
熔化极气体保护焊熔滴过渡分析
2015-04-28 06:48:16陈越峰齐志龙吴志生
电焊机 2015年10期
李 科,陈越峰,齐志龙,吴志生
(太原科技大学 材料科学与工程学院,山西 太原030024)
熔化极气体保护焊熔滴过渡分析
李 科,陈越峰,齐志龙,吴志生
(太原科技大学 材料科学与工程学院,山西 太原030024)
利用高速摄影图像与电信号波形观察熔化极气体保护焊的熔滴过渡,分析了影响熔滴过渡的主导因素。结果表明,CO2气体保护焊时熔滴沿非轴向排斥过渡,氩气保护焊时熔滴沿轴向过渡;焊接电流对熔滴过渡方式的转变起主导作用,随着焊接电流的增大,CO2气体保护焊中依次出现短路过渡和大滴排斥过渡,熔滴尺寸依次增大,过渡频率依次减小,氩气保护焊中依次出现短路过渡、大滴过渡、射滴过渡、射流过渡和旋转射流过渡,熔滴尺寸逐渐减小,过渡频率逐渐增大;氩气保护焊中,由滴状过渡转变为喷射过渡的临界电流约为170 A。
熔化极气体保护焊;熔滴过渡;高速摄影;波形分析法
0 前言
在熔化极电弧焊接过程中,焊丝末端在电阻热和电弧热的共同作用下逐渐升温熔化成为液态金属,液态部分逐渐长大形成熔滴,之后在重力、电磁力、等离子流力和表面张力的共同作用下脱离焊丝进入熔池的过程称为熔滴过渡。按照熔滴所经历的空间路径不同,熔滴过渡可分为自由过渡、桥接过渡和渣壁过渡[1]。熔滴过渡的方式、熔滴尺寸和过渡频率直接影响焊接效率、焊缝组织和焊缝形貌,因此,研究熔滴过渡对于改善焊接质量、提高焊接效率具有重要意义。
研究明弧焊接熔滴过渡,目前主要采用高速摄影法和电信号波形法[2-4]。高速摄影法采用背光技术,利用高速摄像机拍摄焊接过程焊丝端部的阴影像,通过影像分析熔滴过渡情况,是一种观察熔滴过渡的直接方法。电信号波形法利用高频传感器采集焊接过程中电弧两端的电压和电流信号,通过观察其波形特征分析熔滴过渡,是一种间接方法。研究熔滴过渡还有其他一些间接方法,如光强法、光谱分析法、声信号法等[5-7],也可以对熔滴过渡做出定性的评价,但周围环境的干扰会大大影响信号的质量。
本研究利用高速摄影法和波形分析法对熔化极气体保护焊的几种典型熔滴过渡方式进行了观察与分析,分析了影响熔滴过渡方式、熔滴尺寸和过渡频率的主要因素。
1 试验条件
