
大沽一、二期ABS装置MG29冲击差异原因分析及优化试验
2015-05-10 08:00陈伟峰刘格宏
天津化工 2015年6期
陈伟峰,刘格宏
(天津大沽化工股份有限公司ABS事业部,天津 300455)
天津大沽化工股份公司40万t/aABS装置是从前GE公司引进的乳液接枝本体SAN掺混专利技术,装置分两期建设,一期于2010年10月成功开车,二期于2012年6月成功开车,目前主要生产五大类(注塑、挤出、阻燃、电镀、管材)ABS树脂。MG29是一种高抗冲注塑级ABS牌号,含胶量约25%,通常拥有较高的冲击性能。
ABS装置按工艺流程共分四个单元:PBL、HRG、SAN和掺混单元。PBL单元生产的PBL胶乳送给HRG单元,HRG单元生产的接枝粉和SAN单元生产的SAN粒子在掺混单元挤出造粒生产最终的ABS。ABS一二期装置完全独立,一期生产的HRG和一期生产的SAN在掺混一期生产ABS,二期生产的HRG和二期生产的SAN在掺混二期生产ABS。ABS装置各单元设备配置基本相同,但SAN单元一期使用的是Davis Standard造粒系统,二期使用的BKG造粒系统,掺混单元二期挤出系统比一期多一台双柱塞换网器。
掺混一期正式生产过大量MG29产品,质量完全满足指标,缺口冲击均超过企标要求的31kJ/m2(ISO 180标准,23℃),熔指为8~10g/10min(ISO 1133标准,220℃/10kg)。掺混二期生产的MG29缺口冲击却始终在28 kJ/m2左右,无法达到公司产品指标,为解决此问题,设计了一系列试验,以找出问题根源并提高MG29的冲击性能。
1 主要原因查找试验
1.1 试验方案
总体来看,一期产的HRG和SAN在一期挤出机上产MG29是合格的,二期产的HRG和SAN在二期挤出机上产的MG29是不合格的,虽然一二期生产的HRG和SAN从质检分析指标来看未见明显区别,但为确认冲击差异是一二期HRG和SAN原料的内在性能不同引起的还是挤出系统不同引起的,在保持一二期挤出参数相同的情况下,设计了表1所列的试验。
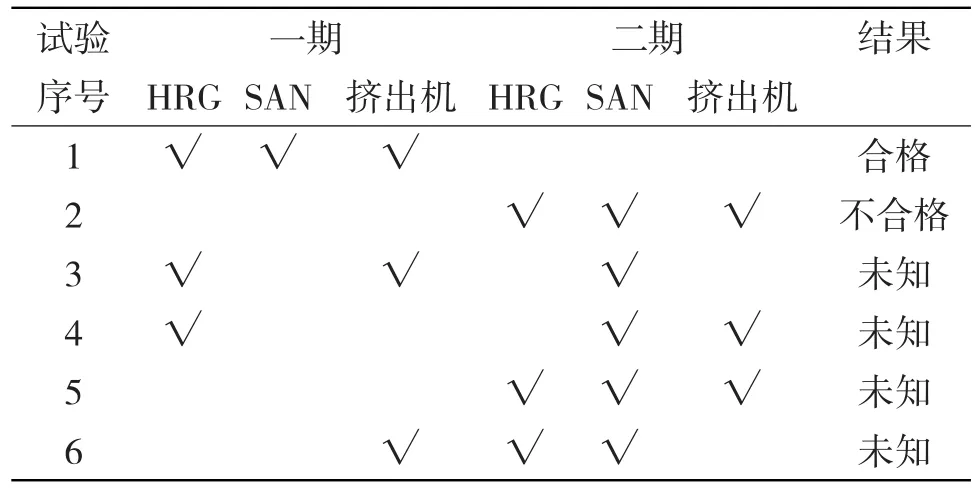
表1 MG29冲击差异原因查找试验
1.2 试验情况
