
不同处理工艺对6005A铝合金激光-MIG复合焊接头残余应力的影响
2015-04-28 06:48:31卢衍祥单清群王传刚马传平
电焊机 2015年10期
卢衍祥,单清群,王传刚,马传平
(1.南车青岛四方机车车辆股份有限公司,山东 青岛 266111;2.西南交通大学 材料科学与工程学院,四川 成都611031)
不同处理工艺对6005A铝合金激光-MIG复合焊接头残余应力的影响
卢衍祥1,单清群1,王传刚1,马传平2
(1.南车青岛四方机车车辆股份有限公司,山东 青岛 266111;2.西南交通大学 材料科学与工程学院,四川 成都611031)
采用三种去应力退火工艺和三种振动时效+去应力退火工艺对6005A激光-MIG复合焊接头进行处理,并采用X射线衍射法对处理后的焊接接头进行了残余应力测量,比较不同处理工艺条件下焊接接头的应力消除率。结果表明,振动时效和去应力退火均可有效降低焊接接头残余应力。复合处理工艺比单一处理工艺对焊接接头残余应力的消除效果更为显著。单一处理工艺中退火温度为220℃,保温4 h的应力消除效果最好;复合处理工艺中,振动时效20 min+220℃去应力退火(保温4 h)的应力消除效果最佳。
6005A铝合金;去应力退火;振动时效;残余应力
0 前言
近年来,随着我国高速铁路的快速发展,为满足高速列车轻量化的要求,铝合金大量应用于高速列车的车体制造。其中Al-Mg-Si系铝合金是可热处理强化铝合金中唯一没有发现应力腐蚀开裂(SCC)现象的合金,由于其具有中等强度、优异的成形性和较低的密度,在交通运输领域得到广泛应用[1-2]。6005A铝合金是在Al-Mg-Si系基础上发展起来的Al-Mg-Si-Cu系焊铝合金,具有优良的挤压性、焊接性和耐蚀性,因此被广泛应用于高速列车、城际列车和地铁等轨道交通车辆车体的制造[1-4]。
焊接是铝合金车体生产制造过程中关键的手段之一。由于焊接过程中加热不均匀,焊后不可避免的要产生焊接残余应力。残余应力的存在对焊接结构的疲劳性能和薄板结构的失稳变形具有较大影响。因此降低和控制焊接接头的残余应力,对保证焊接结构质量和使用寿命具有重要意义。在焊后阶段,改善或消除焊接结构的残余应力可以采用自然时效法、去应力退火、锤击法、机械拉伸法、振动时效法和超声冲击法等[5-7]。
本研究针对高速列车用6005A激光-MIG电弧复合焊接头进行去应力退火、振动时效+退火等不同工艺处理,处理后采用X射线衍射法测量焊接接头应力,对比不同工艺处理对铝合金焊接接头残余应力的影响,为高速列车焊接结构件残余应力处理方法的选择提供参考。
1 试验材料和方法
1.1 试验材料
试验材料采用高速列车用6005A-T6铝合金(其中T6表示热处理状态为固溶处理),其化学成分如表1所示。母材力学性能为:抗拉强度大于等于290 MPa,屈服强度大于等于270 MPa,延伸率为8%~ 10%。铝型材尺寸为300 mm×150 mm×10 mm,开60°的V型坡口,2 mm钝边,1 mm间隙,试板由两块铝型材对焊而成,利用相同焊接工艺焊接6块试板,分别编号为1#~6#。焊接设备采用加拿大IPG公司生产的YLS-4000型光纤激光器,MIG焊机型号为Kemp Arc-450,焊接机器人型号为IRB2600。焊丝采用ER5356铝镁焊丝,保护气采用99.999%工业纯氩,气体流量为25 L/min。焊丝成分见表1,激光-MIG电弧复合焊工艺参数见表2。
1.2 退火工艺
去应力退火采用普瑞赛斯生产的KXX-25-10A型箱式电阻炉,退火处理工艺为:退火温度分别为200℃、220℃和240℃,保温时间均为4 h,然后随炉冷却至室温。

表1 6005A铝合金及焊丝成分 %

表2 激光-MIG电弧复合焊工艺参数
1.3 振动时效