试验选用直径1.2 mm的H08Mn2SiA焊丝,分别采用CO2气体和氩气作为保护气,气体流量为15 L/min,试板为厚6 mm的低碳钢板,直流反接,平板堆焊。焊丝伸出长度14 mm,焊枪垂直于试板。高速摄像机为奥林巴斯i-SPEED TR,最大帧率10 000 fps,试验中设为5 000 fps,曝光时间设为4。背景光源为650 nm半导体激光器,激光出孔直径为5 mm,出射光经扩束器后扩束为直径15 mm的平行光束,光束经焊丝和熔滴遮挡后的剩余光线经中心波长为650±5 nm的滤光片后进入高速摄像机镜头,电弧两侧放置防溅玻璃以保护光学镜片。因此,拍摄焊丝和熔滴的阴影像。电信号采集设备为汉诺威弧焊分析仪AH-XXIV,其电压传感器并在焊接电源两端,电流传感器串入焊接回路中,传感器信号经高速数据采集卡(采样速率为200 000 pps)后进入计算机,经计算机处理输出电压和电流波形图。试验装置如图1所示。
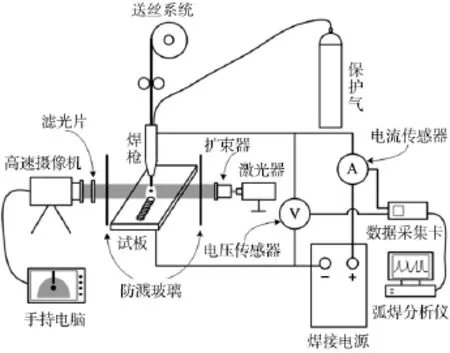
图1 研究熔滴过渡的试验装置
2 CO2气体保护焊熔滴过渡分析
2.1 短路过渡
CO2气体保护焊短路过渡图像与波形如图2所示。由于CO2气体受热分解时从电弧中吸热导致电弧冷却收缩,阻碍熔滴脱落的电弧力集中作用在熔滴下半部约1/3的面积上,且力的作用方向偏离焊丝轴向,使熔滴上挠并绕焊丝端部旋转。在焊接电流较小时,促使熔滴从焊丝末端分离的电磁收缩力较弱,熔滴长大时间较长导致熔滴尺寸超过焊丝直径,约是焊丝直径的两倍。电压较小时,弧长较短,熔滴与焊丝末端分离之前与熔池接触形成短路,过渡末期缩颈部分爆断。其电流波形为间断式尖峰状,每个尖峰对应一次短路过渡。其电流抖动幅度约为200 A,过渡频率约为16 Hz。

图2 CO2气体保护焊短路过渡图像与波形(21 V/120 A)
2.2 大滴排斥过渡
CO2气体保护焊大滴排斥过渡的图像与波形如图3所示。由于CO2气体对电弧的冷却作用,熔滴仍呈现上挠。由于弧压大导致弧长拉长,熔滴从焊丝端部脱落后落入熔池,电弧从熔滴底部跳转到焊丝末端,整个过程电弧并未熄灭。由于电弧力的增强使熔滴长大时间变长,熔滴直径是焊丝直径的2.5~3倍。在熔滴与焊丝末端分离时,缩颈部分爆断产生飞溅。其电流和电压波形均呈锯齿状,每个锯齿对应一次熔滴过渡。电流抖动幅度约为100 A,过渡频率约为11 Hz。与短路过渡相比较,大滴排斥过渡频率降低,飞溅增大。