1号试验已由掺混一期于2011年10月的生产得到证实,2号试验已由掺混二期2012年9月的生产得到证实。3号试验通过在掺混一期9线使用一期HRG和二期SAN生产MG29,取三个样,测试结果见表2:
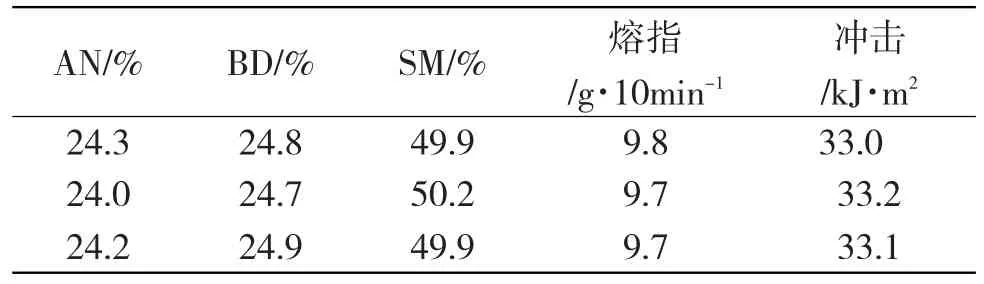
表2 MG29冲击差异原因查找3#试验结果
冲击>31,判定结果合格。
4号试验,通过在掺混二期3线使用一期HRG和二期SAN生产MG29,测试结果见表3。

表3 MG29冲击差异原因查找4#试验结果
冲击<31,判定结果不合格。
5号试验,通过在掺混二期6线使用二期SAN和二期HRG生产MG29,测试结果见表4。

表4 MG29冲击差异原因查找5#试验结果
冲击<31,判定结果不合格。
6号试验,通过在掺混一期9线使用二期SAN和二期HRG生产MG29,测试结果见表5。
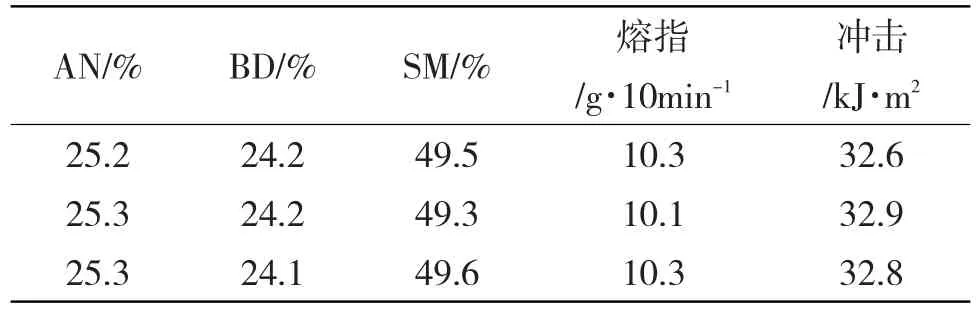
表5 MG29冲击差异原因查找6#试验结果
冲击>31,判定结果合格。
1.3 试验结论
由以上试验结果可见,二期HRG在一期生产(使用一期SAN和一期挤出机)没有问题,故排除HRG质量问题;二期SAN在一期生产(使用一期HRG和一期挤出机)没有问题,故排除SAN质量问题,故主要问题认为是二期挤出机系统的问题,为进一步验证,使用二期SAN和二期HRG在一期挤出机生产MG29,测试同样合格,故确认是二期挤出系统存在问题。比较掺混一二期配置,二期比一期多一个双柱塞换网器,而试验时一二期使用的工艺参数均一样,因此认为是换网器的问题。结合厂家分析,认为换网器的增加,导致高胶熔融ABS在挤出系统中停留时间显著延长,而挤出机筒节温度高达260℃,因此HRG容易分解,对MG29等高胶ABS牌号,因含有更多的HRG,换网器的影响较对普通ABS牌号更严重,这也是大沽通用注塑级417在一二期上生产时缺口冲击未见明显区别的原因。
2 系统参数优化试验
2.1 试验方案
影响挤出系统的常见因素有换网器柱塞数、进料量、螺杆转速、筒节温度、配方等,随着这些变量变化,挤出机扭矩,功率,电流,背压随之改变,并影响最终的产品性能。虽然有挤出理论可以帮助调整这些参数,但是具体的变化规律和定量分析需要通过试验来摸索,因此设计以下试验以优化MG29挤出条件,改善其冲击:①试验柱塞数的影响、②试验进料量的影响、③试验筒节温度的影响、④试验螺杆转速的影响、⑤试验配方的影响。
