
曲轴专用机床自动上料机构
2015-05-09 01:40:02滨州海得曲轴有限责任公司山东256606李海国
金属加工(冷加工) 2015年3期
滨州海得曲轴有限责任公司 (山东 256606) 李海国
1. 手动上料机构存在的问题
曲轴是发动机中的核心零件,由于其结构复杂,加工时需要大量的曲轴专用机床,比如曲轴砂带抛光机,曲轴圆角滚压机床和曲轴专用数控磨床等。曲轴专用机床加工曲轴产品时,因曲轴连杆轴颈属于偏心拐颈,在工件上料时需要将曲轴轴向和圆周方向都置于正确的位置,自动上料很难定位,所以多数采用手动上料的方式定位工件。如图1所示的是某款曲轴砂带抛光机三维结构简图,该机床采用的是手动上料方式,首先将工件曲轴用吊车吊到曲轴待加工位置,手动安装曲轴使其轴向位置和圆周方向位置确定后,然后机床顶尖顶紧曲轴,开动机床加工。由于采用了手动上料方式,该机床无法实现自动化。
在新上曲轴生产线和老线改造时,普遍考虑采用机械手自动上下料,以实现全线或部分生产单元无人化操作。部分曲轴专用机床因无法适应现状,急待改造。针对曲轴专用机床和曲轴工件的结构特点,设计了曲轴专用机床自动上料机构,应用于部分曲轴专用机床。

图1 曲轴砂带抛光机三维结构简图
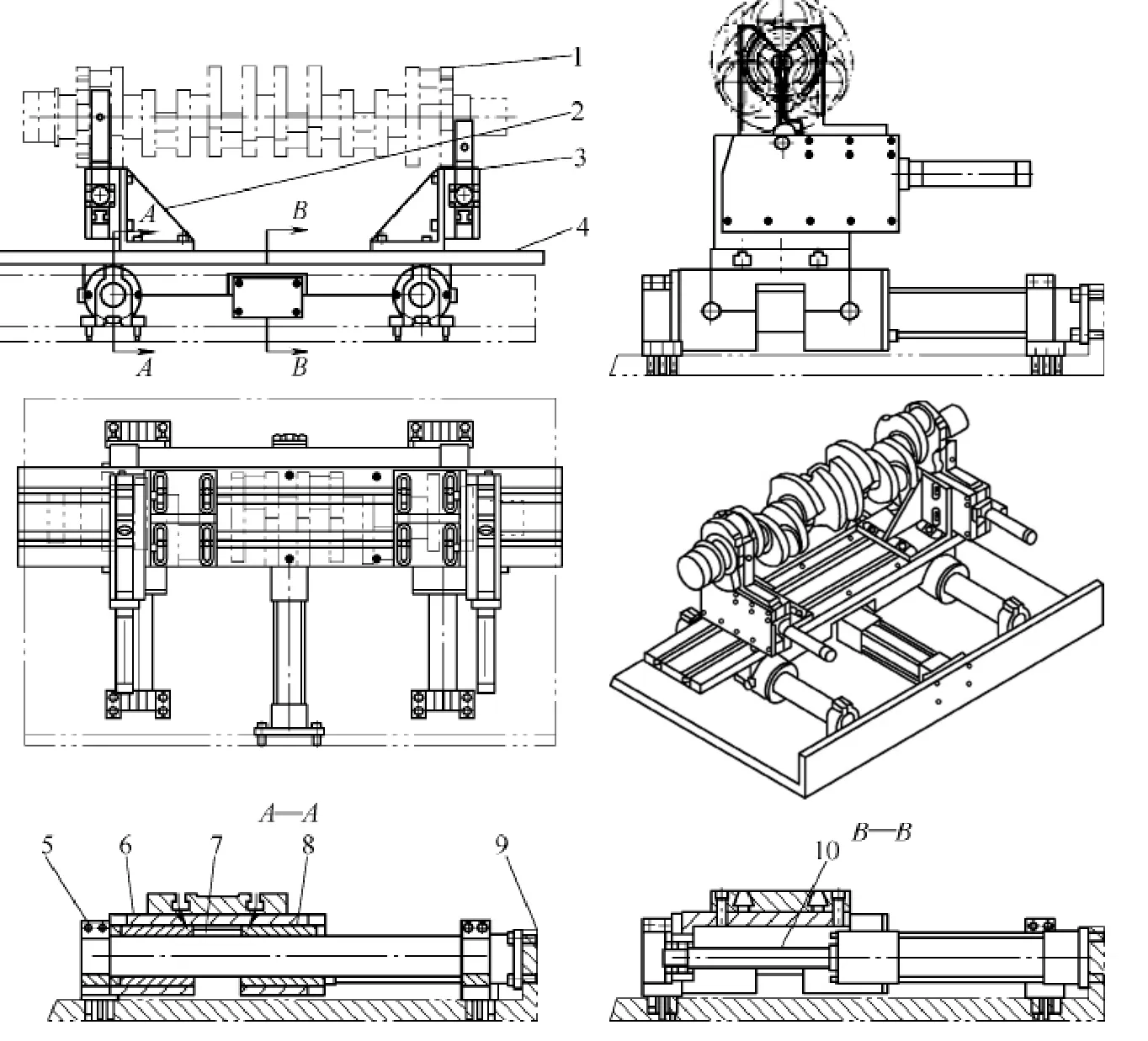
图2 曲轴专用机床自动上料机构简图
2. 曲轴专用机床自动上料机构
(1)自动上料机构结构,如图2所示。
如图3所示,薄夹板8与厚夹板9通过隔块1固定位一体,气缸13通过气缸底座12安装在厚薄2个夹板上,直线导轨2用螺钉固定在隔块上。支撑块3固定在直线导轨的滑块上,一侧与气缸活塞杆联接。固定块7用螺钉固定在厚薄两个夹板上,活动块6通过轴承4和轴承心轴5安装在厚薄夹板上。在图3所示位置,活动块为全约束状态,在支撑块退回时,活动块仅可绕轴承心轴转动。
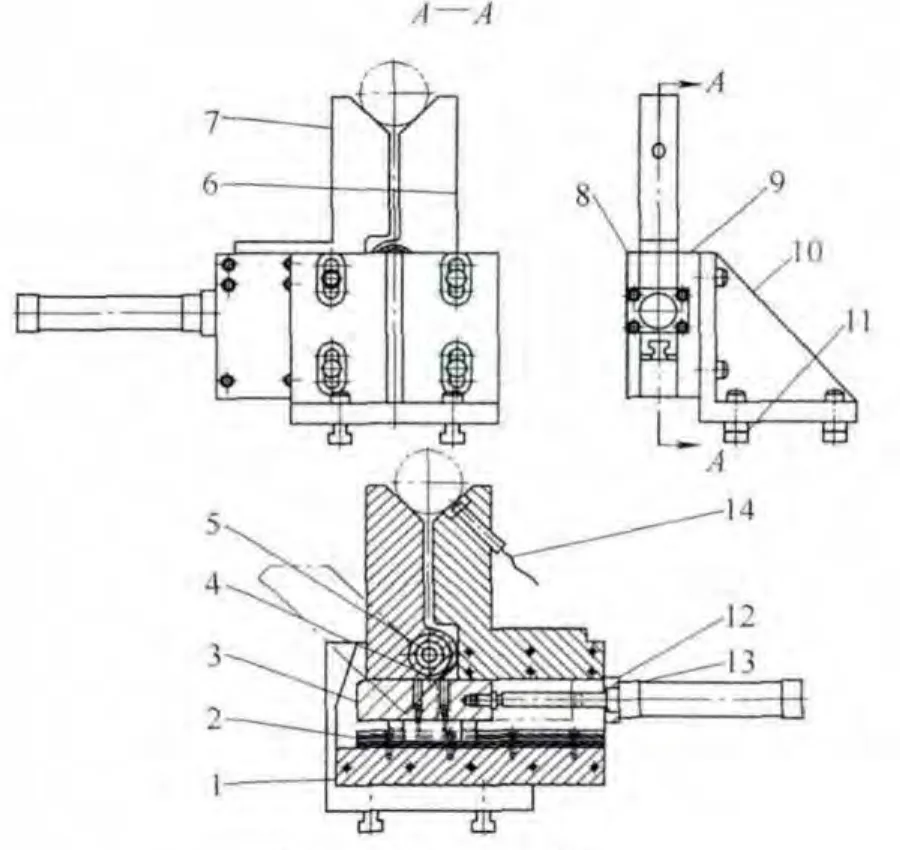
图3 左托架结构简图
