
浅议电动汽车技术发展现状
2015-04-29 18:21:37范志丹
工业设计 2015年11期
关键词:电动汽车
范志丹
摘 要:汽车是能源消耗和污染物排放的主要来源,随着我国汽车保有量的急剧增加,能源危机、环境污染以及温室效应等问题日益严重。当前我国汽车排污控制水平仅相当于发达国家20世纪70年代中后期水平。汽车产生的大量污染物集中在城市道路中排放,这就对汽车行业提出了更高的节能减排要求,除了进一步对传统汽车进行技术创新提高节能减排效果外,发展新能源汽车,尤其是电动汽车已成汽车行业变革的必然趋势。本文从动力电池、电机及驱动技术、能量管理系统三个方面分析了电动汽车展中遇到的技术瓶颈及其解决办法。
关键词:电动汽车;电池技术;电力驱动
1 电动汽车发展的技术现状
GB/T 19596-2004中规定,电动汽车是指由电动机驱动的汽车。可以使用由车载可充电蓄电池或其他能量储存装置来驱动电机,电动汽车属于零排放汽车。
广义上来讲电动汽车有3种类型,即纯电动汽车(BEV) 、混合动力电动汽车(HEV) 和燃料电池电动汽车(FCEV) 。在目前这个阶段,以上三种类型正处在不同的发展阶段,面临着不同的困难和挑战。纯电动汽车在低速短距离的运输方面有较大优势;而混合动力汽车的性能既能实现低油耗低排放,又满足了用户的需求;燃料电池电动汽车具有一定的市场潜力,可望在10~15 年以后实现实用化。
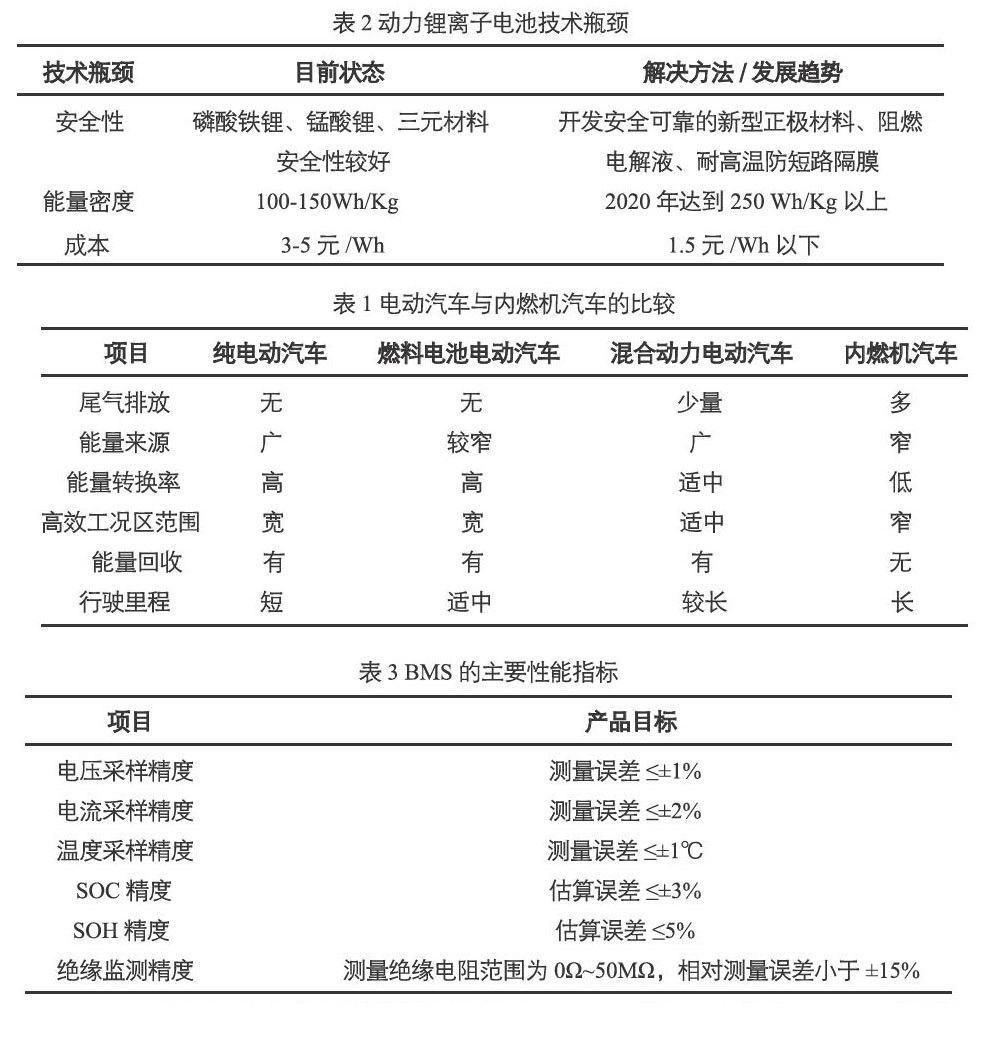
电动汽车作为新型的绿色汽车,它把先进的电子技术、汽车技术、计算机控制技术、能源及新材料技术应用于一体,是人类最理想的清洁交通工具,电动汽车与内燃机汽车的比较见表1所示。
表1 电动汽车与内燃机汽车的比较
项目 纯电动汽车 燃料电池电动汽车 混合动力电动汽车 内燃机汽车
尾气排放 无 无 少量 多
能量来源 广 较窄 广 窄
能量转换率 高 高 适中 低
高效工况区范围 宽 宽 适中 窄
能量回收 有 有 有 无
行驶里程 短 适中 较长 长
2 电动汽车发展的关键技术
以下从电动汽车研制和开发的关键技术: 电池技术、电力驱动及其控制技术及能源管理技术(BMS)方面作简要分析。
2.1 电池技术面临的最关键问题
动力电池是电动汽车的重要组成部件,电池技术的发展水平直接影响着电动汽车的推广与应用。截止目前,动力电池的发展主要经历了铅酸电池、镍氢电池和锂离子电池三个阶段。其中铅酸电池由于技术成熟、成本低,在旅游观光车、电动叉车以及短距离公交车上应用广泛;镍氢电池在HEV车上应用较广;而锂离子电池由于其比能量高、循环寿命长、对环境友好等优点,目前应用广泛。
目前电池发展中遇到的瓶颈主要集中在安全性差、能量密度低、成本高等方面。未来发展趋势是集中行业资源突破以上问题,为电动汽车提供安全可靠的动力电池,在与传统汽车竞争中取得优势。表2为动力锂离子电池技术瓶颈情况说明。
表2动力锂离子电池技术瓶颈
技术瓶颈 目前状态 解决方法/发展趋势
安全性 磷酸铁锂、锰酸锂、三元材料 开发安全可靠的新型正极材料、阻燃
安全性较好 电解液、耐高温防短路隔膜