3 氩气保护焊熔滴过渡观察与分析
3.1 短路过渡
氩气保护焊的短路过渡图像与波形如图4所示。氩气为惰性气体,在电弧中并不分解,对电弧没有冷却作用。电弧呈钟罩型,电弧作用在整个液态熔滴的表面,熔滴沿焊丝轴向长大。由于焊接电流较小,促使熔滴分离的电磁收缩力较弱,故熔滴可以长大到焊丝直径的两倍以上,在脱离焊丝末端之前与熔池接触发生短路,过渡末期缩颈处爆断。电流波形呈间断式尖峰状,每个尖峰对应一次短路过渡。电流抖动幅度约为150 A,过渡频率约为2 Hz。相比CO2气体保护焊的短路过渡,在相同的焊接电参数下,氩气保护焊的短路过渡频率低了很多,其原因是由于电弧与周围的空气接触面积增大导致电弧热量散失,使得焊丝熔化速度降低。
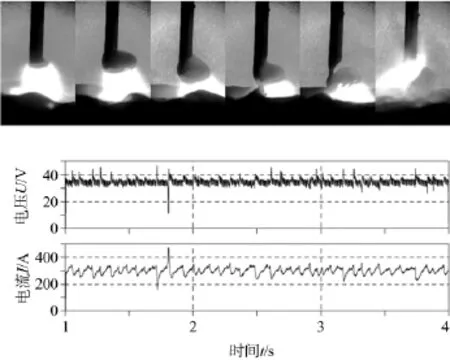
图3 CO2气体保护焊大滴排斥过渡图像与波形(30 V/280 A)

图4 氩气保护焊短路过渡图像与波形(21 V/120 A)
3.2 大滴过渡
氩气保护焊的大滴过渡图像与波形如图5所示。由于焊接电流仍然较小,促使熔滴分离的电磁收缩力依然较弱,故熔滴可以长大到超过焊丝直径时才脱落。电弧仍呈钟罩型,熔滴沿焊丝轴向长大、分离和滴落。由于电压增大导致弧长拉长,熔滴与焊丝末端分离后经电弧飞行一段距离落入熔池,其间没有爆炸发生。电流波形呈波浪状,每个波峰对应一次熔滴过渡。电流抖动幅度约为50 A,过渡频率约为20 Hz,比短路过渡大幅提高。

图5 氩气保护焊大滴过渡图像与波形(22 V/160 A)
3.3 射滴过渡
氩气保护焊的射滴过渡图像与波形如图6所示。当焊接电流超过某一临界值(本试验为170 A)时,熔滴尺寸小于焊丝直径,约为焊丝直径的3/5~4/ 5。电弧仍呈现钟罩型,焊丝末端开始呈现铅笔尖状。当电流增大时磁偏吹作用变得明显,过渡熔滴开始偏离焊丝轴向。电流波形呈现波浪状,抖动幅度约为20 A,过渡相当稳定,无爆炸和飞溅产生,过渡频率约为38 Hz,比大滴过渡时提高。
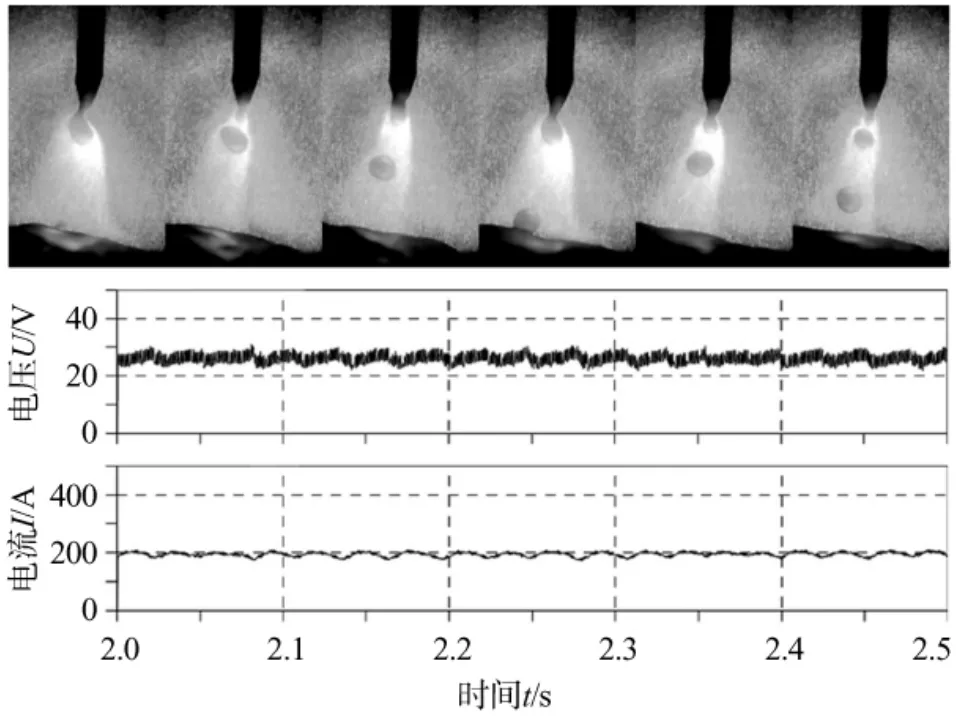
