
转炉汽化烟道爆管分析及预防
2015-05-11 08:17张彭博
中国新技术新产品 2015年3期
沙 勇 张彭博
(欧萨斯能源环境设备(南京)有限公司,江苏 南京 210058)
1 前言
转炉汽化冷却系统是冶金行业的重要设备,其安全稳定运行是保证转炉稳产、环保、节能的重要条件,在实际运行过程中,水冷壁一旦发生爆管事故,轻则影响转炉产能,重则导致事故发生。国外某公司的转炉汽化冷却系统就发生过类似事故,其炉管材质为SA-192, 规格:Φ38×5.5mm。汽化冷却系统在运行后不久,移动罩受热面炉管发生爆管事故。爆管的切割试样如图1和图2所示。
事故发生后,该公司高度重视,立即组织相关人员对事故做了深入调查分析,找出了事故根源,并制定了相关措施,收到了很好效果。
2 爆管原因分析
针对本案例,本文从爆管的宏观形貌、材料成分、机械性能、微观组织、焊接过程、运行环境(如水质结垢、冲刷、腐蚀等)等方面进行分析,以期找出事故的根结。
2.1 爆管的宏观形貌
爆管处呈喇叭状,管壁逐渐从厚减薄,爆口胀裂明显,边缘锋利,呈撕裂状,变形严重,内壁光滑,破口有一层黑色氧化皮,有明显塑性变形。
2.2 材料分析
在爆管所处的完好母材上用德国SPECTRO TEST TXC25移动式光谱分析仪进行成分检测,分析结果见表1。由对比测试数据和标准要求,可以看出,管材化学成分符合SA-192/SA-192M 材料的要求。

表1 母材PMI 分析结果 %

表2 材料机械性能试验指标
取爆管完好部位进行机械性能试验,检测数据见表2。对比材料标准规定,可知,原材料机械性能符合SA-192/SA-192M材料的要求。本案例的移动罩受热面的设计最高运行温度330℃,工作压力为5.4 MPa,而设计所选用的SA-192/SA-192M 材料在330℃条件下,根据标准,利用插值法计算得到的许用应力为90.12MPa,满足转炉汽化冷却装置的设计温度和使用压力。
通过表1及表2的数据,表明原材料符合设计要求,爆管与原材料无关。
2.3 焊接方面分析
本案例爆管所处位置均不在焊缝连接处,故爆管与焊接工艺无关。
2.4 金相检测分析
对爆管试样(即图2所示试样)和未变形完好的SA-192钢管取样,其显微组织分别如图3和图4所示。图3为爆管处的组织,其组织为片状珠光体和铁素体,部分铁素体呈针状向珠光体内部生长,形成魏氏组织,为典型的过热组织;图4为未爆裂正常SA-192钢管金相照片,组织为分布均匀的铁素体和片状珠光体,晶粒度达8.5级。
金相检验结果表明,爆管处钢管组织发生局部过热,产生了塑性比较低的魏氏组织,使得该处钢管变脆,延伸率降低。

图1

图2

图3 爆管处试样 200×
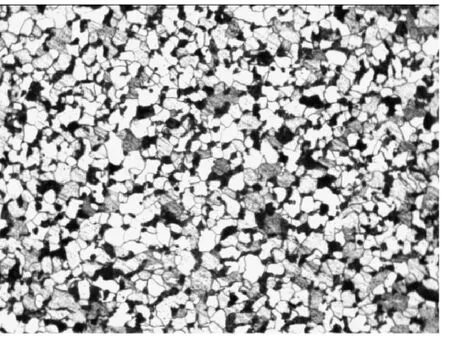
图4 完好试样 100×
2.5 结垢、冲刷及腐蚀方面分析
因本锅炉开工时间很短,管子结垢、冲刷及腐蚀对管子爆管的影响比较小,从爆管实物也得到证实,管子内部几乎无垢,也没有明显的腐蚀。
2.6 爆管原因分析
通过上面的分析,我们基本可以排除材料、焊接、结构及腐蚀因素引起爆管的可能性。
从设备系统运行的情况知道,此汽化烟道使用不久就出现爆管,爆口边缘锋利,呈撕裂状。我们知道,移动罩是强制水循环冷却,进口集箱内装有拉蒙管,移动罩受热面小径管内部冷却水是通过拉蒙管限流孔(口径一般为Φ7.3mm)流入的。若拉蒙管孔堵塞,受热面管子内部水流量就会不足,甚至缺水,受热面管子在温度超过1600℃烟气的环境下,接受到的热量不能及时被冷却水带走,就会带来两种后果:一是管壁在高温下受热时间过长,钢管组织发生过热,产生魏氏组织,使得水管机械性能恶化,严重的情况下,钢管会发生脱碳和过烧等现象;二是使得管壁内的少量水汽或者空气膨胀,压力增大,在此温度状态下,当管壁内压力大于管壁本身许用应力时,就会发生爆管现象,造成设备事故。