2.2 试验情况
2.2.1 试验柱塞数影响
第一次:挤出机螺杆转700RPM,3540 kg/h负荷,使用双柱塞;第二次:挤出机螺杆转700RPM,3540 kg/h负荷,使用单柱塞。其它条件相同,每次试验取二个样,共4组测试数据,见表6。
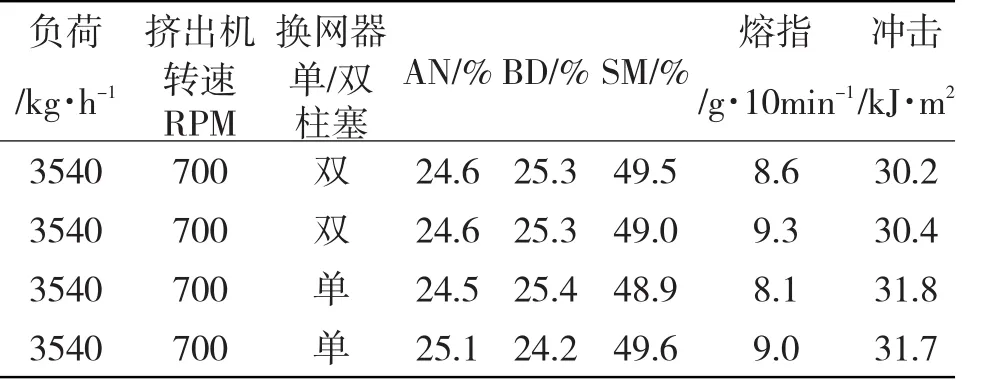
表6 换网器柱塞数对冲击的影响试验A
由上表可见使用单柱塞比使用双柱塞生产的MG29冲击好,这与单柱塞流通面积小,背压高,剪切充分有关。为进一步验证,将螺杆转速改为650RPM,其它条件不变,再次试验单双柱塞的影响,测试结果见表7。
考虑该患者有黑便史,发现肺栓塞后给予患者抗凝治疗,应用抗凝药物期间告知患者密切观察身上有无散在出血点,有无黑便,应用软毛牙刷,忌用力抠鼻。
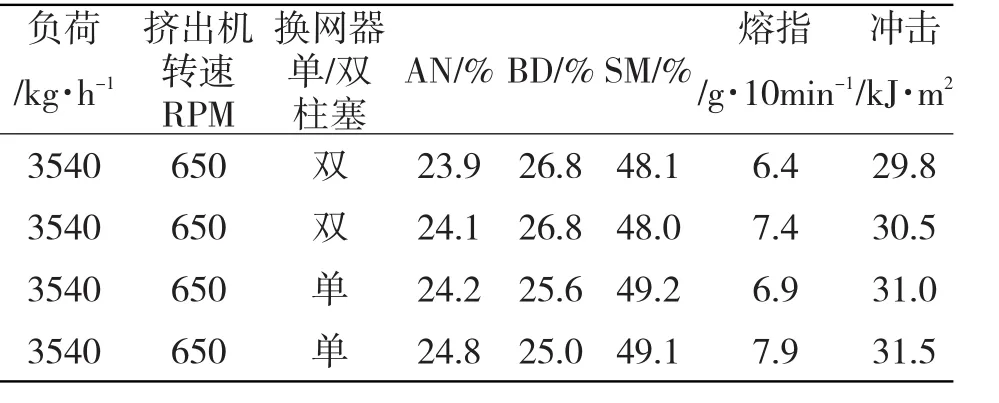
表7 换网器柱塞数对冲击的影响试验B
由上表可见在650RPM下,单柱塞仍然比双柱塞生产的MG29冲击好。
2.2.2 试验进料量的影响
第一次:挤出机螺杆转700RPM,3540 kg/h负荷,使用双柱塞;第二次:挤出机螺杆转700RPM,2480t/h负荷,使用单柱塞。其它条件相同,每次试验取二个样,共4组测试数据,见表8。
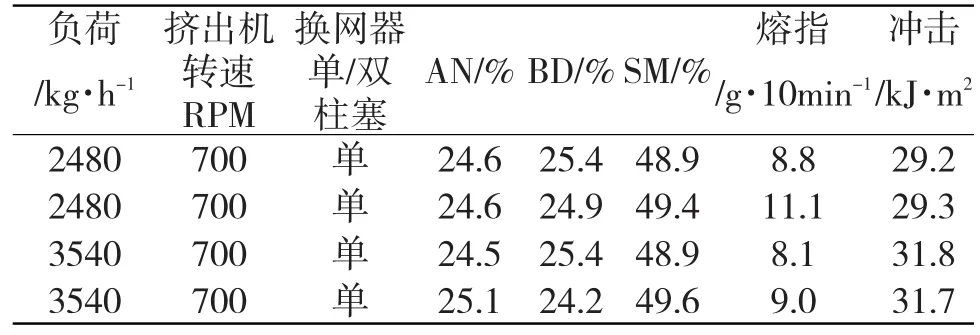
表8 进料量对冲击的影响试验
可见在相同转速下,进料量增大,螺杆充填度提高,扭矩增大,有利于剪切,最终的冲击性能得到了提高。
2.2.3 试验筒节温度的影响

表9 筒节温度对冲击的影响试验
由此可见,几组冲击都比较接近,温度对冲击的影响较小。
2.2.4 试验螺杆转速的影响
第一次:挤出机螺杆转800RPM,3540 kg/h负荷,使用单柱塞;第二次:挤出机螺杆转600RPM,3540 kg/h负荷,使用单柱塞。其它条件相同,每次试验取二个样,共4组测试数据,见表10。

表10 挤出机螺杆转速对冲击的影响试验