图6 氩气保护焊射滴过渡图像与波形(25 V/180 A)
3.4 射流过渡
氩气保护焊的射流过渡图像与波形如图7所示。由于焊接电流进一步增大,焊丝熔化速度也进一步加快。熔滴尺寸进一步变小,约为焊丝直径的1/5,过渡频率进一步加快,过渡熔滴成为一个连续的液流,只在液流的末端由于反应气体的排出产生分离状熔滴。此时的电弧呈现锥状,焊丝末端呈铅笔尖状。由于磁偏吹的作用,电弧和液流均偏向一侧。电流波形几乎为一条直线,抖动幅度在10 A以内。

图7 氩气保护焊射流过渡图像与波形(28 V/290 A)
3.5 旋转射流过渡
氩气保护焊的旋转射流过渡图像与波形如图8所示。由于焊接电流的增大,形成的导电液流在自身强磁场作用下发生螺旋形旋转,从图像上看到液流左右摆动呈现S形,实际上是液流在空间中的螺旋形旋转。其电流波形相比射流过渡出现一些波动,抖动幅度约在15 A。
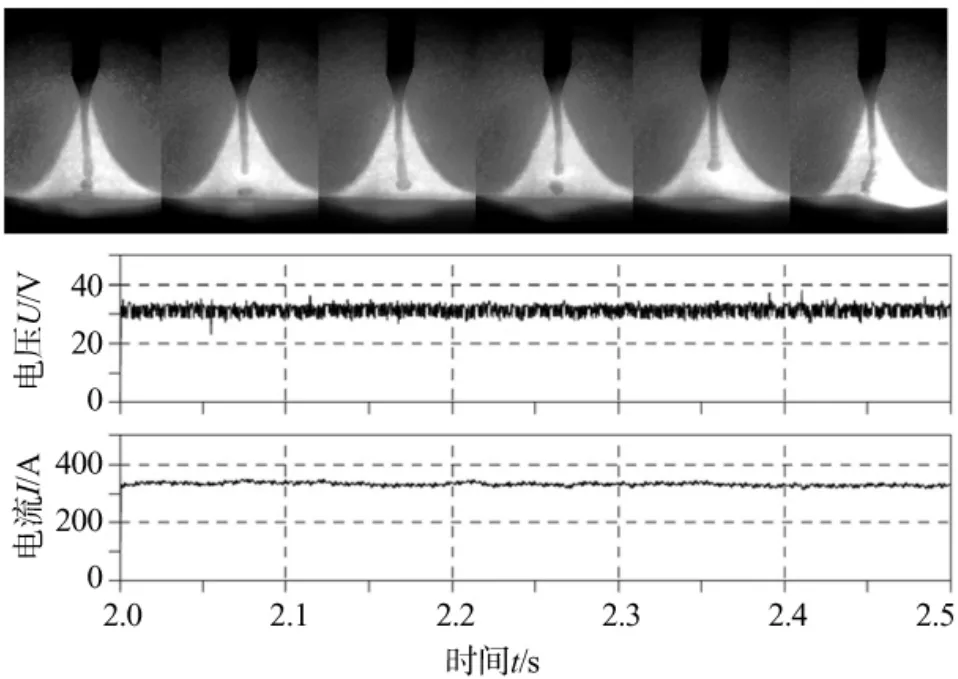
图8 氩气保护焊旋转射流过渡图像与波形(30 V/320 A)
4 结论
(1)当CO2气体作为保护气时,由于CO2分解对电弧产生冷却作用,使电弧力集中作用在熔滴底部很小的面积上,熔滴上挠呈排斥状,过渡时会偏离焊丝轴向。当氩气作为保护气时,电弧扩展到整个液态熔滴表面,熔滴底部受力均匀,长大和滴落时均沿焊丝轴向。
(2)在两种保护气焊接中,焊接电流对熔滴过渡方式的转变起主导作用。随着焊接电流的逐步增大,CO2气体保护焊中依次出现短路过渡和大滴排斥过渡两种熔滴过渡方式,熔滴尺寸依次增大,过渡频率依次减小。在氩气保护焊中,随着焊接电流的增大,依次出现短路过渡、大滴过渡、射滴过渡、射流过渡和旋转射流过渡五种方式,熔滴尺寸逐渐减小,过渡频率逐渐增大。其中射滴过渡、射流过渡和旋转射流过渡均属于喷射过渡。
(3)在氩气保护焊中,熔滴过渡从滴状过渡转变为喷射过渡时存在临界电流。在本试验中,1.2 mm碳钢焊丝在氩气保护时的临界电流约为170 A。
[1] Liu S,Siewert T A.Metal transfer in gas metal arc welding:droplet rate[J].Welding Journal,1989,68(2):52-58.
