。研究发现,当熔覆材料粉末中金属基、陶瓷材料(WC/Co)与自润滑材料(CuSn)比例为56∶20∶24时,制备出的涂层摩擦系数低且硬度高,耐磨性能较为优异。相占凤等[8]选取Ni60+5%h-BN混合合金粉末为原材料,通过激光熔覆技术,使其与TC4钛合金基体反应,在基体表面原位生成含有CrB、TiC、TiB2等增强相、Ni基固溶体的增韧相及h-BN润滑相的自润滑复合涂层,制备的复合涂层与基体呈冶金结合,平均硬度 HV0.2高达9 934.8 MPa。常温下,该复合涂层的摩擦系数和磨损率都远低于基体。当温度升高到600℃时,其平均摩擦系数和磨损率为0.184和5.13×10-5mm3/Nm,说明在高温下仍能保持良好的自润滑效果。杨胶溪等[9]利用激光熔覆技术在TC4钛合金基材表面制备TC4/Ni/MoS2复合涂层,熔覆材料由TC4钛合金粉末、Ni基自熔性合金粉末以及MoS2粉末组成,其中TC4钛合金粉末质量分数皆为60%,MoS2粉末质量分数分别为0、4%、6%、8%四个水平,其余为Ni基自熔性合金粉末。得到的熔覆层组织由灰色的钛基体、白色网状组织以及黑色颗粒或枝状组织组成,其物相复杂,有α-Ti、β-Ti、Ti2Ni、TiCr2等,MoS2发生少量分解,并与其他合金元素反应生成TiS等物相。该复合涂层室温摩擦系数仅为0.35,400℃时最低摩擦系数为0.06,并随着MoS2含量的增多,摩擦系数有降低趋势。激光熔覆制备的TC4/Ni/MoS2复合涂层摩擦系数相比未添加润滑剂的涂层显著降低,耐磨性提高约9倍。穆俊世[10]分别以 NiCr-Cr3C2、NiCr-Cr3C2+40%CaF2和NiCr-Cr3C2+40%CaF2(包覆)混合合金粉末为原料,在TiAl合金表面上进行激光熔覆。对比三种熔覆材料涂层在干滑动磨损条件下的摩擦磨损性能,发现第三种熔覆原料(对自润滑相CaF2进行Ni-P化学镀粉末包覆)所获得的自润滑复合材料涂层的平均摩擦系数最低,磨损失重最少。其显微组织主要由块状初生相Cr7C3、共晶相γ/Cr7C3、大量树枝状的耐磨相TiC,以及一定量球状润滑相CaF2组成,各相分布均匀,涂层平均显微硬度约是原始基材平均显微硬度的2.5倍。
另一种是采用添加相关润滑材料,通过与基体原位反应生成新的润滑相来达到减摩性能的目的。由于润滑相是从金属基体中原位形核长大的,因此能有效减少因相容性不良所产生的缺陷。石皋莲等[11]以NiCr/Cr3C2和 WS2混合粉末为原料,采用激光熔覆在Ti-6Al-4V合金表面制备了γ-NiCrAlTi/TiC+TiWC2/CrS+Ti2CS高温耐磨自润滑复合涂层,涂层中生成硬质颗粒TiWC2、TiC作为耐磨增强相,γ-NiCrAlTi镍基固溶体为增韧相,新生成的Ti2CS和CrS金属硫化物作为自润滑相。得到的涂层平均显微硬度 HV0.2为 9 339 MPa,其摩擦系数在室温、300、600℃下呈现出随温度升高先降低后增加的过程(在300℃下到达波谷),表现出优良的高温自润滑性能。张祥林等[12]以金属基Ni45-CaF2-WS2为熔覆材料,研究了Nd:YAG与CO2两种不同激光器对激光熔覆层的区别。结果表明,Nd:YAG激光熔覆层中WS2、CaF2几乎都分解和上溢浮出,只生成了少量的CrS。而CO2激光熔覆层中含有WS2、CaF2,并生成了新的润滑相CaWO4、CrS。CO2激光器尽管功率较高,但光束分散,吸收率低,WS2、CaF2分解和上浮减缓,给原位反应的进行提供了较好的热力学和动力学条件。实际生产中往往选用CO2激光器进行熔覆。
常见的固体润滑剂如MoS2、石墨等在高温下容易氧化而失效,而高温下具有良好抗氧化性能和低摩擦因数的固体润滑剂在低温下的摩擦因数往往却很高[14]。为了满足国防高科技的发展,迫切需要从常温到高温下都具有良好减摩效果的润滑涂层。通常单一的固体自润滑涂层使用温度范围较窄,但利用两种及以上固体润滑剂的组合涂层可以有效解决该问题,显著改善润滑效果,例如Ag与h-BN、石墨与Pb、石墨与CaF2、石墨与MoS2、LaF3与MoS2、MoS2与CrxSy等润滑剂同时使用时会产生协同效应。M.B.Peterson等[13]发现,除PbO 等少数氧化物涂层在较宽温度范围内仍保持润滑性外,其他氧化物涂层的使用温度范围都很窄。与之不同的是,稀土氟化物与碱金属或碱土金属氟化物的涂层在较宽温度范围内都具有一定的润滑性。范红梅等[15]以金属陶瓷NiCr-Cr3C2和固体润滑颗粒CaF2复合合金粉末为涂覆材料,在TC4钛合金表面激光熔覆自润滑复合涂层,涂层基体组织主要由增韧相NiCr/TiC共晶、增强相TiC、自润滑相CaF2组成,涂层平均硬度HV0.3为11 270 MPa。由于高硬度TiC增强相和CaF2自润滑相的综合效应,复合涂层从室温到600℃的摩擦系数和磨损率均比基体显著降低,显现出较好的高温自润滑耐磨性能。