振动时效激振器采用ZYGZP110-1型永磁直流激振器,控制器和传感器为HK2000系列全自动振动时效装置,振动试验台为自主设计。试验采用撒沙法来确定激振器和传感器的固定位置。激振器与振动平台在工作时,波峰处的振动值最大,相反最小的地方为波节,把激振器放在振动台的波峰处能够使工件在较小的激振力下得到较大的振幅,振动时效时间为20min[8]。
1.4 残余应力测量
采用X射线衍射法测量残余应力,所用设备为加拿大Proto公司生产的iXRD残余应力测量仪。测试参数为:侧倾固定ψ0法,Cr靶,Kα射线,衍射晶面(222),布拉格角为156.90°,2θ扫描范围120°~170°,φ2 mm准直管,管电压20 kV,管电流4 mA,多曝光模式,曝光时间1.5 s,曝光次数15次。测试前测点先用Proto 8818-V3型电解抛光机进行电解抛光处理,抛光介质为饱和食盐水。选取1#和2#焊接试板中部沿焊缝中心线对称布置测点,分别为距离焊缝中心0 mm、±5 mm、±10 mm、±15 mm、±25 mm、±45 mm、±95 mm、±135 mm,共15个测点。
1.5 处理工艺
1#~6#试板的处理工艺见表3。试板焊接完成后先进行残余应力测试,经过处理后再进行应力测试,测点与前述焊态测点一致。
2 试验结果及分析
残余应力测量结果中正值为拉应力,负值为压应力;平行于焊缝长度方向的应力为纵向残余应力σx,垂直于焊缝长度方向的应力为横向应力σy。
图1为1#~3#试板去应力退火前后的残余应力曲线。由图1可知,1#~3#试板焊态纵向和横向残余应力分布规律相同,即焊缝及近缝区存在较大值的残余拉应力,远离焊缝,残余应力减小直至变成压应力,且残余应力分布曲线波动大,残余应力值分布不均匀。经过去应力退火处理后,焊缝及近缝区纵向和横向残余拉应力值明显降低,1#~3#试板的纵向应力σx峰值分别由124MPa、121MPa、130MPa降至71 MPa、63 MPa、66 MPa,横向应力σy峰值分别由98 MPa、95 MPa、105 MPa降至53 MPa、51 MPa、55 MPa。另外母材区域的压应力绝对值也明显减小,残余应力曲线波动幅度减小,残余应力值分布变得较为均匀。
表3 1#~6#试板处理工艺
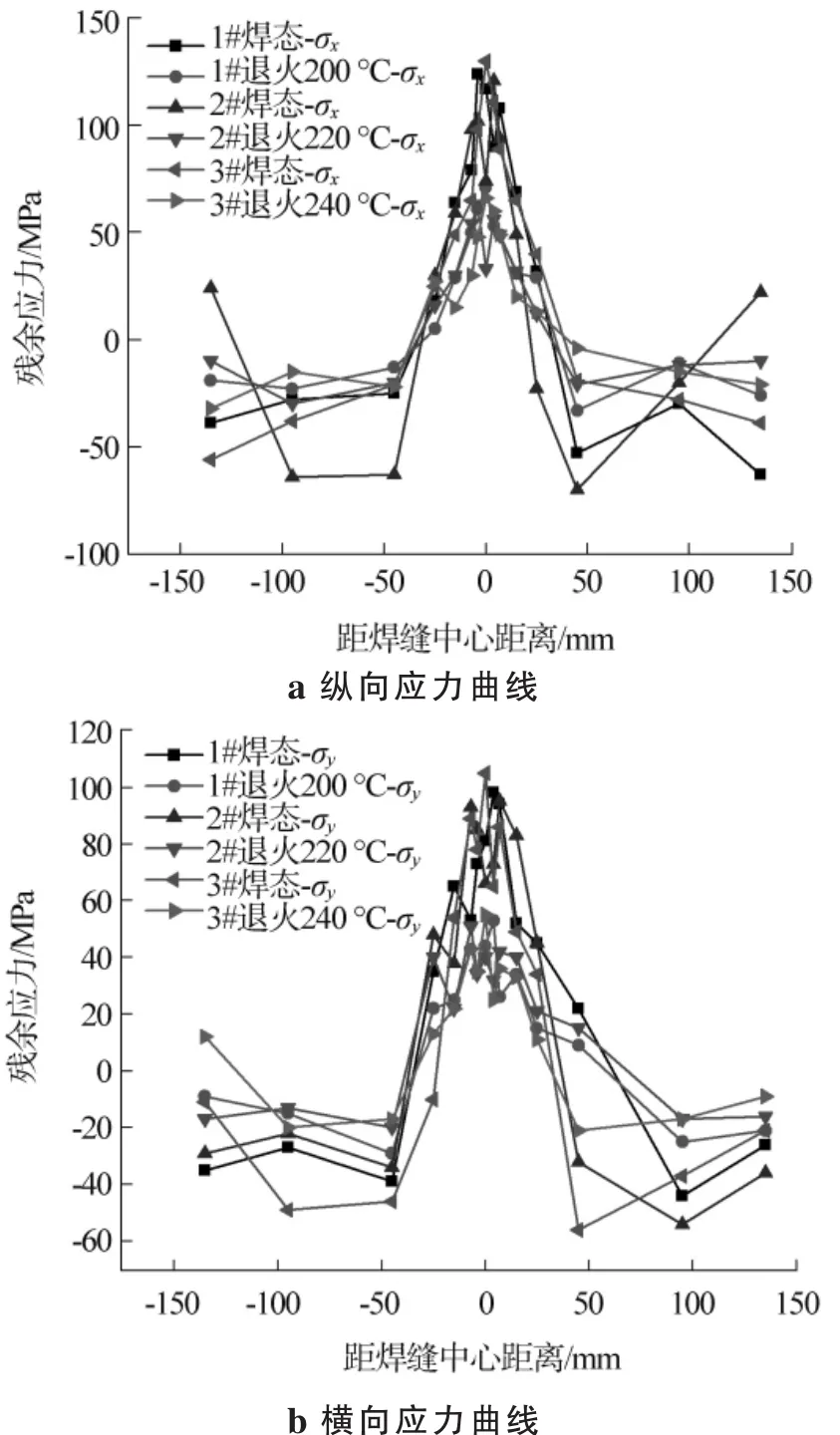
图1 1#~3#试板退火前后残余应力曲线
图2为1#~3#试板去应力退火前后应力平均消除率δ的比较。由图2可知,三种去应力退火温度条件下,退火温度为220℃的2#试板的应力平均消除率最高,纵向和横向应力消除率分别为50.8%和48.1%,效果最好。铝合金去应力退火能有效消除残余应力的主要原因是铝合金材料在去应力退火过程中会发生回复,位错密度下降,位错运动阻力降低,材料屈服强度下降,在残余应力作用下发生局部塑性变形,残余应力得以释放[9]。
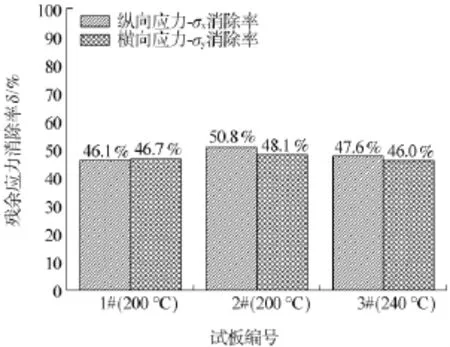
图2 1#~3#试板退火前后残余应力平均消除率比较
图3为4#~6#试板焊态、振动时效+退火状态下的残余应力曲线。由图3可知,4#~6#试板焊态纵向和横向残余应力与1#~3#焊态试板应力分布规律相同,残余应力峰值接近。经过20 min振动时效和去应力退火综合处理后,焊缝及近缝区残余应力大幅降低,4#~6#试板的纵向应力σx峰值分别由118 MPa、128 MPa、125 MPa降至40 MPa、34 MPa、37 MPa,横向应力σy峰值分别由102 MPa、96 MPa、99 MPa降至33 MPa、26 MPa、34 MPa,残余应力分布曲线变得平缓,残余应力整体分布变得均匀。