结合图2、图3,右托架与左托架除对称安装外,仅有固定块和活动块的高度不同。左托架上的固定块和活动块组成V形支撑,用于支撑曲轴连杆轴颈,V形支撑的宽度与连杆轴颈的档宽配合,起轴向定位作用。右托架上的固定块和活动块组成V形支撑,用于支撑曲轴主轴颈。将曲轴小头端主轴颈和大盘端连杆颈放置到托架机构的2个V形支撑上,由于主轴颈和连杆颈不在同一轴线上,所以曲轴公共平面就会自动处于与床身底面垂直位置,即可实现曲轴圆周方向的自动定位。
(2)自动上料机构工作原理。机床起动自动程序后,机械手将曲轴小头端主轴颈和大盘端连杆颈放置到托架机构的2个V形支撑上(此时气缸活塞杆处于全伸出状态,与之相联的支撑块使得活动块处于垂直定位状态),曲轴连杆颈便自动处于上端位置,轴颈靠近接近开关,接近开关发送信号,液压缸向前推进,将曲轴的主轴公共轴线送至床头箱和尾座的主轴轴线上。床头箱夹紧、尾座顶紧工件曲轴后,气缸活塞杆后退,带动支撑块后退,此时活动块在重力作用下自动下落,然后液压缸后退,将整个工作台退回;工件加工完毕后,液压缸向前推进,带动整个工作台前进至工件曲轴位置,气缸活塞杆前进,带动支撑块通过直线导轨向前推进。在推力的作用下,使得活动块从下端(图3中的双点划线部分)绕轴承心轴向上旋转至垂直定位状态,从而支撑曲轴轴颈。此时曲轴的夹紧松开,然后液压缸后退,将整个工作台退回,机械手将曲轴提走,完成一个工作循环。
猜你喜欢
冶金设备(2021年1期)2021-06-09 09:35:32
装备制造技术(2019年12期)2019-12-25 03:07:50
制造技术与机床(2019年4期)2019-04-04 12:21:34
柴油机设计与制造(2018年3期)2018-10-13 01:45:16
制造技术与机床(2017年5期)2018-01-19 02:48:53
电镀与环保(2017年1期)2017-02-27 08:02:24
专用汽车(2016年8期)2016-03-01 04:16:43
汽车实用技术(2015年8期)2015-12-26 09:01:06
柴油机设计与制造(2015年3期)2015-12-05 06:29:32
锻压装备与制造技术(2015年2期)2015-06-26 09:00:30