由上表可见,进料量一定的情况下,转速适当降低,扭矩升高,剪切加强,冲击得到了提高。但转速若太低,不利于物料在挤出机内混合,冲击会降低;若转速太高,螺杆和物料间摩擦产生大量的热,导致HRG易分解,也会影响冲击。
3.2.5 试验配方的影响
第一次:挤出机螺杆转速600RPM,3540 kg/h负荷,使用单柱塞,配方为标准MG29配方,其中HRG份数39,SAN份数60.5,助剂份数0.5;第二次:挤出机螺杆转速600RPM,3540 kg/h负荷,使用单柱塞,将配方中HRG份数提高至40.5,SAN份数降为59,助剂份数仍为0.5,其它条件相同,每次试验取二个样,共4组测试数据,见表11。

表11 配方对冲击的影响试验
比较上表数据可见HRG份数小幅提高,冲击变化较小,这与文献报道[1]也是一致的(见图1),这是因为MG29中含胶约25%,在拐点处含胶量的微小改变对冲击的影响较小。

图1 ABS缺口冲击强度与橡胶质量分数的关系
2.3 试验结论
通过上述系列试验,认为对MG29产品,单柱塞、相对低的转速(转速太低不利于分散混合,导致冲击低)、高扭矩对提高其缺口冲击是有利的,而配方的改变(幅度较小时)和温度的改变对冲击的影响较小,考虑到实际的挤出机扭矩波动连锁和下游粒子筛处理能力等限制条件,推荐以MG29原始配方(HRG份数为39,SAN份数为60.5,助剂份数0.5),600RPM的螺杆转速,单柱塞,扭矩在90%左右的生产负荷(3540kg/h左右)进行生产,最终MG29冲击可达到31以上。
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24
装备制造技术(2020年11期)2021-01-26
教学月刊(小学版)(2020年29期)2020-12-30
中国外汇(2020年10期)2020-11-25
钻采工艺(2020年1期)2020-07-21
读写算·高年级(2017年4期)2017-04-15
中国塑料(2016年7期)2016-04-16
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
浙江大学学报(工学版)(2015年1期)2015-03-01