图4为4#~6#试板不同处理工艺条件下的残余应力平均消除率δ的比较。由图4可知,三种处理工艺条件下,20 min振动时效+220℃去应力退火复合处理工艺的平均应力消除率最高,效果最好,纵向和横向应力平均消除率分别为68.4%和71.0%,均高于其他两种复合处理工艺。振动时效是由于动应力与残余应力叠加的总应力给晶体内部位错运动提供能量,使位错产生运动、增殖、塞积和缠结,当出现某个微区的屈服强度小于叠加总应力时,塞积得以开通,材料产生微观塑性变形,残余应力得以释放[8,10]。经过振动时效处理,残余应力并不能完全释放,振动时效只是使得位错开动,而位错密度并未降低。再对试板进行去应力退火处理,在该退火温度下材料位错密度降低,使得试板的残余应力进一步降低,应力消除效果更好。比较图2和图4可知,复合处理工艺条件下试板残余应力的消除效果要优于单一处理工艺条件下的试板残余应力消除效果。对于复合处理工艺振动时效+退火处理而言,第一道振动时效可以先消除一定量的残余应力,降低试板的整体残余应力水平,然后再经过第二道退火工艺能够降低材料位错密度,进一步降低试板残余应力,因此应力释放效果比单一工艺好。

图3 4#~6#试板焊态、振动时效+退火态残余应力曲线
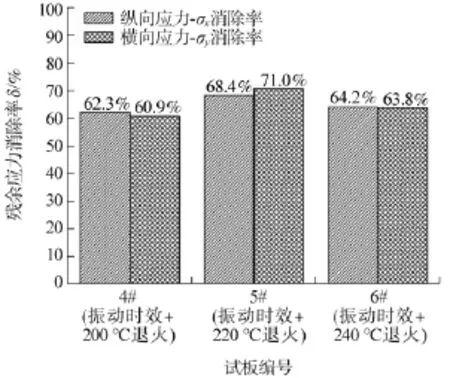
图4 4#~6#试板复合处理工艺条件下残余应力平均消除率比较
3 结论
(1)去应力退火和振动时效+去应力退火复合处理工艺均可以有效降低6005A铝合金激光MIG焊接头的残余应力峰值,使接头内部残余应力分布均匀化。
(2)振动时效+去应力退火复合处理工艺比单一处理工艺更能有效地消除6005A铝合金激光MIG焊接头的残余应力。
(3)三种单一去应力退火工艺中残余应力消除效果最好的工艺为:退火温度220℃,保温4 h。三种复合处理工艺中残余应力消除效果最好的工艺为:20 min振动时效+220℃去应力退火(保温4 h)。
(3)振动时效消除残余应力的机理是由于动应力和残余应力叠加给位错运动提供动力,当出现某个微区的屈服强度小于叠加总应力时,塞积得以开通,材料产生微观塑性变形,使残余应力得以释放;而去应力退火消除残余应力的机理是铝合金材料退火时发生回复,位错密度下降,位错运动阻力降低,材料屈服强度下降,在残余应力作用下发生局部塑性变形,使得残余应力释放。
[1] 董鹏.6005A-T6铝合金搅拌摩擦焊接头的组织与性能研究[D].吉林:吉林大学,2014.
[2] 盛晓菲.6005A铝合金组织性能研究[D].长沙:中南大学,2011.
[3]尹志民,张爱琼,王炎金.6005A铝合金型材焊接接头组织与性能[J].轻合金加工技术,2001,29(1):32.
[4] 王元良,陈辉.高速列车铝合金车体的焊接技术[M].成都:西南交通大学出版社,2012.
[5] 方洪渊.焊接结构学[M].北京:机械工业出版社,2013.
[6] 王秋成.航空铝合金残余应力消除及评估技术研究[D].浙江:浙江大学,2003.
[7]陈明鸣,王元良.热处理工艺对LD10铝合金残余应力的影响[J].西南交通大学学报,1997,32(2):198-201.
[8]汤运刚,万里,方喜风,等.振动时效时间对激光-MIG电弧复合焊铝合金焊接接头残余应力的影响[J].电焊机,2015,45(5):103-106.
[9] 陶杰,姚正军,薛烽.材料科学基础[M].北京:化学工业出版社,2006:440-443.
[10]陈鹏.振动消除宏观残余应力的机理研究[J].电焊机,2005,35(1):54-56.
Influence of different treatment processes on the residual stress of welded joints in laser-MIG hybrid welding for 6005A aluminum alloy
LU Yanxiang1,SHAN Qingqun1,WANG Chuangang1,MA Chuanping2