[2]李桓,李国华,李俊岳,等.熔化极电弧焊溶滴过渡过程的高速摄影[J].中国机械工程,2002,13(9):796-798.
[3]王宝,杨林,王勇.药芯焊丝CO2焊熔滴过渡现象的观察与分析[J].焊接学报,2006,27(7):77-80.
[4]蒋元宁,陈茂爱,武传松.CO2焊电参数与熔滴过渡图像同步采集分析系统[J].焊接学报,2013,34(2):63-66.
[5] Wang Q L,Li P J.Arc light sensing of droplet transfer and its analysis in pulsed GMAW process[J].Welding Journal,1997,76(11):458-469.
[6]杨运强,张晓琪,李俊岳,等.焊接电弧熔滴过渡特征光谱窗口的选择[J].焊接学报,2004,24(1):14-18.
[7]Saini D,Floyd S.An investigation of gas metal arc welding sound signature for on-line quality control[J].Welding Journal,1998,77(4):172-179.
Observation and analysis of droplet transfer in gas metal arc welding
LI Ke,CHEN Yuefeng,QI Zhilong,WU Zhisheng
(TaiyuanUniversityofScienceandTechnology,CollegeofMaterialsScienceandEngineering,Taiyuan030024,China)
The droplet transfer processes in gas metal arc welding are observed by using high-speed photography images and electrical signal waveforms,the dominant factor influencing droplet transfer is analyzed.The results show that the droplets transfer along non-axial in CO2gas shielded arc welding while along axial in argon gas shielded arc welding.The welding current plays a dominant role in droplet transfer modes conversion,with the increasing of welding current,there occurs short circuiting transfer and globular repelled transfer in CO2gas shielded arc welding,the droplet size increases while the transfer frequency decreases in turn.In argon shielded arc welding,there occurs short circuiting transfer,globular transfer,projected transfer,streaming transfer and rotating streaming transfer,the droplet size decreases while the transfer frequency increases in turn.In argon shielded arc welding,the critical current from globular transfer to spray transfer is about 170 A.
gas metal arc welding;droplet transfer;high-speed photography;waveform analysis method
TG403
:A
:1001-2303(2015)10-0069-04
10.7512/j.issn.1001-2303.2015.10.15
2015-04-23;
:2015-05-20
国家自然基金项目(51275332);山西省科技攻关项目(20130322005-03);太原科技大学UIT项目(xj2014029);山西省高等学校UIT项目(2015266)
李 科(1980—),男,山西长治人,讲师,硕士,主要从事焊接电弧物理测试及电弧传感方面的研究。
猜你喜欢
南昌大学学报(工科版)(2022年1期)2022-06-16 01:49:26
核科学与工程(2021年4期)2022-01-12 06:29:20
绥化学院学报(2020年12期)2020-12-11 03:45:22
焊接(2016年1期)2016-02-27 12:54:19
焊接(2015年3期)2015-07-18 11:03:24
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34
低温与特气(2014年4期)2014-03-30 02:09:09
安徽医药(2014年9期)2014-03-20 13:14:16