3 自润滑涂层存在的问题及解决方法
3.1 裂纹与气孔
采用激光熔覆固体自润滑涂层时,由于所用固体润滑材料的熔点与金属基体相差较多,且他们之间的弹性模量、导热系数和热膨胀系数相差极大,在激光辐照之后,形成的熔池区域内部会存在较大的温度梯度,在后续的快速凝固过程中产生较强的热应力,极易导致涂层中产生微裂纹。因此,合理选择熔覆涂层材料是非常重要的,需要考虑涂层与金属基体在热物理性能上的匹配以及基体与固体润滑剂粉末之间的相容性。熔融的熔覆材料不能很好地浸湿金属基体也容易产生裂纹和孔洞等缺陷。近几年,研究人员开发出了一种功能梯度涂层(FGM),为解决上述问题提供了新方向[16]。这种涂层的工艺过程是先在基体合金表面制备一层含有少量改性粉末的涂层,然后逐渐增加改性粉末的含量,得到材料表面的成分和组织逐渐变化的梯度涂层。这种梯度涂层克服了普通涂层与基体性能不匹配的问题,可以在较大温度差的环境中最大限度地缓解其热应力,提高了与基体的结合强度。
3.2 耐磨性与减摩性的协调问题
对于激光熔覆固体自润滑涂层来讲,涂层硬度也是很重要的特性之一。软的润滑相只有在硬质相的支撑下才能发挥较好的润滑效果,因此涂层中往往需要生成较多的硬质相。固体润滑剂在熔覆材料中所占比例,会直接影响涂层的微观组织和磨损性能。研究发现,随着熔覆材料中固体润滑剂含量的增加,涂层的磨损率呈现先减小后增加的趋势。主要原因是润滑剂的硬度较大,其含量过高会导致涂层的强度和硬度受到影响,这种涂层虽然具有减摩作用,但耐磨性显著降低。因此,在实际生产中,需要兼顾考虑耐磨性能与减摩性能的匹配问题。
3.3 润滑剂的失效与预防
在激光熔覆过程中,熔池中心区域温度可高达2 000℃左右,然而大多数的固体润滑剂在高温条件下的稳定性较差,非常容易发生氧化和分解作用,进而使得涂层的润滑效果大大减弱。因此,通常会采用金属粉末与固体润滑剂的混合粉末进行激光熔覆,金属粉末的存在可以较好的抑制固体润滑粉末分解,但是其含量过高也会导致润滑剂的减摩效果下降;固体润滑剂含量的增加可以提高熔覆涂层的减摩耐磨性能,但是会导致熔覆质量下降,所以需要综合考虑这些因素,选择合适的金属粉末固体润滑剂配比。对固体润滑剂进行包覆可以有效地解决这些问题。刘秀波等采用Ni-P化学镀包覆有效增加了 CaF2[17]、WS2[18]与金属基体的相容性,并且可以较好的抑制润滑剂在激光熔覆过程中的上浮、蒸发和分解。通过摩擦磨损试验,发现添加Ni-P包覆WS2的涂层性能明显优于直接添加润滑剂WS2的涂层,而且这种添加Ni-P包覆WS2的涂层在600℃时仍表现出较低的磨损率,具有良好的高温自润滑效果。
4 展望
近些年,人们虽已广泛开展了钛合金表面制备固体自润滑涂层的研究,但关于采用激光制备固体自润滑涂层的工艺技术还有待进一步完善。只有有效解决固体润滑剂在受激光辐照时的分解和蒸发问题,才能通过激光熔覆技术制备出表面综合性能优异的固体自润滑涂层,这也是该技术能否在实际生产中应用的关键。鉴于此,建议今后在钛合金表面激光熔覆制备固体自润滑涂层的研究主要从以下几个方面展开。
(1)开发高水平的激光熔覆设备。能够对整个激光熔覆过程实时监控和反馈,从而优化和稳定制备工艺,促进钛合金表面激光熔覆技术从试验阶段走向实际生产应用。
(2)现阶段虽然在固体自润滑涂层熔覆材料的研究方面取得了较大进展,但是还没有哪一种润滑剂的添加能够使钛合金在较宽的温度范围内保持较好的减摩耐磨性能,因而应大力开发新型熔覆材料体系,使其能应用于不同的环境(如大气、真空、惰性气氛等)和很宽的温度范围。还应建立起熔覆材料的运用标准和评价体系,这样就可以根据工作温度、环境等实际需求方便快捷地选择出可靠的专用熔覆材料。
(3)单一的涂层体系往往难以满足使用要求,应大力开发多层涂层、智能涂层(如自修复功能)和梯度涂层。
(4)在理论研究上,对激光表面熔覆处理过程进行数值模拟,实现激光熔覆过程的定量控制。
[1]马超,王存山.镍包石墨对激光熔覆镍基合金涂层组织和性能的影响[J].中国激光,2013,40(8):3-7.