(1.CSR Qingdao Sifang Co.,Ltd.,Qingdao 266111,China;2.College of Materials Science and Engineering,Southwest Jiaotong University,Chengdu 610031,China)
Three different stress relief annealing treatment processes and three different VSR+stress relief annealing treatment processes are used to process welded joints in 6005A laser-MIG hybrid welding of aluminum alloy.An X-ray diffraction method is carried out to measure welding residual stress of treated welded joints and the stress relief rates of different treatment processes are compared. The results show that the VSR and stress relief annealing can effectively reduce the residual stress of welded joints.The stress relief effect of hybrid process for welded joints is more outstanding than that of single process.The best stress relief effect of three different single treatment processes is annealing temperature of 220℃,heat preservation for 4 h.And the best stress relief effect of three different hybrid treatment processes is 20 min VSR+220℃stress relief annealing process(heat preservation for 4 h).
6005A aluminum alloy;stress relief annealing;VSR;residual stress
TG404
:A
:1001-2303(2015)10-0134-04
10.7512/j.issn.1001-2303.2015.10.30
2015-04-23;
:2015-05-20
卢衍祥(1971—),男,山东日照人,高级工程师,主要从事高速列车车体质量管理工作。
猜你喜欢
材料科学与工程学报(2022年4期)2022-08-25 08:51:08
理化检验(物理分册)(2022年3期)2022-03-31 07:07:48
甘肃科技(2020年20期)2020-04-13 00:30:04
压力容器(2019年1期)2019-03-05 11:12:06
中国资源综合利用(2017年2期)2018-01-22 02:45:00
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
上海金属(2016年3期)2016-11-23 05:19:47
中国环境监察(2016年4期)2016-10-24 05:24:34
铜业工程(2015年4期)2015-12-29 02:48:41
焊接(2015年2期)2015-07-18 11:02:38