能量密度 100-150Wh/Kg 2020年达到250 Wh/Kg以上
成本 3-5元/Wh 1.5元/Wh以下
2.1.1 安全性差
目前,电池安全性差主要体现在车辆碰撞时,电池易出现燃烧,爆炸现象、其高压电回路可能使乘员造成触电危险、同时电池内部的有害物质或电解液泄漏会对乘坐人员造成伤害。世界各国也对电动汽车的安全性能制定了强制的标准要求。未来在电池设计过程中会通过计算机碰撞模拟来指导一些主要结构件的设计,一般是通过模拟可以获得车身上各处的冲击加速度值,再将这些值分解到电池箱体上,再对电池箱体结构进行优化设计。另外就是建立电池碰撞安全技术设计流程及方法,即考虑电池在整车上布置位置要求、整车上对电池的碰撞防护措施、电池壳体对电池的碰撞防护、电池内部电连接防碰撞设计。
2.1.2 能量密度低
目前,多数电动汽车上使用锂离子电池。它主要由正极材料、负极材料、电解液、隔膜、集流体等组成。这些关键组成材料直接影响着电池的性能。
现有锂离子电池正极材料LiCoO2、LiNiMnCoO2、LiMn2O4、LiFePO4的理论容量都在200mAh/g以下。因此必须寻找超过200mAh/g的新材料,增加能量密度。正极材料主要有锰酸锂、磷酸铁锂和镍钴锰酸锂三元材料,三种材料各有优缺点。目前,三元材料电池在理论比能量、实际比能量和能量密度方面较锰酸锂、磷酸铁锂具有综合优势,是未来较长时间车用动力电池的主流产品。从主要正极材料的性能指标及发展趋势来看三元材料电池综合性能最优。
2.1.3 成本高
目前电池系统(包括电池单体、电池包、电池管理系统三部分)的成本是8~10万人民币。造成动力电池成本居高不下的原因主要是,国内车用动力电池生产企业众多,但真正形成规模量产能力的企业少。国内电池厂关键工艺设备依赖从日韩进口,关键工序基本采用自动化生产,但均未实现自动化连线。此外,电芯封装形式多样,设备工装和产品通用性差使得电池成本较高。另外,中国动力电池企业多分布在长三角、珠三角和天津等地。其中,综合实力较强的有天津力神、浙江万向、东莞ATL等企业均距离整车生产厂较远,物流成本高。电动汽车动力电池作为电动汽车最为关键的部件之一,是电动汽车的能量来源。但是随着电动汽车的广泛使用,大量的废旧车用电池将随之产生,不仅严重污染环境,而且造成能源和资源的巨大浪费。对于废旧电池处理,国内多数研究学者偏重于:回收利用(材料再循环)、二次利用(再利用)、再制造的方式。但在废旧电池材料回收过程中,有价材料回收处理成本较高,经济效益和社会效益有待进一步考虑。以上因素均导致了目前动力电池成本较高。
2.2 电力驱动及其控制技术趋向智能化和数字化
动力电机(系统)是电动汽车的核心部件,是实现各种工作模式的关键,直接影响动力性、经济性、环保性和稳定性。用于汽车的动力电机应具有功率/转矩密度高、调速范围宽、转矩指标高、高效区大等特性,此外,还要求可靠性高、环境适应性强、结构简单、成本低、维护简单、适合批量生产等。从原理上来说,电动汽车常用的类型有:永磁同步电机(PMSM)、异步电机(IM/ASM)、无刷直流电机(BLDC)、电励磁同步电机(ESM)、开关磁阻电机(SRM) 。