[2]杨茂盛,刘秀波,何祥明,等.固体自润滑涂层的研究进展[J].材料导报,2011,25(增刊1):536-542.
[3]Erdemirb A.Modern Tribology Handbook:Ⅱ[M].Boca Raton:CRC Press,2001:787-797.
[4]Donnet C,Erdemirb A.Historical developments and new trends in tribological and solid lubricant coatings[J].Surface and Coatings Technology,2004(181):76-84.
[5]乔晓勇.激光熔覆亚微/纳米固体自润滑涂层[D].武汉:华中科技大学,2007.
[6]刘如铁,李溪斌,程时和.金属基固体润滑材料的研究概况[J].粉末冶金工业,2001,11(3):52-57.
[7]Yakovlev A,Bertrand Ph,Smurov I.Laser cladding of wear resistant metal matrix composite coating[J].Thin Solid Films,2004(453/454):133-138.
[8]相占凤,刘秀波,罗健,等.添加固体润滑剂h-BN的钛合金激光熔覆γ-Ni基高温耐磨复合涂层研究[J].应用激光,2014,34(5):383-388.
[9]杨胶溪,刘发兰,缪宣和,等.激光熔覆TC4/Ni/MoS2自润滑涂层的组织与摩擦学特性[J].金属热处理,2011,36(8):93-96.
[10]穆俊世.TiAl合金激光熔覆耐磨自润滑复合材料涂层组织与性能研究[D].北京:北京交通大学,2008.
[11]石皋莲,吴少华,刘海青,等.添加固体润滑剂WS2的钛合金激光熔覆高温耐磨复合涂层组织与耐磨性[J].热加工工艺,2014,43(24):143-147.
[12]张祥林,章小峰,王爱华,等.激光熔覆金属基固体自润滑涂层的组织结构[J].中国机械工程师,2006,17(19):2084-2088.
[13]Peterson M B,Murray S F,Florek J J.Consideration of lubricants for temperatures above 1000F[J].ASLE Transactions,1959,2(2):225-234.
[14]薛茂权,熊党生,闫杰.高温固体润滑材料的研究现状[J].兵器材料科学与工程,2003,26(16):58-62.
[15]范红梅,刘海青,孟祥军,等.Ti6Al4V合金激光熔覆镍基高温自润滑耐磨复合涂层研究[J].材料导报,2013,27(12):102-105.
[16]Mortensen A,Suresh S.Functionally graded metals and metal-ceramic composites:Part 1 Processing[J].International Materials Reviews,1995,40(6):239-265.
[17]刘秀波,刘元富,穆俊世,等.γ-TiAl合金激光熔覆高温自润滑耐磨复合材料涂层研究[J].摩擦学学报,2009,29(6):499-504.
[18]Liu Xiu-Bo,Zheng Chen,Liu Yuan-Fu,et al.A comparative study of laser cladding high temperature wear-resistant composite coating with the addition of self-lubricating WS2and WS2/(Ni-P)encapsulation[J].Journal of Materials Processing Technology,2013,213:51-58.
Research of Solid Self-lubricating Coatings on Titanium Alloy by Laser Cladding
Wang Pei,Ye Yuansheng
(Northwest Institute for Nonferrous Metal Research,Xi’an 710016,China)
The research status of the laser cladding technology in the preparation of solid lubricant coatings on titanium alloy was summarized.Using laser cladding technology on titanium alloy surface could obtain solid self-lubricating coating with excellent anti-friction performance.The anti-friction effect is closely related to the chosen laser device,cladding material composition proportion,way of adding additives,etc.At last,the development trends of this technology are pointed out:①Develop high level laser cladding equipment; ②Develop new type of cladding material system,which can be used in different environment and wide temperature range; ③ Development of multi-layer coating,smart coating(such as self-healing function)and gradient coating;④Carry out numerical simulation of the laser surface cladding process,and realize the quantitative control of the laser cladding process.
titanium alloy;laser cladding;solid self-lubricating
10.13567/j.cnki.issn1009-9964.2015.04.002
2015-05-07
王培(1984—),女,工程师。
猜你喜欢
中外公路(2022年1期)2022-05-14 08:13:26
机械工程材料(2021年8期)2021-08-30 08:31:06
装备制造技术(2021年4期)2021-08-05 07:39:22
轴承(2021年3期)2021-07-22 13:25:28
陕西科技大学学报(2021年2期)2021-04-20 02:08:32
润滑油(2019年5期)2019-11-28 16:09:18
钻井液与完井液(2018年5期)2018-02-13 01:06:38
上海金属(2014年3期)2014-12-19 13:09:12
设备管理与维修(2014年6期)2014-12-04 01:50:36
实验技术与管理(2014年12期)2014-03-11 18:38:34