图5 现场移动罩进口集箱解剖图
为此,对移动罩进口集箱内部进行了检查。集箱割口后,检查发现进口集箱内部比较脏,铁销、污物把拉蒙管孔几乎堵塞,如图5所示。
从现场移动罩进口集箱解剖的内部情况,表明爆管的根本原因是移动罩进口集箱的拉蒙管孔被堵塞,使受热面温度急剧上升,超过了设计温度330℃,由此最终导致了水管过热,机械性能下降,钢管被内部气体胀裂。爆管的宏观形貌以及爆管的金相组织检验结果也印证了这点。
3 处理及预防措施
3.1 对爆管的技术处理
对此转炉汽化烟道,经研究后,我们采取了下列处理措施:
(1)切开强制水循环系统的进口集箱检查孔管帽,进行清洁检查,确保无杂物。
(2)通过拉蒙管检查孔,取出拉蒙管,并进行彻底清洗。用丝堵封堵拉蒙管检查孔,拉蒙管在煮炉后再安装。
(3)按原制造WPS重新焊接集箱检查孔管帽,焊后进行100%射线检测。
(4)对爆管及管子变形处进行换管处理,用同样规格的SA-192钢管,按原制造WPS进行焊接,换管长度不低于500mm,换管后进行100%射线检测。
(5)对转炉汽化冷却系统进行整体水压。
(6)水压后,对转炉汽化冷却系统进行煮炉处理,确保煮炉效果。
(7)煮炉后,用拉蒙管专用工具重新回装拉蒙管。
(8)再一次用丝堵封堵拉蒙管检查孔。
3.2 预防措施
针对转炉汽化烟道爆管的原因,可以采取下列措施进行预防:
(1)制造、安装时,要严把材料关,严防用错材料。
(2)焊接要严格遵照WPS,焊接后按要求进行检测。
(3)由于灰黏结在表面粗糙物体上的可能性比黏结在表面光滑物体上的可能性要大得多,因此移动罩受热面上烟气侧对接焊缝须磨平并与母材圆滑过渡,尽量减少因管壁表面粗糟度对结焦的影响。
(4)为降低烟气冲刷及腐蚀,可在移动罩烟气侧管壁表面堆焊2mm厚的ERNiCrMo-3材料,实践证明,效果比较理想,移动罩的使用寿命大大增加。
(5)制造、安装过程中,要严格仔细,切勿让铁屑、焊渣、氧化皮等污物进入转炉汽化冷却系统。
(6)水压后及时检查集箱清洁度,确保无污物滞留堵塞拉蒙管。
(7)严格按要求控制锅炉循环水质,尽可能降低水质在管子内部结垢和腐蚀。
(8)煮炉一定要彻底,确保煮炉达到要求。
(9)精心操作,杜绝设备超负荷运行。
结语
通过以上的检验和分析,可以看出本案例中爆管的根本原因是,集箱内部拉蒙管被污物堵塞,与被堵拉蒙管连接的受热面管子内部循环水供给不足,导致水冷壁管受热不均,管壁得不到及时冷却,短时急剧过热,破坏了钢管材料的高温综合机械性能,从而引起瞬间破裂。本文根据爆管产生的原因,提出的预防措施,在实际运行中成功避免了此类事故的发生,确保了转炉汽化烟道系统安全、稳定、长期运行。
[1]SA-192/SA-192M-2013,高压用无缝碳钢锅炉钢管[S].
[2]ASME SECTION II Part D -2013,ASME锅炉及压力容器规范[S].
[3]高庆坤,丁立波. 锅炉运行及事故处理[M].北京:化学工业出版社,2013.
[4]SFA-5.14/SFA-5.14M-2013,镍和镍合金光填充丝和焊丝标准[S].
猜你喜欢
读者(2022年13期)2022-06-20
中国特种设备安全(2021年2期)2021-07-21
中国特种设备安全(2019年8期)2019-10-14
中国特种设备安全(2019年5期)2019-07-16
课外生活(小学1-3年级)(2018年11期)2018-11-28
电线电缆(2018年4期)2018-08-31
电线电缆(2018年2期)2018-05-19
中国特种设备安全(2018年12期)2018-03-15
核技术(2016年4期)2016-08-22
河南科技(2014年8期)2014-02-27