永磁同步电机因功率/转矩密度大、低速效率高、结构简单紧凑等优点,最适用于电动汽车,应用也最广泛。
在国外电机供应商中,出现了电机控制系统中集成整车控制功能的产品。据了解,在电机控制器中增加了整车控制的策略与接口。尤其对于纯电动车(多电机除外)来说,电机是唯一动力来源,整车控制策略相对简单,所以电机控制单元与整车控制单元集成较为合理。但如果是多电机驱动(如轮毂电机)车型,整车控制单元需要协调多个电机间的转矩分配等工作,整车控制单元则不适合集成在某个电机控制单元中。
另外,数字信号处理器和可编程逻辑器件出现,极大地推动电机控制技术不断向智能化方向发展,数字化将成为电机驱动技术发展的必然趋势。
2.3 电池能量管理系统BMS
能量管理系统是电动汽车的智能核心。要想使电动汽车获得更好的性能,除了具备良好的机械结构、电力驱动能力、电池外,还应该有一套能量管理系统。能量管理系统可以被理解成是一个电子控制单元,它通过内部的数学模型,对电池的各项数据指标进行计算进而保证电池在最佳状态下工作;除此之外,它还要对车辆各个子系统运行数据进行监控和诊断;BMS还要控制充电方式和提供剩余能量显示。
电池能量管理系统即BMS的主要性能指标见下表所示:
表3 BMS的主要性能指标
项目 产品目标
电压采样精度 测量误差≤±1%
电流采样精度 测量误差≤±2%
温度采样精度 测量误差≤±1℃
SOC精度 估算误差≤±3%
SOH精度 估算误差≤5%
绝缘监测精度 测量绝缘电阻范围为0Ω~50MΩ,相对测量误差小于±15%
BMS是电动汽车最关键的技术之一,目前还不成熟。BMS的设计的技术难点主要体现在:对采集的数据精度要求高;剩余电估算精度差;安全性差。目前还需要通过大量的试验研究来改进BMS的一系列问题,例如:发生碰撞时的安全性、如何避免电池泄露、充电的均衡性等。目前的很多BMS通用性较差。因此,下一步的发展方向是研究更具有通用性的BMS。
参考文献:
[1] 张文亮,武斌,李武峰,等.我国纯电动汽车的发展方向及能源供给模式的探[J].电网技术.2009(04):1-5.
[2] 欧阳明高.我国节能与新能源汽车发展战略与对策[J].汽车工程.
2006(04):317-321.
猜你喜欢
汽车维修与保养(2021年8期)2021-02-16 00:28:32
动漫星空(兴趣百科)(2019年3期)2019-03-07 07:47:46
系统管理学报(2018年2期)2018-08-13 01:04:48
电子制作(2017年20期)2017-04-26 06:57:35
海外星云(2016年17期)2016-12-01 04:18:42
电子制作(2016年11期)2016-11-07 08:43:35
现代工业经济和信息化(2016年1期)2016-05-17 05:33:51
中国资源综合利用(2016年2期)2016-01-22 07:27:46
电源技术(2015年1期)2015-08-22 11:15:42
电源技术(2015年9期)2015-06-05 09:36:06
